No items yet.
PrusaSlicer は、オープンソースで機能が豊富、頻繁に更新されるツールで、3Dプリンタ用の完璧なプリントファイルをエクスポートするために必要なものがすべて含まれています。ニュースやリリースログは Github で確認できます。
Prusa Connectは、3Dプリンターの遠隔操作と監視を可能にするクラウドサービスで、安全なデータの取り扱い、簡単なセットアップ、どこからでも複数のプリンターを管理できるサポートを提供します。
Prusa Connect技術を活用し、どこからでもリモートでプリンターを操作可能!Prusa.appは、AndroidおよびiOSデバイス向けに新たなPrusaプリンター体験を提供します。
Prusa アカデミーでは、3Dプリンティングに関する様々なトピックのオンラインコースを提供しています。各コースの特徴:
私たちは、ヨーロッパおよびアメリカ最大の3Dプリンターメーカーです。
Prusa Research は、チェコ出身のホビイスト/メイカー/発明家である Josef Prusa によって 2012 年に 1 人で立ち上げられました。そこからわずか 15 年で、従業員 1,200 名を超える企業へと成長しました。毎月、チェコ共和国プラハの本社および米国デラウェア州から、160 カ国以上のユーザーに向けて 10,000 台以上の革新的で安全な 3D プリンターを設計・製造・出荷しています。
動画をご覧になり、Prusa Research がどのように誕生し、わずか 10 年で何を達成したかをご確認ください!
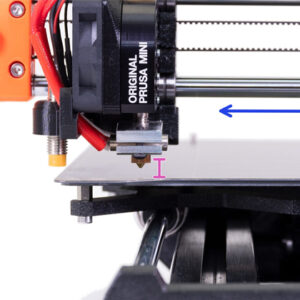
ファーストレイヤーキャリブレーションは、ノズルの先端とプリント面の距離を調整するためのものです。 押し出されたフィラメントが、わずかに押しつぶされてヒートベッドにぴったりとくっついている状態になるようにノズルの高さを調整していきます。 組立て済みのPrusaプリンターはすでに微調整されています。このキャリブレーションは、キットバージョンを組み立てた場合、またはノズルを変更する場合のみ必要となります。…
これは 高度なキャリブレーションであり、 経験豊富なユーザーにのみお勧めします。 射出率(Extrusion Multiplier)を使用すると、押出し流量を微調整できます。これは、 簡単に言えばノズルから出るフィラメントの量です。 つまり、PrusaSlicerの 射出率 設定とプリンターファームウェアの Flowrate 設定は、同じことを調整する2つの方法ですが、これら2つの設定の一方を調整しても、もう一方の値には影響しません。 この手順は、工場から出荷される新しいプリンタでは必要ありませんが、特殊な用途やフィラメントのときに行います。…
メッシュベッドレベリングと共に、ベッドレベル補正は、ユーザーが最初のレイヤーのわずかな不完全さを補正できるように設計された重要な機能です。ヒートベッドの左、右、前、後の側面を仮想的に上げ下げすることができ、本質的にヒートベッドの4つの側面それぞれに異なるLive Adjust Z値を持つことができます。この機能は、ヒートベッドの全面積を頻繁に使用する必要がある場合に最も有益です。 キャリブレーションを開始する前に、シートとヒートベッドの間に何もないことを確認してください。 ベッドレベル補正の使用方法 調整限度は+/-…
This is an advanced calibration for MK3-family and MK2-family printers. It is replaced by Pressure Advance on MK4-family, XL, MINI/+ from firmware 5.0.0, and successive printer…
すべてのFFF(熱溶解積層)プリンタには、ファーストレイヤーキャリブレーションが必要です。これはノズルとプリントシート表面の間の垂直「Z」距離を設定します。時にこの値は微調整が必要で、そのような状況のために「Live adjust Z」というオプションを用意しています(主にプリントの最初の数レイヤー中にリアルタイムで調整するため)。この距離を調整する理由は、シートに対して押し出されたフィラメントをより密着させるためです。 どのように機能するか 以下のことを知っておくことが重要です: ファーストレイヤーキャリブレーション開始前のデフォルト値は、すべてのプリンターでゼロ(0.000)です プリント表面に近づけるには、ノブを反時計回りに回し、負の値をさらに増加させます(例:-0.500…
これは 高度なキャリブレーションですので、経験豊富なユーザーにのみお勧めします。 このキャリブレーションは、ファームウェアバージョン3.2.0以降でのみ機能します。 リニアリティ補正は、カスタム電流波形の定義を可能にするTrinamicステッピングモータードライバーの機能を使用しています。 デフォルトのTrinamic波形は正弦波ですが、実際の波形は少し異なる場合があり、ステッピングモーターのタイプによって異なります。…
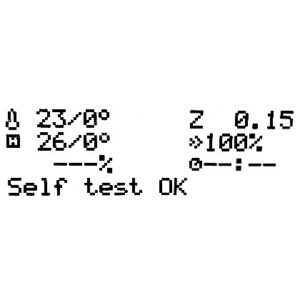
セルフテストは、プリンタの組み立て、配線、電子部品に問題がないかを確認するものです。これは、キャリブレーションウィザードの最初の部分であり、プリンタの電源を初めて入れたとき、またはファクトリーリセット (MK2S/MK2.5S/MK3S)の後に自動的に表示されます。初期キャリブレーションの後、セルフテストはLCD Menu -> Calibration…
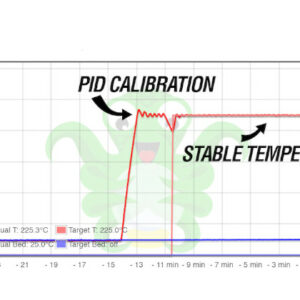
PID tuning is a calibration procedure that ensures the printer holds a stable target temperature at all times. PID (Proportional Integral Derivate) is used on the Original Prusa…
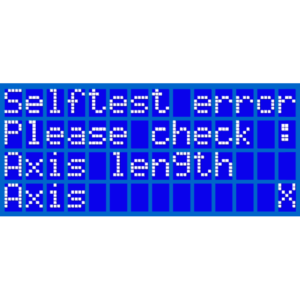
このエラーは、ファームウェアが予想よりも短い軸移動距離を検出したときに、Self-testまたはXYZ-calibration中に表示される可能性があります。各軸の正確な長さは、プリンタのメモリに保存されています。エラーが出た場所にしたがって、実行中のプロセス(Selftest、XYZ calibrationなど)に名前が付けられ、ディスプレイに"Please…
After successfully finishing the build of your Original Prusa MMU2S upgrade and going through 8. Preflight check & Calibration [進行中の翻訳] of the assembly manual you should be good…
プリンタのトラブルシューティングでは、破損したコンポーネントを交換するか、発生したバグを修正するため新しいファームウェアを書き込むことで、孤立した問題を解決する必要があります。しかし、それだけでは不十分な場合もあり、システムの完全なリフレッシュを実行する必要がある場合があります。これにより、保存されているすべての値や設定が削除され、システムが工場出荷時のデフォルトに戻されます。この記事では、full…
The first thing you need to do after assembling your printer is running the Selftest procedure. This routine checks for the most common issues in the build quality and electronics…
これは、エラー画面を表示するための高度なシステムで、ユーザーにより有用な情報を提供します。問題が発生した場合、プリンターはエラーの名前に続いて簡単な説明とQRコードを表示します。スマートフォンを取り出してコードをスキャンすると、プリンターに何が起こったのか、そしてその問題をどのように解決するかを詳しく説明する記事に即座にリダイレクトされます。 QRコードを表示するプリンターは、GitHubページで確認できます。古いファームウェアバージョンでは外観が異なる場合があることに注意してください。 エラーコードの使用方法 プリンターがエラー画面を表示した場合、記事にアクセスする方法は複数あります: スマートフォンやタブレットを使用してプリンター画面のQRコードをスキャンする 画面に表示されているリンクを使用する(例:help.prusa3d.com/en/12201) help.prusa3d.comを開き、エラーを検索する(例:12201) 何が問題で、どのように修正するかを説明する記事に従ってください。一部のエラーでは、プリンターの破損した部品の交換が必要になる場合があることに注意してください。交換が必要な場合は、記事の下部にサービスガイドへのリンクがあります。 エラーコードの説明 各コードはどのように作成されているのでしょうか?再び例としてエラー#12201を使用しましょう。コードは5つの数字で構成され、以下のパターンに従っています:XXYZZ #…
XYZキャリブレーションは、プリンターが正しく組み立てられ、軸が互いに直角であるかどうかをチェックするプロセスです。X/Y軸の傾きを測定し、不完全な部分には補正をかけます。妥協(compromised)/失敗(failed)の2種類のエラーメッセージが表示されることがあります。詳細については、以下を参照してください。 組み立てキット版ではXYZのキャリブレーションが必要ですが、工場で組み立てたプリンターはすでにキャリブレーション済みです。 XYZキャリブレーションは、初回起動時またはファクトリーリセット後に表示されるウィザードの一部です。ウィザードをスキップした場合は、LCD…
Original Prusa FFFプリンタおよびアップグレードは、フィラメントとフィラメントプーリーの間に張力を与えるために、スプリング付きのネジを使用しています。この張力を正しく調整することが重要です。緩すぎるとプーリーがフィラメントを「掴む」ことができず、締めすぎるとエクストルーダーモーターが過負荷になり、フィラメントを研磨し始めることさえあります。MK2/SおよびMMU1を除き、正しい張力はすべてのプリンターで同じです。 フレキシブルフィラメント(TPU/TPE)をプリントする場合は、ここに示されているよりもネジをさらに緩める必要があります。詳細については、柔軟な材料をご覧ください。 CORE…
Printer has not been calibrated yet(プリンタはまだ較正されていません)というエラーメッセージは、プリンタの組み立て後、またはすべてのデータを工場出荷時にリセットした後に表示されます。プリンタのキャリブレーションに成功するまで、このエラーメッセージはメインLCD画面に表示されたままになります。 トラブルシューティング キャリブレーションが正常に終了したことを確認してください。キャリブレーションがエラーメッセージまたはユーザーによって中断された場合、データは保存されません。 キャリブレーションの全プロセスはウィザードで行うことができます。LCD…
Original Prusa FDMプリンタには、プリント面からの距離を検出するセンサーが搭載されています。キャリブレーション中、そして各プリントの前に、センサーはビルドプレート全体(パウダーコートシートでもスムースPEIシートでも関係ありません)にグリッドパターンで配置された複数のポイントを通過し、シートまでの距離を測定します。これらのポイントは補間され、ベッドの仮想メッシュを作成するために使用されます。プリント中、ベッドがわずかに歪んでいても、センサーは測定されたメッシュに従って表面を正確にトレースします。 Original…
輸送、組み立て、メンテナンス(ベルトの張り調整など)の際に、プリンターがわずかに傾き、ある軸が別の軸に対して垂直(90度の角度)にならないことがあります。ファームウェアで多少のずれは補正されますが、一番良いのは、最初からハードウェアを調整し、正立させることです。 この手順は、完全に動作するプリンターのみに適用されます。セルフテストやフィラメントの押し出しに問題がある場合は、この手順の先に進む前に修正する必要があります。プリンタの組み立ては、当社の説明書に従って行うことが重要です。特に重要なのは、ベッドアッセンブリー(Y軸)とバディーケース(XZ軸)の位置関係と、取り付け状態です。 ここでは、特別な道具を使わず、プリンターの部品と目視確認だけで行います。フィーラーゲージやマシニストスクエアのような高度なエンジニアリングツールは必要ありません。ただし、機械に対して直角を出すため、チェックと調整の順番は非常に重要です。 手順 ベッド上のX軸とY軸の位置を変えて、原点復帰後のベッド上のノズルの高さを確認していきます。1度に1つの軸について行い、各テストの間に必要な補正を行います。以下記の順序の通り行ってください。 以下の順序でプリンターの点検と修正を行います: 初期確認 Y軸 Y軸とZ軸 X軸とZ軸 初期確認 下記をチェックしてください: X軸のスムースロッドは、エクストルーダーのプラスチックパーツまで挿入されています(左写真)。Xエンドとエクストルーダーのパーツには、チェックするための穴があります(緑色の丸)。 Z軸の10mmリニアベアリングは、固定するプラスチック部品(~0.75mm)より少し下にあり、両方のベアリングで均等になっています。 発泡パッドの脚はMINI+…
エクストルーダーのサイズとZ軸の移動距離は、ファームウェアで定義してあります。したがって、エクストルーダーの組み立て、またはエクストルーダーのファームウェアが合っていないと、キャリブレーションが失敗することがあります。 エクストルーダーの組み立て E3Dヒートシンクの上部は、円周にわたる凹付きの円筒形状があります。この凹付き円筒形状と適合するように、エクストルーダーボディーのプリントパーツに2つのノッチ…
ファームウェアバージョン3.0.12から、XYZのキャリブレーション結果に関して、より詳細な情報が利用できるようになりました。この機能はLCDメニュー -> Support -> XYZ cal. detailsにあります。 最初の画面では、フロントの第1、第2、第3キャリブレーションポイントの「完璧な」位置の距離が表示されます。これらすべてが正の値になり、少なくとも0.5mm以上あることが理想です。0~0.4mmの場合は、キャリブレーションが成功しない可能性があります("XYZ…
All induction proximity probes alter the sensing distance with increased temperature. This might affect the quality of the first printed layer. P.I.N.D.A. v2 probe, included in…
ファーストレイヤーキャリブレーションは、ノズルの先端とプリント面との距離を調整するために使用されます。目的は、押し出されたプラスチックがベッドにきれいに付着し、わずかに押しつぶされているのが見えるまでノズルの高さを調整することです。 新しく組み立てられたプリンターや工場出荷時の状態にリセットされたプリンターでは、'Z高さ'の値は最初にゼロから始まり、ノズルとヒートベッドの距離を縮めると負の(-)値に移動します。初期のゼロ値はSuperPINDA/M.I.N.D.A.の位置によって設定されます。ノブを反時計回りに回すと、ノズルがベッドに近づき、値がゼロから離れていきます。 この値は各プリンターに固有であり、時間と使用とともにわずかに変化する可能性があります。したがって、高さを調整する際は、設定値ではなく視覚的に確認する必要があります。 ノブを反時計回りに回すと、ノズルがベッドに近づきます。 キャリブレーション手順 ファーストレイヤーキャリブレーションは、初期キャリブレーションの最後の部分です。また、LCD-メニュー…
The Calibration failed error occurs once there is a problem with the calibration. The printer was unable to properly detect the calibration point/s and can not successfully finish…
セルフテストでは、プリンタの最も重要なコンポーネントの動作を検証していきます。これは、プリンタを初めて電源を入れたときに開始されるウィザードの最初の部分であり、LCDメニュー -> コントロール -> キャリブレーションとテストから開始することもできます。 各テスト部分は、LCDメニュー -> コントロール -> キャリブレーションとテスト -> ファンテスト…
The XYZ calibration is a process, which checks, whether the printer was assembled correctly and the axes are perpendicular to each other. It measures the skew of your X/Y axis…
XYZ calibration is a procedure that will tell you how well you have assembled your printer. Essentially, it measures the skew of your X/Y axis and compensates for any imperfections.…
こちらの記事も参照ください。 XYZ キャリブレーション(MK3/MK3S/MK3S+) 初期XYZキャリブレーションのエラーメッセージ "XYZ calibration failed. Bed calibration point was not found."(XYZキャリブレーションに失敗しました。ベッド較正ポイントが見つかりませんでした。) =…
"Distance between the tip of the nozzle and the bed surface has not been set yet"(ノズル先端からベッド表面までの距離が未設定です)というエラーメッセージは、ファーストレイヤーキャリブレーションを除くすべてのキャリブレーションが正常に終了した後に表示されます。 このあとどうするか: 前回のキャリブレーションが正常に終了していれば、ファーストレイヤーキャリブレーションを実行していきます。…
What happened? The printer is displaying the message: RPM of (fan)s not in range. Check if the fan is connected correctly. Error name: Fan RPM not in range Error code: #10122 Issued…
What happened? The printer displaying the message: Moving the tower failed. Make sure there is no obstacle in its path and repeat the action. Error name: Tower moving failed Error…
プリンタに「Static memory has been overwritten(静的メモリーが上書きされました)」というエラーメッセージが表示されます。これは、メモリに対して同時に多くのコマンドが入力され、オーバーフローしたことが原因です。ファームウェアはコマンドを実行できないか、正しく起動しません。 このエラーは、自作ファームウェアやコミュニティが作成したファームウェアのバージョンで表示されることがあります。通常、弊社で確認をしているPrusa公式ファームウェアリリースでは表示されません。 回避する方法 不必要に一度に複数のことをプリンタに要求しないようにしてください。 例: calibratingの場合は、プロンプトが表示されない限り、フィラメントをロードしたりSDカードを挿入したりせずにそのままキャリブレーションを終了させてください。 フィラメントをロードする際は、フィラメントが完全にロードされるまで待ち、トグルボタンでロードが成功したことを確認してから、さらなるコマンドを与えたり、SDカードを挿入してください。 解決しない場合の対処法 ファクトリーリセットを行い、"すべてのデータ…
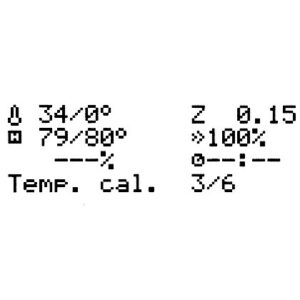
The following procedure is extracted from our Github. Manual temperature calibration procedure: Disable temperature calibration by the M861 Z gcode. This will store zero offsets…
What happened? The printer is displaying the message: The printer is not calibrated. Please run the Wizard first. Error name: Not mechanically calibrated Error code: #10113 Issued…
What happened? The printer is displaying the message: Requested intensity cannot be reached by min. allowed PWM. Error name: UV intensity too high Error code: #10317 The most…
Original Prusa MK4/S、MK3.9/Sプリント機を初めて電源オンにすると、プリント機の主要な部品を確認するためのセルフテストが始まります。 ファームウェアが常に最新であることを、ダウンロードページで確認してください。 テスト項目 プリント機は次の手順を経ます: ホットエンドファン確認 プリントファン確認 スイッチドファン確認 ロードセルテスト X軸確認 Y軸確認 Z軸確認 ノズルヒーター確認 ヒートベッドヒーター確認 ギアボックスアライメント フィラメントセンサーテスト ロードセルテスト、ギアボックスアライメント、フィラメントセンサーテストはユーザーの操作が必要なため、これらのテスト中はプリント機の近くにいてください。 トラブルシューティング ファン ファンテスト中、各ファンのRPMが画面下部に表示されます。値を確認し、メモしてください。ヒートシンクファンの期待値は7500~8000…
From article XYZ キャリブレーション (MK2/S) Initial XYZ Calibration error messages "XYZ calibration failed. Bed calibration point was not found."= Printer was unable to perfectly locate…
This error was changed in firmware version 1.5.0! This article only applies to SL1 printers with firmware older than 1.5.0. During the Wizard, the SL1 will test the tilting-motion…
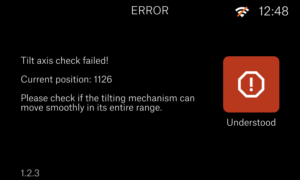
What happened? The printer is displaying the message: Tilt axis check failed! Check if the tilt can move smoothly in its entire range. Error name: Tilt check failed Error code:…
What happened? The printer is displaying the message: Tilt homing failed, check its surroundings, and repeat the action. Error name: Tilt homing failed Error code: #10101 Issued…
What happened? The printer is displaying the message: Saving the new factory default value failed. Restart the printer and try again. Error name: Data overwrite failed Error code:…
What happened? The printer is displaying the message: Tower homing failed, make sure there is no obstacle in its path and repeat the action. Error name: Tower homing failed Error…
What happened? The printer is displaying the message: Invalid tilt alignment position. Error name: Invalid tilt align position Error code: #10121 How to fix it? Use the steps below…
What happened? The printer is displaying the message: Data is from unknown UV LED sensor! Error name: UV data error Error code: #10533 After calibration using the UV calibrator,…
What happened? The printer is displaying the message: Requested intensity cannot be reached by max. allowed PWM Error name: UV intensity too low Error code: #10318 The most probable…
What happened? The printer is displaying the message: Tower not in the expected position. Are the platform and tank mounted and secured correctly? Error name: Tower position error Error…
What happened? The printer is displaying the message: Failed to reach tower endstop, please check that the tower motor is connected and repeat the action. Error name: Tower endstop…
Your printer suspects that everything is not in perfect order with your end-stops. Wiring issue Make sure there is not a wiring-issue with the X/Y end-stop on the mini RAMBo…
What happened? The printer is displaying the message: Failed to reach tilt endstop, please check that the cable is connected and repeat the action. Error name: Tilt endstop not…
What happened? The printer is displaying the message: Display usage error. The display has just been replaced or a factory reset has been performed, clearing the usage data. Error…
What happened? The printer displaying the message: Internal error (DBUS mapping failed), please restart the printer. Contact the support if the problem persists. Error name: Internal…
What happened? The printer is displaying the message: The printer has booted from an alternative slot due to failed boot attempts using the primary slot. Update the printer with…
What happened? The printer displaying the message: This Wizard cannot be canceled, please finish the steps. Error name: This Wizard cannot be canceled Error code: #10522 Is not…
What happened? The printer is displaying the message: Failed to set hostname Error Name: Hostname error Error code: #10536 How to fix it? The Hostname set up on your printer does…
What happened? The printer is displaying the message: The model was sliced for a different printer variant [SL1/SL1S]. Your printer variant is [SL1S/SL1]. Warning name: Printer…
What happened? The printer is displaying the message: Communication with the UV LED calibrator has failed. Check the connection and try again. Error name: UV LED calibrator link…
What happened? The printer is displaying the message: Correct settings were found, but the standard deviation (found) is greater than the allowed value (allowed). Verify the UV…
What happened? The printer displaying the message: The printer is not UV calibrated, please connect the UV calibrator and run the procedure. Error name: Printer is not UV calibrated Error…
What happened? The printer displaying the message: Cannot set the update channel, please restart the printer and try again. Error name: Cannot set update channel Error code: #10513 This…
What happened? The printer is displaying the message: Serial numbers in wrong format! Please contact tech support! Error name: Serial number error Error code: #10527 How to fix…
What happened? The printer is displaying the message: Failed to load fans and LEDs factory calibration. The printer was not able to find the UV PMW value due to a calibration error,…
What happened? The printer is displaying the message: The UV LED calibrator detected some light on a dark display. This means there is a light 'leak' under the UV calibrator, or…
What happened? The printer displaying the message: UV LED is overheating! Check whether the heatsink is installed correctly. Error name: UV LED heatsink overheating Error code:…
What happened? The printer is displaying the message: The UV LED calibrator is not detected. Check the connection and try again. Error name: UV LED calibrator not detected Error…
What happened? The printer is displaying the message: Failed to serialize Wizard data. Restart the printer and try again. Error name: Data preparation failure Error code: #10524 How…
When first turning on your SL1 printer, or after a factory reset, the printer will ask to start the selftest. You can also start the Selftest in the printer menu in Settings ->…
What happened? The printer is displaying the message: The UV LED calibrator failed to read expected UV light intensity. Check the UV calibrator placement on the screen. Error name:…
What happened? The printer is displaying the message: Cannot connect to the UV LED calibrator. Check the connection and try again. Error name: UV LED calibrator connection error Error…
What happened? The printer is displaying the message: No calibration data to show! UV calibration needs to be remade. Error name: No UV calibration data Error code: #10532 How…
Prusa CORE One、Original Prusa MK4/S、MK3.9/Sでは、ユーザーが組み立てたキットや、メンテナンスしたギアボックスに対して、アライメントが必要です。この手順はセルフテストの一部として実行されるか、LCDメニュー -> コントロール -> キャリブレーションとテスト -> ギアキャリブレーションから開始できます。 手順が開始されると、プリンタはキャリブレーションの開始を促します。「Continue」を押してください。 ギアボックスカバーの3本のボルトを1回転半ほど軽く緩め、アイドラーのロックを解除して開きます。完了したら、「Continue」を押してください。 プリンターは自動的にギアボックスのアライメントを行います。この過程は外部からは見えません。指示が出たら、画面に表示されたパターンに従って3本のネジを締め、アイドラーを閉じてください。
What happened? The printer is displaying the message: Failed to save Wizard data. Restart the printer and try again. Error name: Wizard data failure Error code: #10526 How to fix…
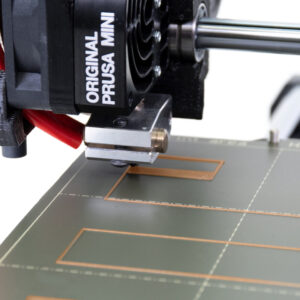
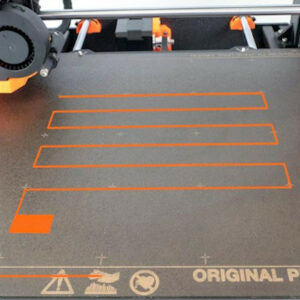
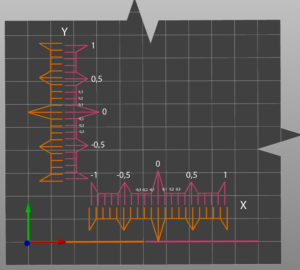
Original Prusa XLのマルチツールバージョンにおけるマルチツールマニュアルキャリブレーションは、ツールオフセットキャリブレーションが正しく機能したことを確認し、各ツールのオフセットを微調整するために行うことができます。このキャリブレーションは、ノズルがクラッシュした後やカスタムノズルを使用している場合にも推奨されます。デュアルヘッドと5ヘッドのバージョンには、±1mmまでのオフセット誤差をカバーするように設計された特定のテストGCodeを用意しました。 プリントオブジェクトにはXとYのラベルが貼られた2つのゾーンがあり、それぞれにツール1を除く各ツールの櫛が1本ずつ作られます。それぞれの櫛について、ツール1でプリントされた櫛と最も位置が合っている各ゾーンの2つのマークを見つけ、その値を読み取ります。 最大のマークは0、中程度のマークは0.5mmを表しています。 以下の2ツールキャリブレーションでのGコードの視覚化では、オレンジ色のパーツはツール1で、マゼンタ色のパーツはツール2でプリントされています。 このモデルでは、サテンシートとPLAフィラメントを使用し、シートとのコントラストを良くするために濃い色は避けてください。プリント面を90%以上のイソプロピルアルコールでクリーニングし、密着性を高めておいてください。 右側の例の写真では、最も整列したマークが+0.5mmのXオフセットに対応しています。 5ツールのキャリブレーションGコードは同じプロパティを持ちますが、軸ごとに4つの櫛があります。各ツールのオフセットはツール1と比較されます。 手順 モデルをプリントします。ツールの数に応じて、PLAでプリントするには、Gコードのいずれかを使用します。 マニュアルキャリブレーション プリント終了後、プリントオブエジェクトをそのままにしてプリントシートを取り外し、それぞれの櫛を観察します。 各ペアで最もアライメントが取れているマークを見つけ、その値を読み取ります。2つのマークの間に迷いがある場合は、その平均値を選択してください(例えば、0mmと+0,1mmがほぼ一致している場合は、+0,05mmのオフセットを選択します)。 LCD…
Original Prusa MMU3 アップグレードの組み立てが完了し、組み立てマニュアルの11. ファーストフライトに従った後、順調に動作していれば問題ありません。しかし、問題が解決しない場合は、問題の原因をチェックリストにまとめました。 必要なキャリブレーション 1回のMMUプリントで何百回ものフィラメント交換が行われるため、システムは各フィラメントがどこにあるかを常に把握していなければなりません。そのためには、2つのセンサーを適切に設定する必要があります。 MK3/S/+とMK3.5では、LCDメニューのSupport…
フェイズステッピング機能は、各モーターの駆動信号をカスタマイズするものです。これにより、ステッピング・モーターの製造時に生じる自然なばらつきに起因するオブエジェクトの可視的なアーティファクト(VFA)やノイズなどの不一致に対処します。 フェイズステッピング・キャリブレーション キャリブレーションは複数のプリンタで同時に実行しないでください。隣のプリンタが同じような動きをしていると、測定に影響が出る可能性があります。 フェイズステップのキャリブレーションはプリンタのセットアップウィザードの一部にあります。セルフテストの実行なしでこの機能にアクセスするには、LCD…
セルフテストは、プリンタの組み立て、配線、電子部品に問題がないかをチェックします。これはキャリブレーションウィザードの最初の部分であり、プリンタの電源を初めて入れたときや工場出荷時の状態へのリセット (CORE One, MK4/S, MK3.9/S, MK3.5/S, MINI/+, XL)、エラーが発生したときに自動的にプロンプトが表示されます。最初のキャリブレーションの後、セルフテストはLCD…
The Prusa CORE One/+ and Prusa CORE One L are enclosed printers with a door. It is necessary for the door to be closed for printing. The closed door improves the print quality,…
フェーズステッピング(Phase Stepping)機能は、各ステッピングモーター固有の特性に合わせて駆動信号を最適化するものです。これにより、ステッピングモーター製造時に生じる個体差によって発生する、微細な表面アーティファクト(VFA)やノイズといった問題を低減します。 加速度センサー(Accelerometer) CORE One Lでは、フェーズステッピング用の加速度センサーは不要です。加速度センサーがすでにネクストルーダー(Nextruder)ユニット内に統合されているためです。 CORE…