Un tiro a freddo (cold pull) è una tecnica usata per pulire l'hotend e l'ugello della stampante da possibili ostruzioni come il filamento e altri detriti. Si raccomanda anche di farlo rientrare nella regolare manutenzione della stampante. Un tiro a freddo di solito può essere utilizzato solo se il filamento è in grado di raggiungere l'ugello. Se è presente una ostruzione, un tiro a freddo probabilmente non riuscirà a risolverla. In questo caso, consulta questo Ugello/hotend otturato (MINI/MINI+).
Raccomandiamo di usare il normale PLA o filamenti specifici per la pulizia per questa procedura. Usare un colore diverso da quello con cui si stava stampando di recente permette di vedere più facilmente se l'ugello è pulito.
Procedura
- Scarica qualunque filamento che è attualmente caricato andando su Filamento -> Scarica filamento -> [PLA, PETG, ABS ecc.] sul Menù LCD
- Sposta l'hotend sulla parte destra dell'asse X per ridurre la tensione sull'asse X durante le fasi successive.
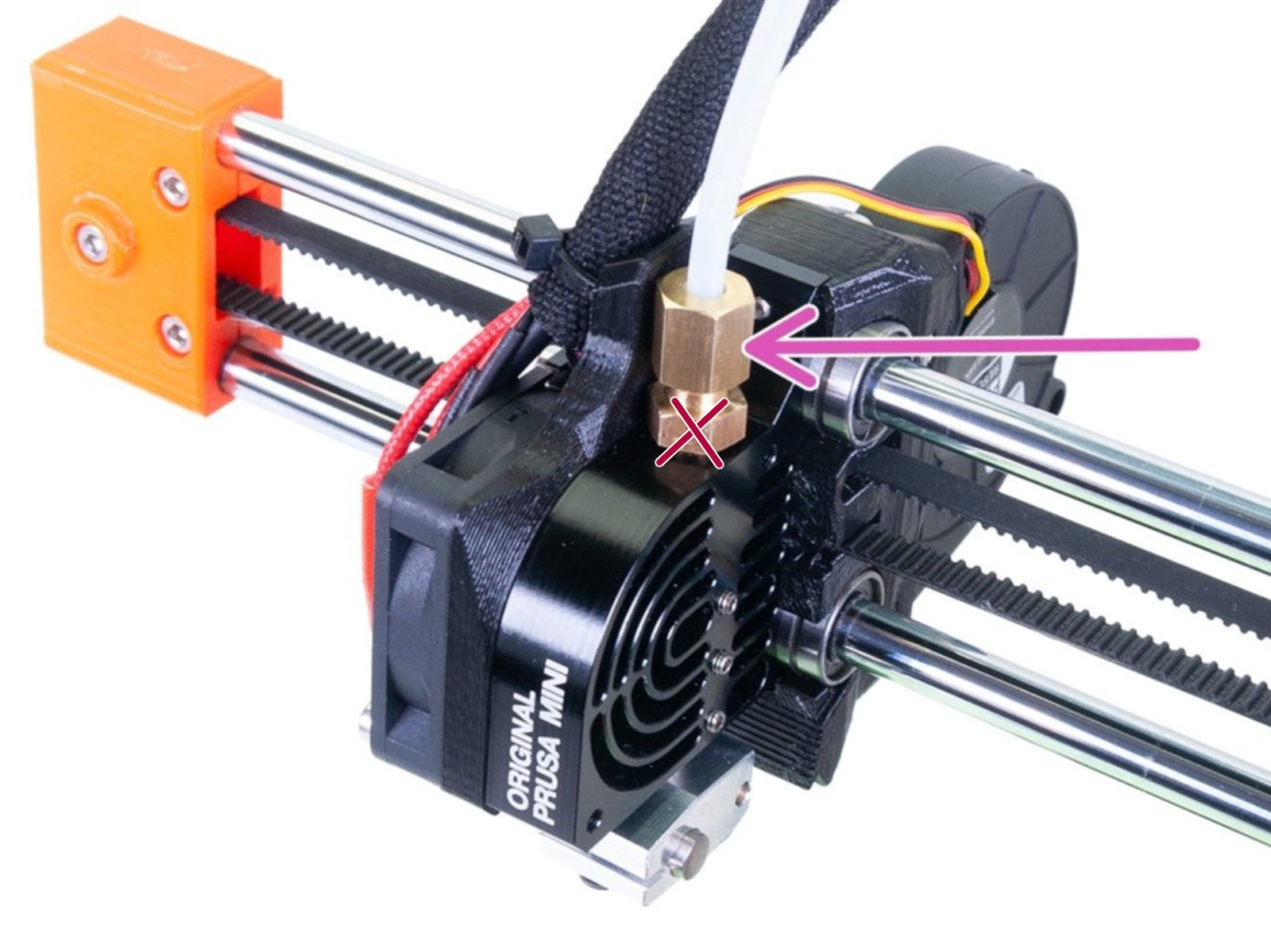
- Usando una chiave inglese da 10mm e ruotando in senso anti orario, svita il grosso dado di ottone (freccia viola) che fissa il lungo tubo in PTFE. La parte inferiore del raccordo in ottone non deve essere svitata e rimossa!
- Sul display della stampante, vai su Impostazioni -> Temperatura -> Ugello, e imposta un valore di 270 °C (o come indicato dal tuo filamento di pulizia) per iniziare a riscaldare l'ugello.
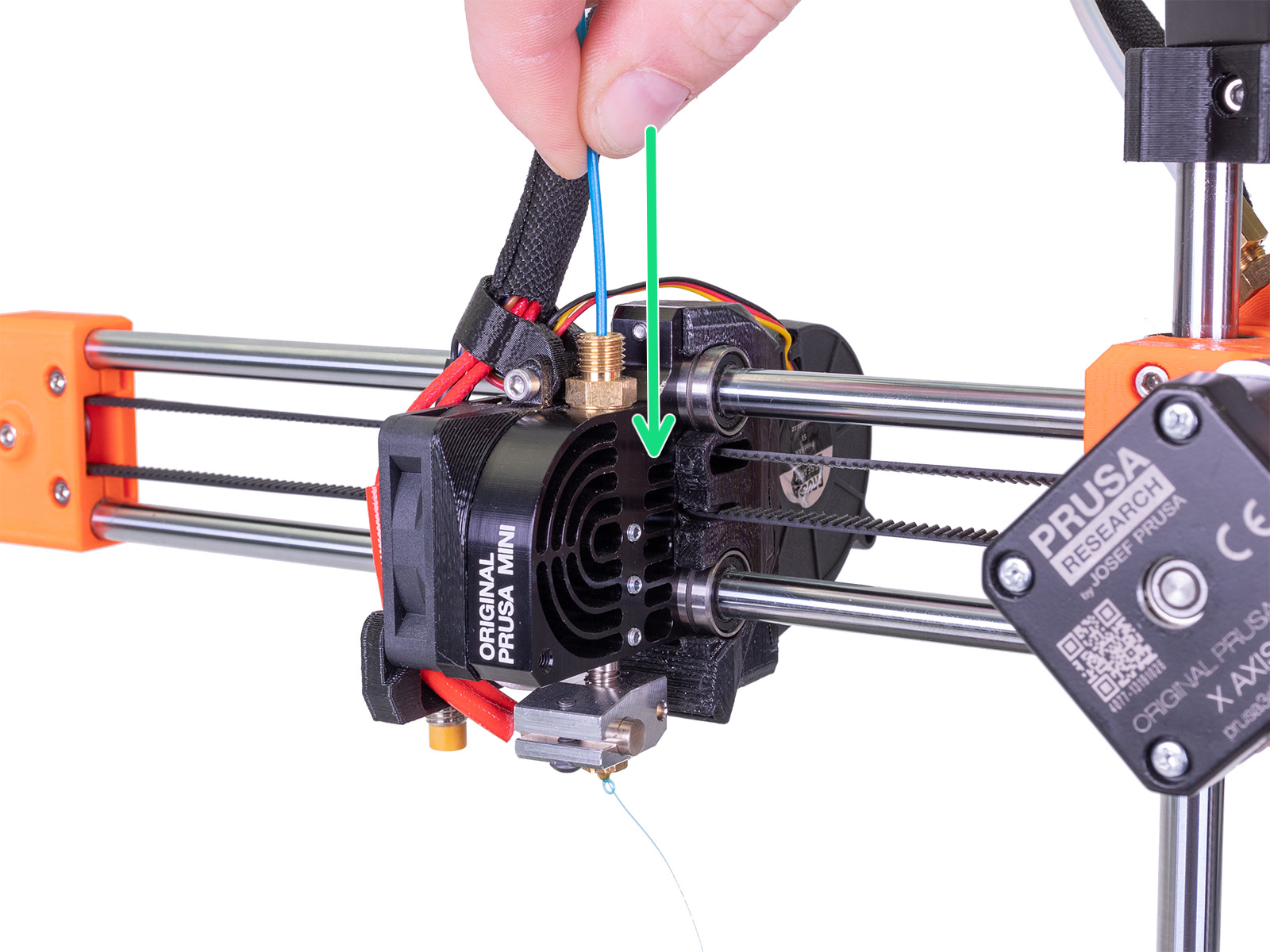
- Inserisci il filamento nell'hotend dalla parte superiore che era esposta nel passo 3. Assicurati che la punta del filamento sia tagliata per facilitarne l'inserimento.
- Dal display della stampante, selezionare Cooldown dal menu Temperatura o Preriscalda, o semplicemente premi il pulsante Reset sulla stampante.
- Mentre l'hotend si raffredda, spingi continuamente il filamento verso il basso in modo da farlo estrudere dall'ugello. Fallo finché non si raffredda al punto in cui non puoi più spingere (circa 160 - 170 °C).
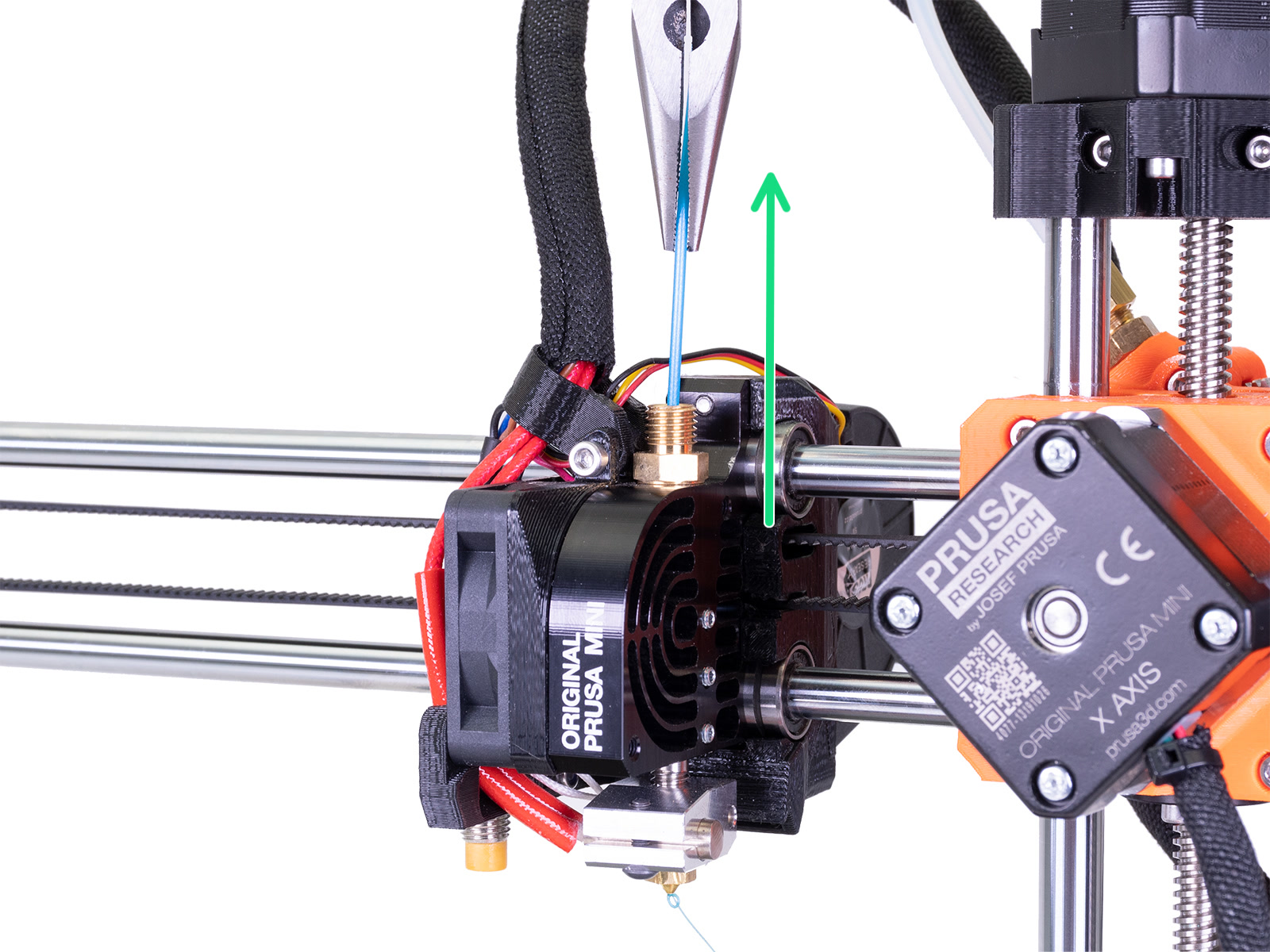
- Quando la temperatura è vicina ai 90 °C (95-90 °C), mantieni l'asse X per supportarlo, e tira il filamento verso l'alto usando le mani o le pinze, fuori dall'estrusore. Tiralo con fermezza e costanza.
- Controlla la punta del filamento una volta estratta per confermare che sia libera da qualsiasi vecchio filamento o segni di bruciatura; se non è ancora pulita, ripeti il processo di nuovo.
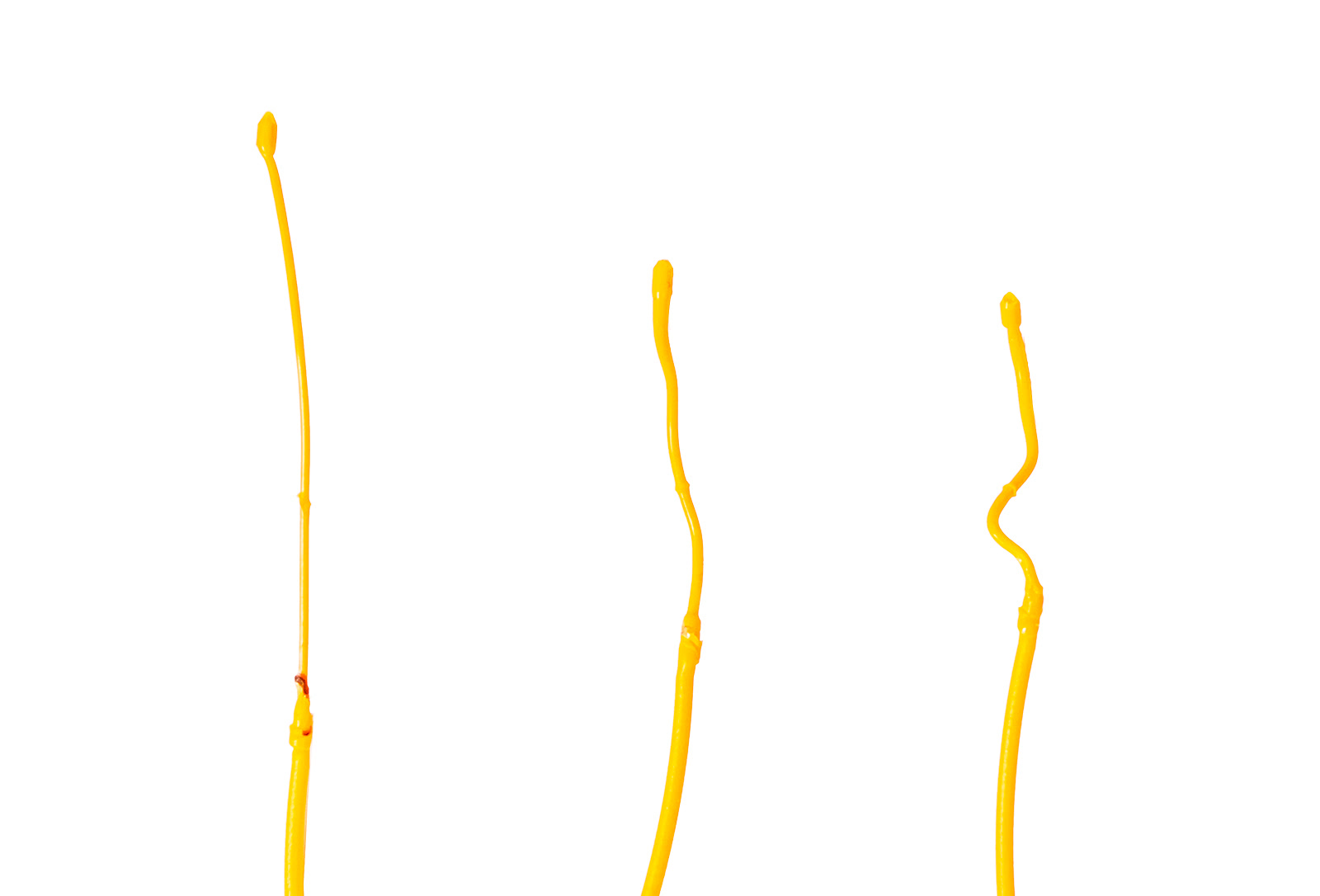
Tre tiri a freddo in fila, presentati da sinistra a destra.
- Ripeti i passi da 4 a 8 almeno un'altra volta per assicurarti che l'ugello sia libero e pulito da ogni residuo di filamento.
- Fissa di nuovo saldamente il raccordo di ottone del punto 3, usando la chiave da 10 mm per stringerlo. Dopo aver rimosso il filamento estruso dal piano riscaldato, la stampante è pronta per l'uso.