I driver Trinamic sulla scheda EINSY possono rilevare i passi saltati e prevenire lo slittamento dello strato causato da un urto dell'ugello. Funziona solo in modalità Normale (non in modalità Stealth). Le soglie per il rilevamento degli urti sono impostate per velocità più elevate perché lo spostamento di strato di solito avviene quando l'estrusore si muove rapidamente tra gli oggetti e colpisce un pezzo di una stampa arricciata.
Come risolvere il problema
Quando si scopre che il rilevamento degli urti non funziona, molto probabilmente si tratta di un problema hardware della stampante, che è abbastanza facile da risolvere. Basta seguire queste istruzioni:
Modalità di alimentazione
Assicurati che la stampante stia lavorando in modalità Normale e non in modalit
Stealth (Silenziosa) dove il rilevamento di impatto non è disponibile. La modalità corrente può essere controllata nel Menu LCD - Impostazioni - Modalità [Stealth/Normale]. Per maggiori informazioni sulle Modalità di alimentazione, vedi Modalità di alimentazione.
Barre e cuscinetti
Pulire le barre lisce con un tovagliolo di carta asciutto. Poi applicare un po' di lubrificante.
Se si sente che il piano riscaldato o l'estrusore non si muove agevolmente quando lo si spinge manualmente, si può smontare l'asse Y o X, rimuovere i cuscinetti dalle loro barre lisce, e lubrificarli all'interno. Fai attenzione a non danneggiare i cuscinetti quando reinserisci la barra liscia.
Controlla la tensione delle cinghie
Assicurati che le cinghie e le pulegge della stampante siano ben serrate e che le cinghie non possano saltare sulle pulegge. Se hai una MK3 o MK3S, controlla i numeri di Stato della cinghia tramite Menù LCD -> Supporto -> Stato cinghia. I valori non dovrebbero essere inferiori a 240 e superiori a 300, ma non esiste un unico valore ideale. Il numero non rappresenta una quantità.
- Se il valore è sotto (o vicino a) 240, devi allentare la cinghia
- Se invece il valore è oltre (o vicino a) 300 -> devi tendere la cinghia
- I valori sono aggiornati ogni volta che si esegue l'Autotest.
I modelli MK2.5, MK2/S e precedenti non hanno l'opzione dello stato della cinghia. Il suggerimento che possiamo darti è che la cinghia dovrebbe suonare all'incirca come una corda di basso quando viene pizzicata. Dovrebbe essere possibile pizzicare i due lati insieme con il pollice e l'indice, ma si dovrebbe sentire un po' di resistenza.
Controllare i motori e le pulegge degli assi X/Y
Assicurarsi che le pulegge non girino intorno all'albero motore. I motori X e Y devono essere serrati nel supporto motore, la puleggia deve essere fissata sull'albero motore e allineata con la puleggia all'estremità opposta, e questa deve potersi muovere liberamente. Entrambe le viti senza testa devono essere strette, una di esse deve essere serrata contro la parte piatta dell'albero motore. Una puleggia allentata è di solito la causa principale degli spostamenti dello strato a scala.
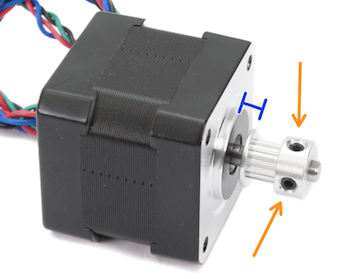
Entrambe le pulegge su entrambi gli assi devono anche essere allineate, cioè la puleggia del motore deve essere ben centrata. La cinghia non deve spostarsi da destra a sinistra mentre la puleggia gira.
Connettori
Dopo aver ispezionato i motori, aprire la custodia dell'einsyRAMBO e reinserire i connettori dei motori, in modo da essere sicuri che siano collegati correttamente.
Geometria e impostazioni di stampa
Gli oggetti con sporgenze sono generalmente più difficili da stampare. Alcune sporgenze potrebbero addirittura deformarsi verso l'alto durante la stampa, e l'ugello potrebbe sbatterci contro. Lo stesso può accadere in alcuni casi se si sceglie una percentuale di riempimento troppo bassa quando si fa lo slicing del modello 3D.
Per prevenire le sporgenze di stampa, è possibile tagliare l'oggetto (controllare il nostro articolo Strumento taglia). È anche possibile provare ad aumentare la velocità della ventola di stampa o aumentare la distanza Z-hop in PrusaSlicer. La velocità della ventola su Impostazioni filamento -> Raffreddamento e distanza Z-hop su Impostazioni stampante -> Estrusore 1 -> Solleva Z.
Niente di tutto ciò ha risolto il problema?
Nessun problema, almeno hai controllato alcune delle parti più importanti della stampante, e ora puoi essere sicuro che siano a posto. Prova a stampare uno dei G-code che erano sulla scheda SD quando l'hai usata per la prima volta. Se li hai cancellati, scaricali nuovamente da Printables.com.
Puoi anche provare a disattivare il Rilevamento urti (Menù LCD - Impostazioni - Rilevam.imp. [on/off] o durante la stampa, Menù LCD - Regola - Rilevam.imp.). Di solito può essere utile anche rallentare la velocità di stampa (su PrusaSlicer o durante la stampa girando la manopola in senso antiorario)..