Si raccomanda di effettuare regolarmente la manutenzione della Original Prusa XL. Questo dovrebbe essere fatto anche se la stampante funziona perfettamente. L'ispezione e la manutenzione dei vari componenti dovrebbero essere effettuate ogni ~200-300 ore di stampa.
Strumenti utili
Oltre ai soliti strumenti, come chiavi a brugola, pinze ad ago e IPA (Alcool isopropilico) + carta assorbente, potrebbero essere necessari:
- Aria compressa: anche conosciuta come bomboletta d'aria compressa. Assicurarsi di non tenerla a testa in giù mentre si spruzza, altrimenti si potrebbero danneggiare i componenti elettronici nel tentativo di pulirli..
- Spazzola: Una piccola spazzola in ottone è uno strumento utile per la pulizia del riscaldatore. Se non si dispone di una spazzola di ottone, qualsiasi spazzola con setole dure è sufficiente per il lavoro.
- Lubrificante Prusa: Nella confezione della Original Prusa XL è incluso un tubetto di lubrificante Prusa. Viene usato nel paragrafo relativo alla vite di comando dell'asse Z.
- Set di lubrificazione delle guide lineari: un set che comprende Microlube GL 261, ago dosatore SSS15 2, cartuccia con pistone manuale 2/2,5mm e due guanti in nitrile.
Guide lineari
Assicurarsi che non vi siano detriti o polvere sulle guide lineari. In caso contrario, pulirle con un fazzoletto di carta o un panno pulito, senza sgrassare e senza prodotti chimici, poiché questi potrebbero danneggiare la gomma nel carrello.
Si consiglia di lubrificare le guide lineari ogni 3-6 mesi, usando l'apposito set di lubrificazione per guide lineari, e seguendo i passi della guida alla lubrificazione delle guide lineari.
Sulle guide lineari, NON utilizzare Prusa Lubricant o altri prodotti che non fanno parte del set di lubrificazione delle guide lineari.
Viti di comando asse Z
Dopo circa 500 ore di stampa, lubrificare le viti dell'asse Z
- Assicurati di avere la parte stampata dell'ingrassatore per filettature Z.
- Se non l'hai ancora stampata, scaricala e stampala dalla pagina parti stampate per XL. La parte si trova nell'elenco File -> Parts for maintenance.
- Vai nel menu della stampante e seleziona Controllo -> Autohome.
- Pulire le viti dell'asse Z con un panno di carta pulito.
- Lubrifica la vite di comando dell'asse Z, applicando quantità moderate di lubrificante Prusa nell'ingrassatore per filettature Z posizionato sulla vite di comando dell'asse Z.
- Vai nel menu della stampante e seleziona Controllo -> Sposta asse -> Sposta Z, e sposta l'asse fino in fondo
- Esegui l'Autohome della stampante dal menù Controllo > Autohome.
Dopodiché, le barre filettate dell'asse Z sono lubrificate.
Cinghie
Dopo un lungo periodo di stampa, la cinghia può allentarsi leggermente, causando problemi come lo spostamento dei layer o una cattiva qualità di stampa. Il modo più semplice per verificare la tensione della cinghia è stampare un oggetto circolare. Se il risultato non è perfettamente rotondo, è necessario regolare la cinghia. Le istruzioni complete per la regolazione della cinghia sono contenute in un articolo dedicato.
Sensore di filamento laterale
Il sensore di filamento laterale della stampante può accumulare residui di filamento nel corso del tempo. Per evitare letture errate, segui la guida Come pulire il sensore di filamento laterale (XL).
Piastra d'acciaio flessibile
Tutte le piastre d'acciaio flessibili devono essere pulite regolarmente per garantire una buona adesione, ma i metodi esatti e le soluzioni di pulizia possono variare a seconda del tipo di piastra.
È possibile trovare ulteriori informazioni su come prendersi cura della propria piastra d'acciaio flessibile in questo articolo.
Ventole
La Original Prusa XL è dotata di una ventola hotend e di una ventola di stampa. La stampante è in grado di rilevare se una qualsiasi delle sue ventole smette di girare. Tuttavia, questo non significa che non si debbano controllare durante la manutenzione. L'accumulo di polvere o plastica può ridurne l'efficienza o addirittura danneggiarle.
Entrambe le ventole devono essere controllate e pulite dopo qualche centinaio di ore di stampa. Con la ventola non in movimento, è possibile rimuovere la polvere con aria compressa in una bomboletta spray, mentre i piccoli fili di plastica possono essere rimossi con una pinzetta.
Non soffiare aria compressa su una ventola in funzione: in questo modo la ventola potrebbe danneggiarsi.
Nextruder
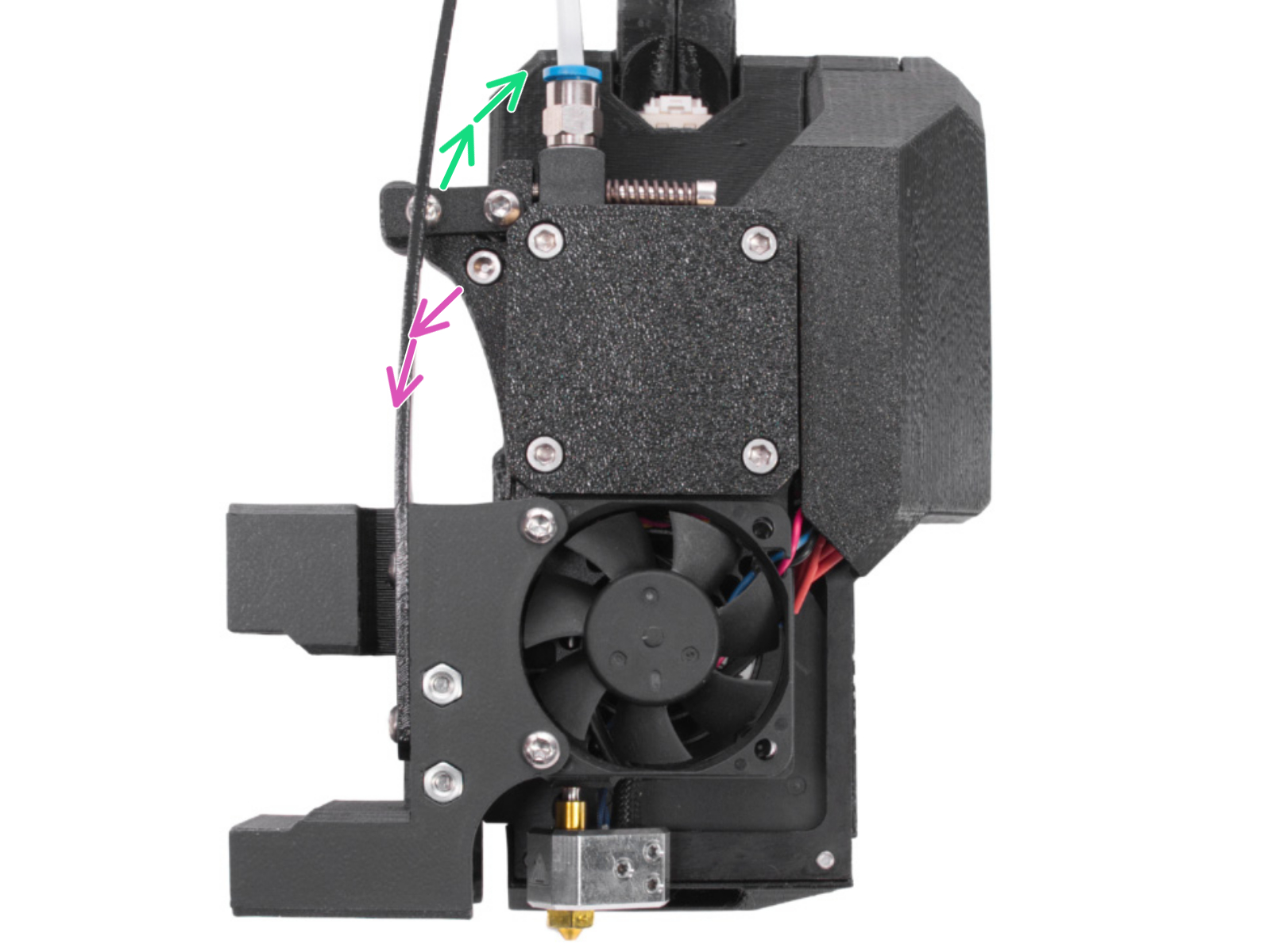
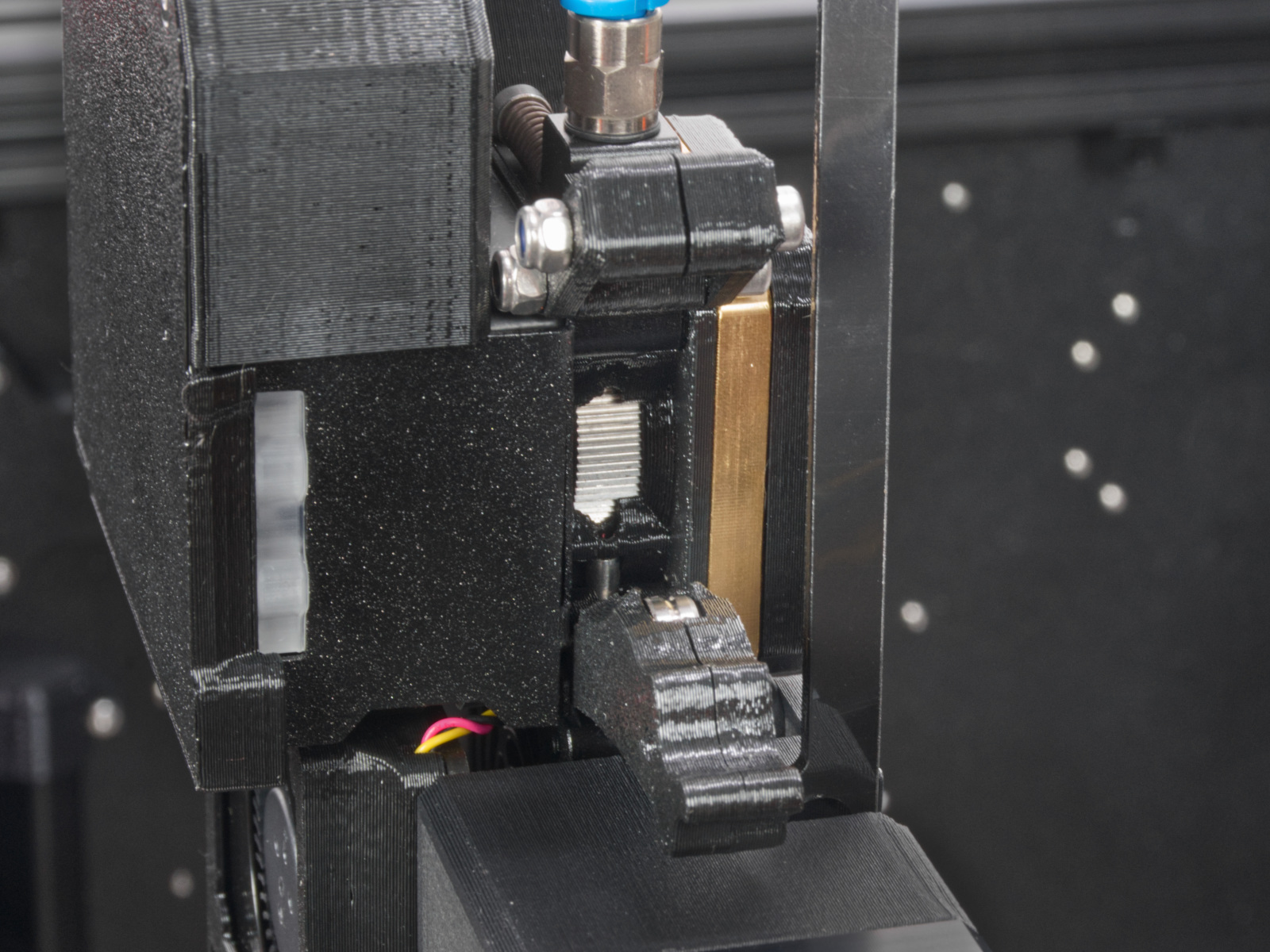
L'ingranaggio primario e i cuscinetti collegati all'albero dell'idler dell'estrusore non necessitano di lubrificanti. Con il tempo, nelle scanalature dell'ingranaggio primario può formarsi un deposito di detriti di filamento che causa un'estrusione insufficiente del filamento.
Per accedere all'estrusore, sollevare il dado dell'idler e spostare l'asta dell'idler. È possibile soffiare via lo sporco con aria compressa, oppure utilizzare una spazzola in ottone o un comune stuzzicadenti. Utilizzare il foro di accesso sulla parte frontale dell'estrusore/strumento.
 |  |  |
Blocco del riscaldatore
Se il blocco riscaldatore è ricoperto di plastica, le sue proprietà termiche possono essere compromesse. Per pulirlo, riscaldare l'ugello per 3-5 minuti a 250°C e spegnere la stampante. Subito dopo, utilizzare una piccola spazzola di ottone per rimuovere la plastica rimasta attaccata all'ugello e al blocco riscaldatore. Prestare particolare attenzione ai fili fragili che collegano il blocco riscaldatore.
È possibile usare anche il calzino in silicone Nextruder Silicone sock per proteggere il blocco del riscaldatore.
Posizione e serraggio dell'ugello
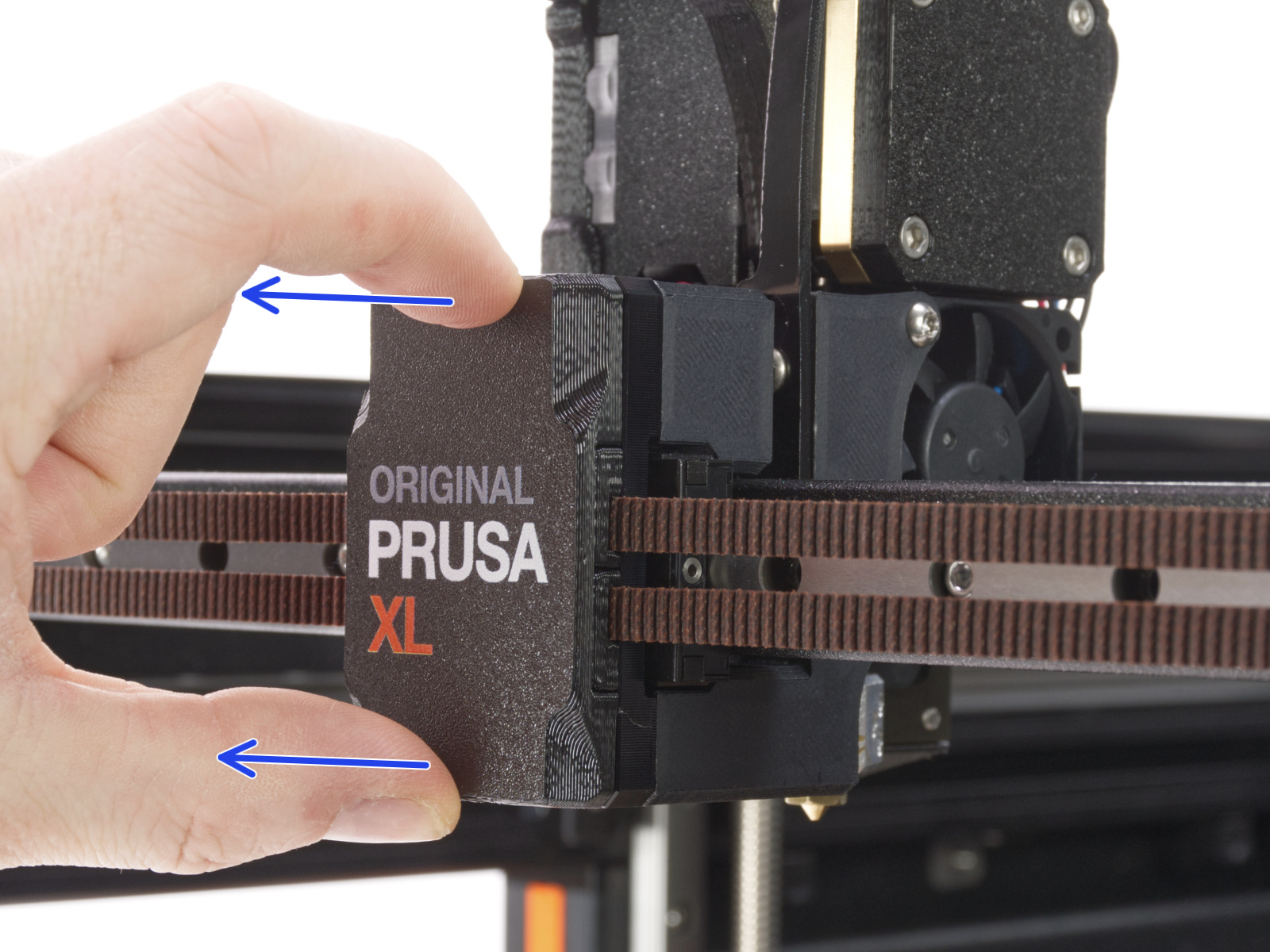
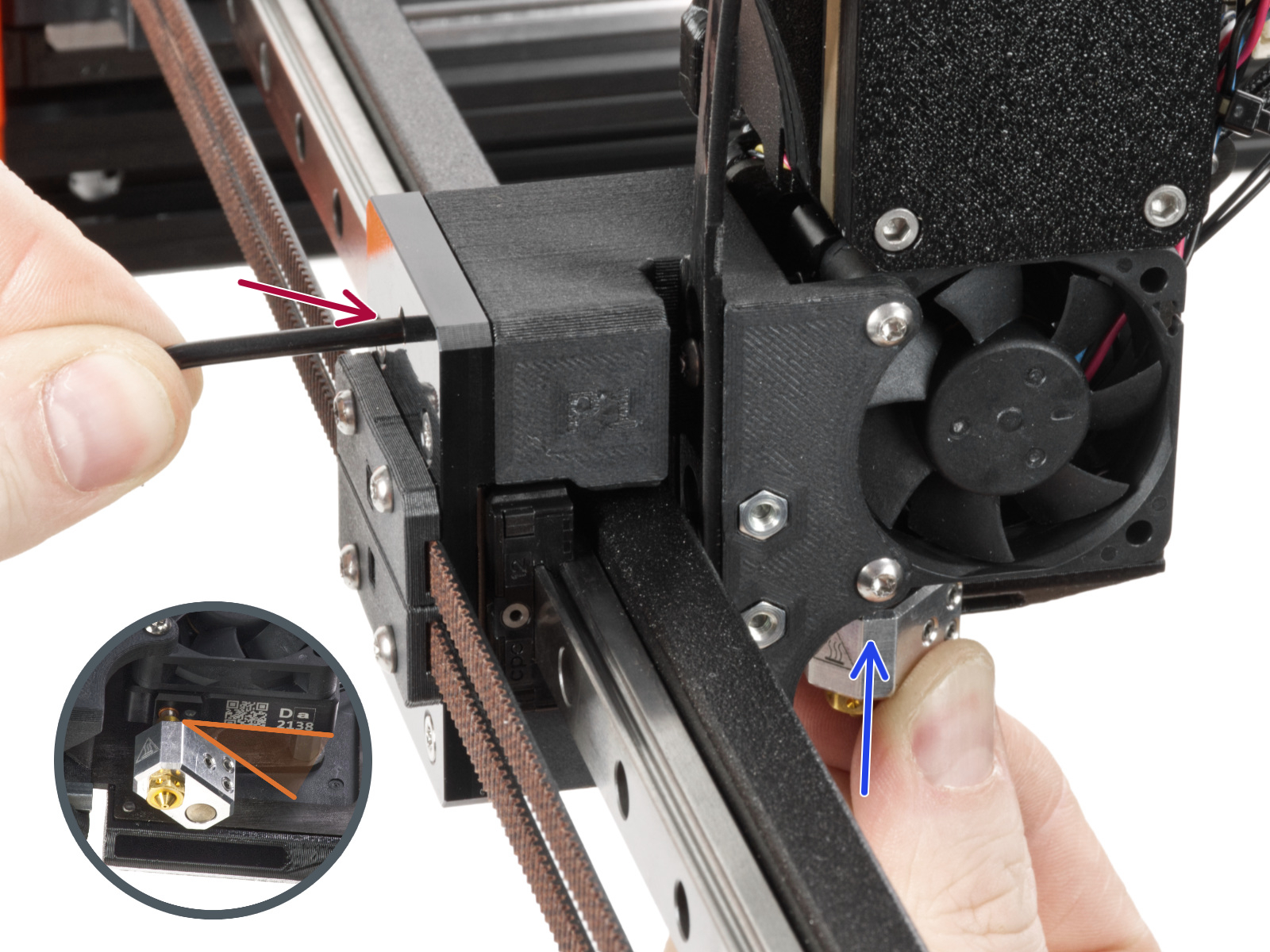
Sulla XL a strumento singolo, dopo aver rimosso la copertura del carrello X, mantieni fermo il blocco del riscaldatore (assicurati prima che l'ugello non sia riscaldato!), e usa la chiave Torx TX8 come mostrato in foto per stringere la vite di arresto. Non esercitare una forza eccessiva durante il serraggio, perché potrebbe danneggiare il tubo dell'hotend. L'ugello deve trovarsi approssimativamente a un angolo di 35°-40° per evitare di danneggiare i cavi dell'hotend.
 |  |
Su XL multi-tool, identifica lo strumento con l'ugello da controllare e parcheggialo. Mantieni fermo il blocco del riscaldatore (assicurati che l'ugello non sia riscaldato!) e utilizza la chiave Torx TX8 nella parte mostrata nell'immagine per stringere la vite di fissaggio. Non esercitare una forza eccessiva durante il serraggio, perché potrebbe danneggiare il tubo dell'hotend. L'ugello deve avere un'angolazione di circa 35°-40° per evitare di danneggiare i cavi dell'hotend.

Elettronica
Ogni ~600-800 ore di stampa accedere alle schede elettroniche per un controllo visivo.
- Controllare se i cavi della stampante sono schiacciati o usurati..
- Accedere alle schede elettroniche e soffiare aria compressa tra i cavi per eliminare la polvere.
- Controllare il collegamento di tutti i fili delle schede elettroniche.
Firmware e software
Si dovrebbe sempre utilizzare l'ultima versione stabile del firmware pubblicata per il modello di stampante in uso. È possibile verificare la versione del firmware in uso navigando su Menù LCD - Info - Info Versione.
Si consiglia inoltre di utilizzare l'ultima versione di PrusaSlicer, in quanto consente di sfruttare tutte le funzioni della stampante. Consente anche di salvare le informazioni relative al modello di stampante, al diametro dell'ugello e alla versione del firmware direttamente nel file G-code, in modo che la stampante possa avvisare l'utente se qualcosa non è aggiornato o non è compatibile.
Pulizia Tool-changer/Testina
Questa operazione può essere eseguita insieme al resto della manutenzione, oppure può essere effettuata se si nota che le stampe presentano problemi di striature o di anelli. Il collegamento metallico tra le testine degli utensili e il Tool-changer deve essere lubrificato per funzionare correttamente. A tale scopo, utilizzare la guida Come lubrificare i perni di accoppiamento su Original Prusa XL (Strumento multiplo).