Le but principal du remplissage est de fournir un support interne pour les couches supérieures, qui autrement devraient faire des ponts au dessus de l'espace vide. Le remplissage affecte également la vitesse d'impression, la résistance structurelle, la consommation de filament et même l'apparence de l'objet imprimé.
Densité du remplissage
La plupart des modèles peuvent être imprimés avec un remplissage de 10-15%. Si le haut du modèle se ferme progressivement, il peut être imprimé vide (0% de remplissage), même si nous le déconseillons généralement. Si vous avez besoin que le modèle soit plus lourd, que vous voulez plus de résistance à la compression ou une rigidité plus élevée, vous pouvez augmenter le remplissage. Vous aurez rarement besoin d'un remplissage supérieur à 30%. Enfin, vous pouvez imprimer le modèle avec un remplissage à 100% et le motif de remplissage sera forcé à rectiligne. Gardez à l'esprit qu'un remplissage à 100 % peut avoir un impact négatif sur l'apparence de l'objet imprimé.
La résistance d'un modèle est principalement définie par le nombre de périmètres (pas le remplissage). Si vous voulez avoir une impression plus résistance, augmentez le nombre de périmètres. Cela dit, le remplissage aide à la résistance à la compression.
Motif de remplissage
PrusaSlicer propose de nombreux motifs de remplissage parmi lesquels choisir - consultez la page de documentation dédiée aux motifs de remplissage.
Longueur de l'ancrage de remplissage
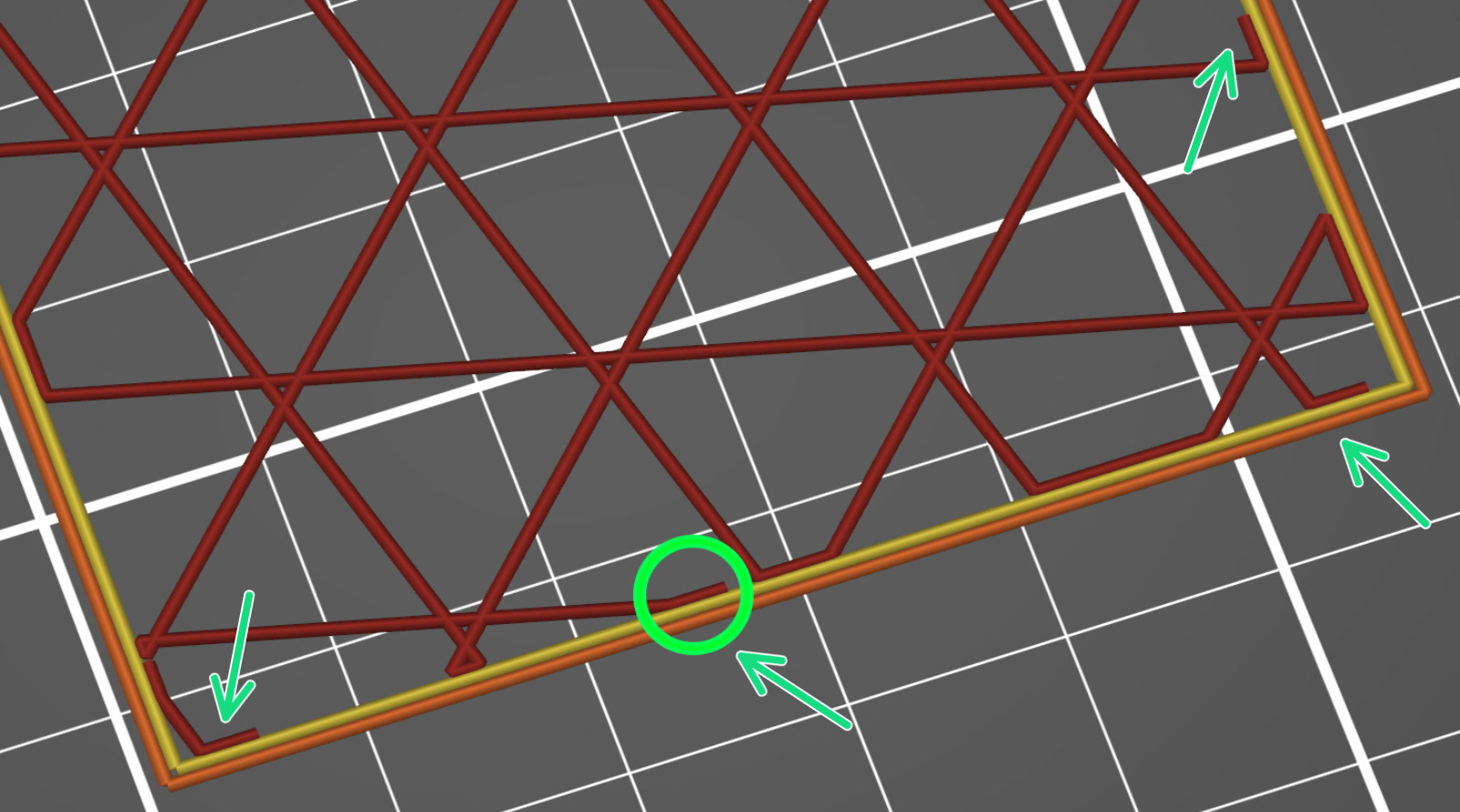
Le remplissage est généralement connecté aux périmètres avec une soi-disant ancre, qui est une ligne courte d'un autre périmètre (intérieur) qui se transforme en ligne de remplissage. Cela rend le remplissage plus robuste et est requis par certains matériaux (notamment le PETG) pour stabiliser le flux d'extrusion au début d'une ligne de remplissage.
La longueur de la valeur de l'ancrage de remplissage définit le nombre de millimètres de cet ancrage qui reliera le remplissage et les périmètres. Si vous définissez cette valeur sur 0, le remplissage sera imprimé indépendamment des périmètres. Définissez une valeur plus élevée pour imprimer l'ancre qui continuera comme le remplissage lui-même.
Si elle est exprimée en pourcentage (15%), elle sera calculée sur la largeur d'extrusion du remplissage.
Longueur maximale de l'ancrage de remplissage
Cette valeur définit la longueur maximale de l'ancrage de remplissage reliant le remplissage aux périmètres.
Définissez ce paramètre sur 0 pour désactiver complètement l'ancrage.
Motif de remplissage supérieur
Vous pouvez choisir un motif de remplissage personnalisé qui n'affecte que la couche visible supérieure, et non les couches solides adjacentes en dessous.
Motif de remplissage inférieur
Vous pouvez choisir un motif de remplissage personnalisé qui n'affecte que la couche visible inférieure, et non les couches solides adjacentes au-dessus.
Combinaison de remplissage automatique
Cette fonctionnalité combine automatiquement le remplissage de plusieurs couches et accélère votre impression en extrudant des couches de remplissage plus épaisses tout en préservant les périmètres minces, préservant ainsi la précision.
Combinaison de remplissage automatique - Hauteur de couche maximale
Hauteur de couche maximale pour combiner le remplissage lorsque la combinaison automatique du remplissage est activée. La hauteur maximale de la couche peut être spécifiée soit comme une valeur absolue en millimètres, soit comme un pourcentage du diamètre de la buse. Lors de l'impression avec des diamètres de buse qui n'ont pas de paramètres standard dans PrusaSlicer, il est recommandé d'utiliser la valeur en pourcentage plutôt que la valeur absolue.
Combiner le remplissage toutes les X couches
Différentes hauteurs de couche seront utilisées pour le remplissage et les périmètres afin d'accélérer l'impression sans sacrifier la qualité d'impression.
Exemple : Combinez le remplissage toutes les 3 couches, hauteur de couche 0,1 mm, le remplissage sera imprimé à une hauteur de couche de 0,3 mm.
Remplissage solide toutes les X couches
Cette fonctionnalité vous permet de forcer une couche solide après chaque nombre donné de couches. Cela peut être utile pour augmenter la résistance de la pièce imprimée, mais d'autres options, telles que l'augmentation du nombre de périmètres ou du pourcentage de remplissage, sont préférées. Une autre application serait de créer des cellules internes séparées afin d'augmenter l'isolation thermique.
Réglez sur 0 pour désactiver.
Angle du remplissage
Angle par défaut pour l'orientation du remplissage. Des croisements seront appliquées à certains motifs de remplissage.
Surface de seuil pour le remplissage solide
Forcer un remplissage solide pour les zones ayant une surface plus petite que la valeur indiquée.
Réglez sur 0 pour désactiver.
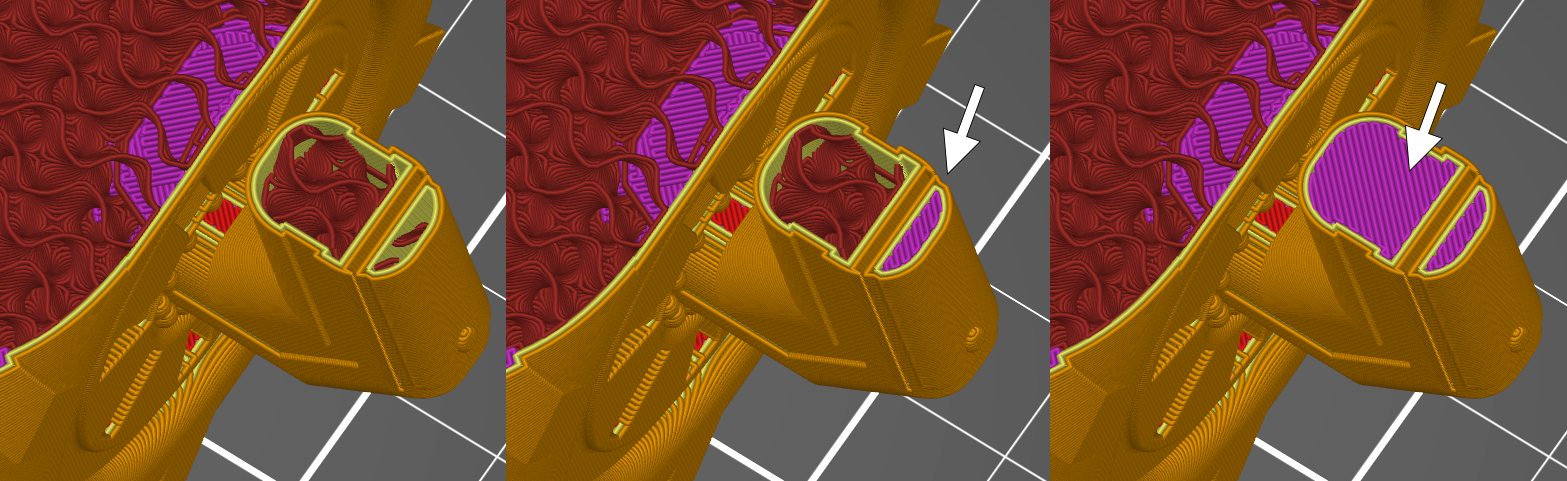 Seuil de remplissage solide à 0 (gauche), 15 (milieu), 100 (droite)
Seuil de remplissage solide à 0 (gauche), 15 (milieu), 100 (droite)
1 commentaire
(EN) Solid <-> (FR) Plein (masc) / Pleine (fem)