L'orientation des objets est cruciale avec l'impression (M)SLA. Elle influence grandement la qualité d'impression résultante et dans le cas de la SL1, qui durcit la couche entière en une seule fois, elle contrôle directement le temps d'impression.
Vous avez peut-être remarqué que les impressions SLA sont souvent placées à un angle de 45 degrés. Il y a plusieurs raisons à cela :
- Les grandes surfaces horizontales plates nécessitent beaucoup de force pour se séparer du fond du réservoir lorsque la couche est durcie (elles auraient besoin de plus de supports)
- Les objets inclinés couvrent une plus grande surface, de sorte que les supports sous ces objets sont répartis plus uniformément
- Meilleur anti-aliasing
Laisser les objets croître progressivement sous un angle est généralement le moyen le plus sûr d'obtenir de belles impressions. Cela dit, certains objets peuvent être placés directement sur la plateforme d'impression pour obtenir de meilleurs résultats.
Dans la majorité des cas, l'objet aura plus d'une seule bonne orientation. Cela se produit généralement avec les bijoux ou diverses statues. La règle général ici est d'essayer de faire pivoter l'objet d'une manière qui minimisera le nombre de points où l'objet commencerait dans les airs. Nous appelons ces points des îles. Ces zones ne peuvent pas être imprimées sans supports - et comme il est généralement préférable d'éviter d'utiliser des supports, vous devriez toujours essayer de trouver une meilleure orientation.
Vous disposez de 3 outils pour modifier l'orientation des objets :
- L'outil Rotation (R)
- L'outil Placer sur une face (F)
- Outil Optimiser l'orientation
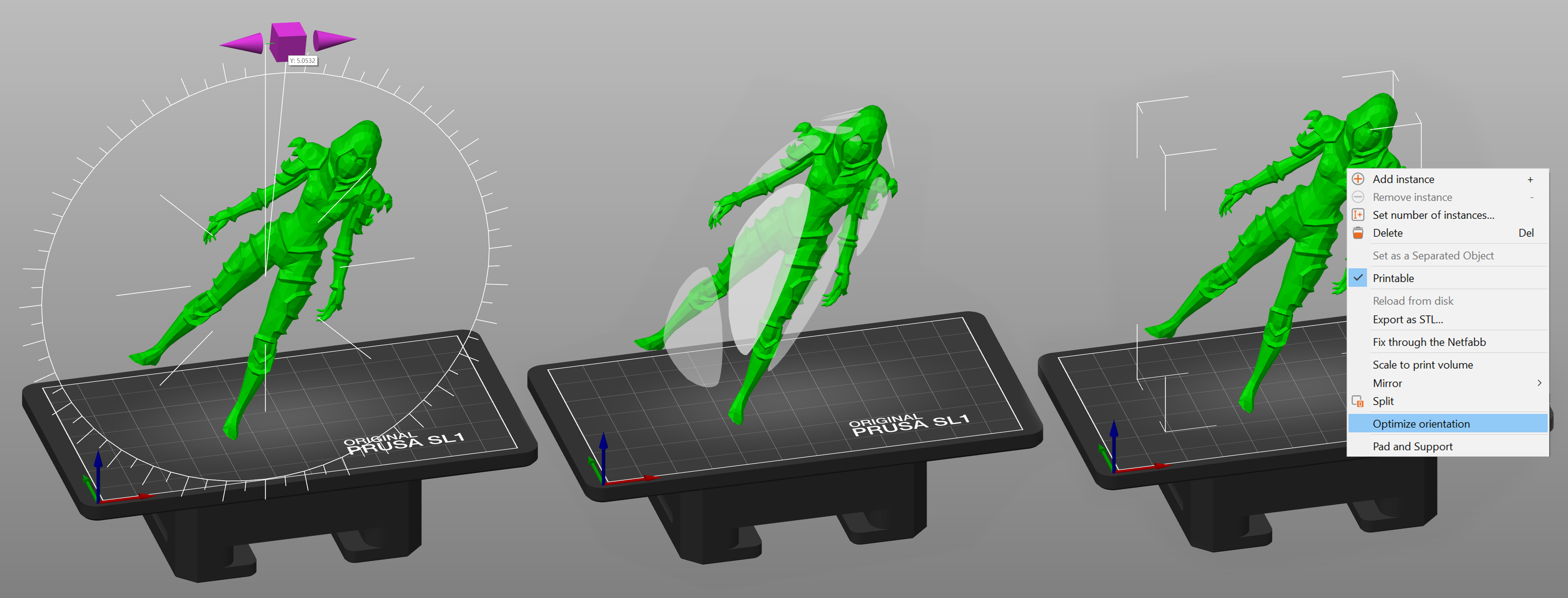 L'outil Rotation (à gauche), l'outil Placer sur une face (au milieu) et l'outil Optimiser l'orientation (à droite)
L'outil Rotation (à gauche), l'outil Placer sur une face (au milieu) et l'outil Optimiser l'orientation (à droite)
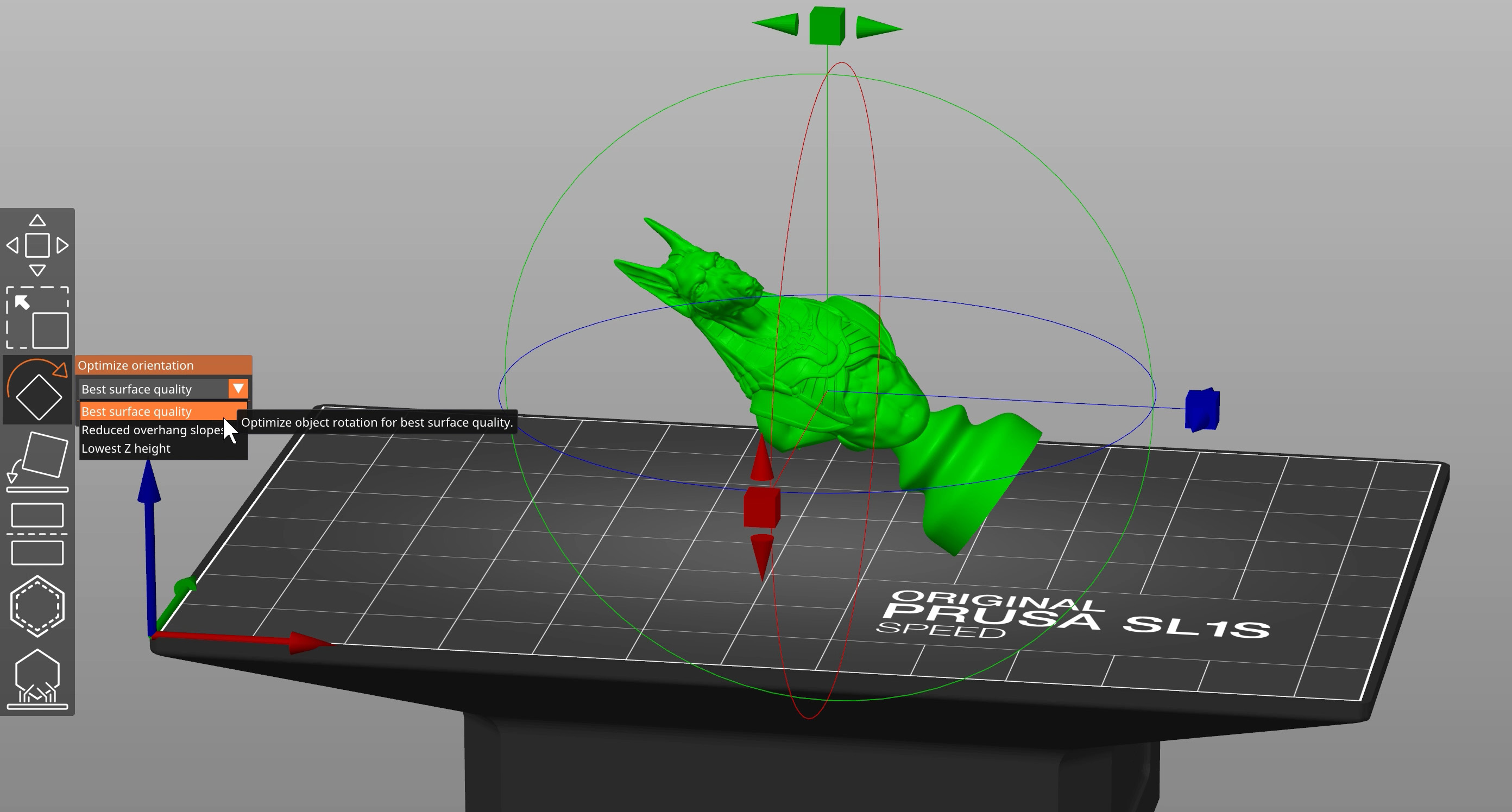
Outil Optimiser l'orientation
Lorsque vous avez sélectionné un modèle et que vous utilisez l'outil Rotation, vous pouvez choisir parmi 3 algorithmes d'auto-orientation différents :
- Meilleure qualité de surface
- Pentes des surplomb réduites (minimum de supports)
- Hauteur Z la plus basse (temps d'impression le plus bas)
Temps d'impression
Les temps d'impression de la SL1 et de la SL1S Speed sont définis par une simple multiplication : le nombre de couches × (temps d'exposition + temps d'inclinaison). Quel que soit le nombre (et la complexité) des objets présents sur la plateforme d'impression, les temps d'exposition sont constants tout au long de l'impression - à l'exception des dix premières couches, qui prennent un peu plus de temps à se terminer.
En d'autres termes, l'impression d'un objet haut prendra moins de temps si vous le posez à plat sur la plateforme d'impression. En termes de temps, peu importe si vous placez un seul objet sur la plateforme - ou une douzaine. Le temps d'impression sera toujours le nombre de couches multiplié par le temps d'exposition d'une seule couche.