Una boquilla o un fusor obstruidos son problemas comunes en las impresoras FFF/FDM. Cuando todo va bien, el filamento se empuja hacia el fusor, se funde y luego se extruye a través de la boquilla. Sin embargo, si el tubo de Teflón está dañado (marcado, deformado) o hay impurezas en el filamento, podría atascarse el fusor y obstruir la impresora.
¿Cómo detectar una boquilla o un fusor obstruidos?
Revisión visual
- ¿Puede el filamento llegar la boquilla? Comprueba el tubo largo de Teflón (Bowden).
- ¿Está saliendo filamento por la boquilla? Fíjate cuando se carga el filamento.
- Obstrucción parcial: huecos y capas faltantes
- Obstrucción parcial: el filamento se enrolla y se pega a la boquilla
Prueba de sonido
- Hace unos clics en el extrusor
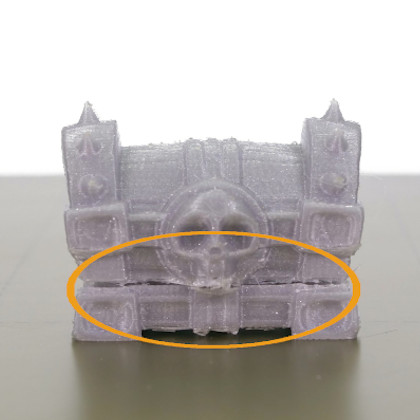
La falta de capas puede ser un signo de una boquilla parcialmente obstruida
Obstrucción parcial
A veces, la obstrucción es parcial, lo que significa que la impresora puede empujar un poco de filamento, pero no es suficiente para imprimir el objeto correctamente, lo que genera espacios visibles y que falten algunas capas. Una señal temprana de una boquilla obstruida es que el filamento no se extruye de manera consistente, se enrolla y se adhiere a la boquilla.
Extrusor haciendo clic
El fusor o la boquilla están parcial o totalmente obstruidos y la resistencia interna contra el flujo del filamento es mayor de lo que los engranajes son capaces de empujar. Como resultado, los engranajes saltan, lo que provoca un ruido de "clic" y, en la mayoría de los escenarios, también el rechinamiento del filamento.
Es importante tener en cuenta que las obstrucciones pueden ocurrir en varios lugares a lo largo de la trayectoria del filamento y cada uno requiere un enfoque ligeramente diferente. Por ejemplo, cambiar la boquilla, mientras ocurren las obstrucciones debido al tubo de Teflón dañado, no resolverá el problema.
¿Cómo reparar la impresora obstruida?
La elección del método correcto depende de si puedes cargar/descargar al menos parcialmente el filamento o si la impresora está completamente atascada y se niega a mover el filamento aunque sea un poco.
Antes de comenzar a reparar la impresora, intenta descargar el filamento y quitarlo por completo. Si no puedes hacerlo, podría indicar un problema más grave, pero también trataremos esto.
Además, mueve el cabezal de impresión hacia arriba desde el Menú LCD - Configuración - Mover eje - Eje Z o presionando prolongadamente el dial de control, de esta manera obtendrás un mejor acceso a las partes que están obstruidas.
Tornillo de ajuste de tensión del extrusor
 | 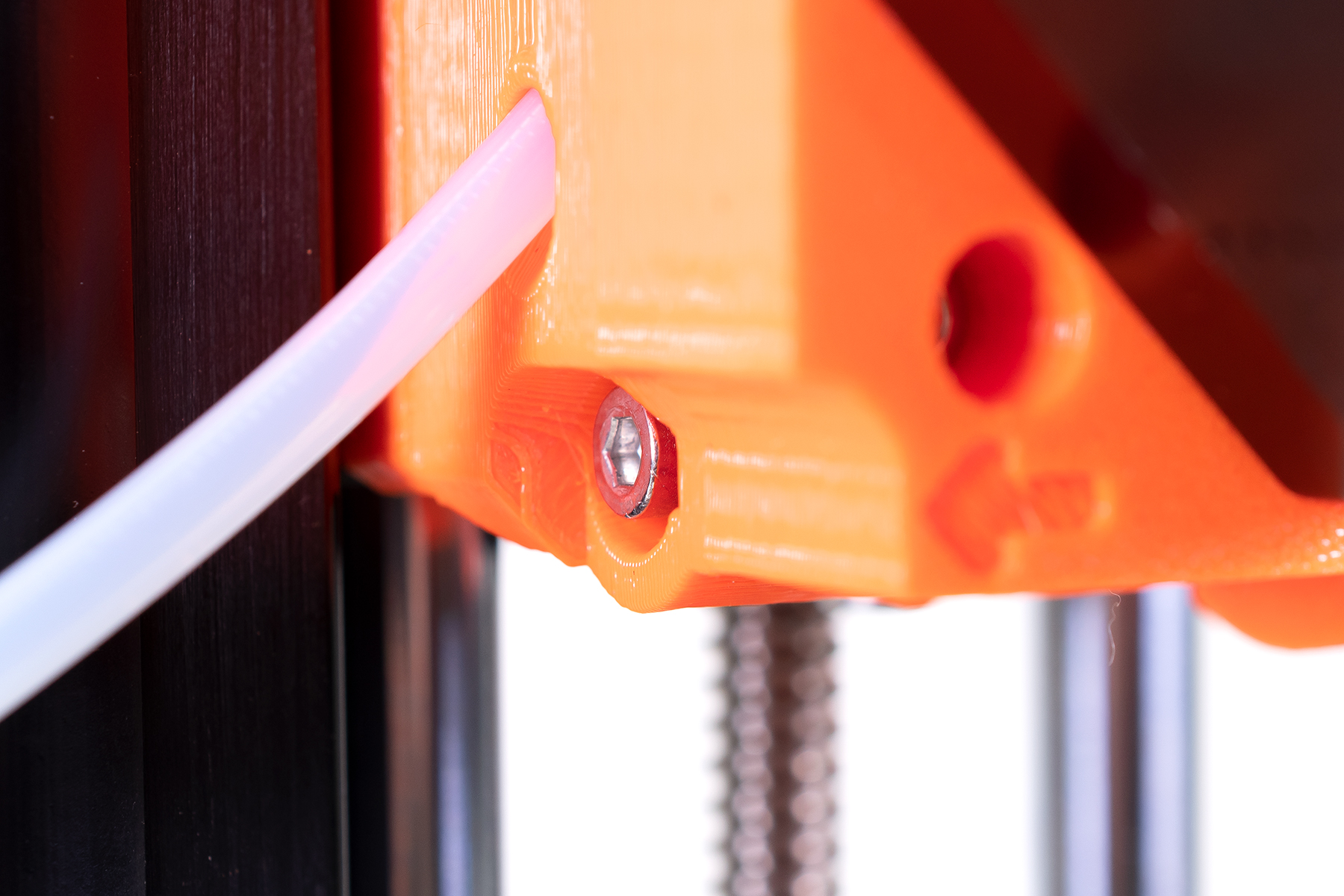 |
El tornillo de ajuste de presión debería de estar enrasado con la pieza de plástico, cuando el filamento NO está cargado.
Tirón en frío (carga/descarga posible)
Si puedes cargar y descargar el filamento, pero aún experimentas obstrucciones parciales, prueba esta técnica primero, que usa un filamento parcialmente derretido para recoger los desechos dentro del fusor y sacarlos fuera. Hemos preparado un artículo detallado sobre Tirón en frío (MINI).
Una vez que termines, dirígete al punto de este artículo para aprender cómo verificar si la polea del extrusor está sucia.
Forzar la obstrucción (carga imposible)
A veces, los engranajes no pueden empujar el filamento a través del fusor, pero eso no significa que deba comenzar de inmediato con el desmontaje. Al aumentar la temperatura por encima del punto de fusión, es posible que puedas eliminar la obstrucción junto con los restos.
Intenta lo siguiente:
- Ves a Menú LCD - Configuración - Temperatura - Boquilla y sube la temperatura aproximadamente 40-50 °C por encima de la temperatura de impresión normal (para PLA usa 260 °C, para PETG usa 280 °C).
- Una vez que la boquilla alcance la temperatura requerida, espera unos 2-3 minutos; el filamento debe derretirse por completo y comenzar a gotear.
- Utiliza la aguja de acupuntura incluida (0.3mm) e introdúzcela en la boquilla desde abajo. Empújalo hacia adentro y hacia afuera varias veces, en múltiples direcciones. Luego retíralo e intenta cargar el filamento nuevamente.
- Si la aguja no ayudó, retira el tubo Bowden de Teflón del cabezal de impresión y empuja el filamento manualmente. No olvides sujetar el extremo del eje X con la otra mano, o puedes doblar el eje.
- Si la obstrucción del filamento ocurrió con PLA, puedes intentar cargar un material que se derrita a una temperatura más alta, como ASA, ABS, PC.
- El último recurso es un alambre de metal rígido (1,5 mm de diámetro, 100 mm de longitud). Insértalo desde la parte superior en lugar del filamento. Empuja hacia abajo, a través del fusor, pero ten cuidado y hazlo suave. Podrías rayar accidentalmente el tubo de Teflón.
- Una vez que termines con la obstrucción, ves al último capítulo, verifica si la polea del extrusor está sucia
- Si no puedes empujar el filamento ni el cable, debes desmontar el fusor y encontrar el lugar donde está atascado el filamento. Mira el siguiente método.
Desmontaje del fusor
(carga/descarga imposible)
Algunas obstrucciones no se pueden quitar fácilmente y requiere desmontar parcialmente el fusor. El filamento está atascado en el tubo de Teflón o en la boquilla.
El filamento también puede atascarse debido a un tubo de PTFE dañado o desgastado. Si este es tu caso, te recomendamos el reemplazo del tubo de PTFE por uno nuevo. Para desmontaje e inspección, hemos detallado el proceso a continuación:
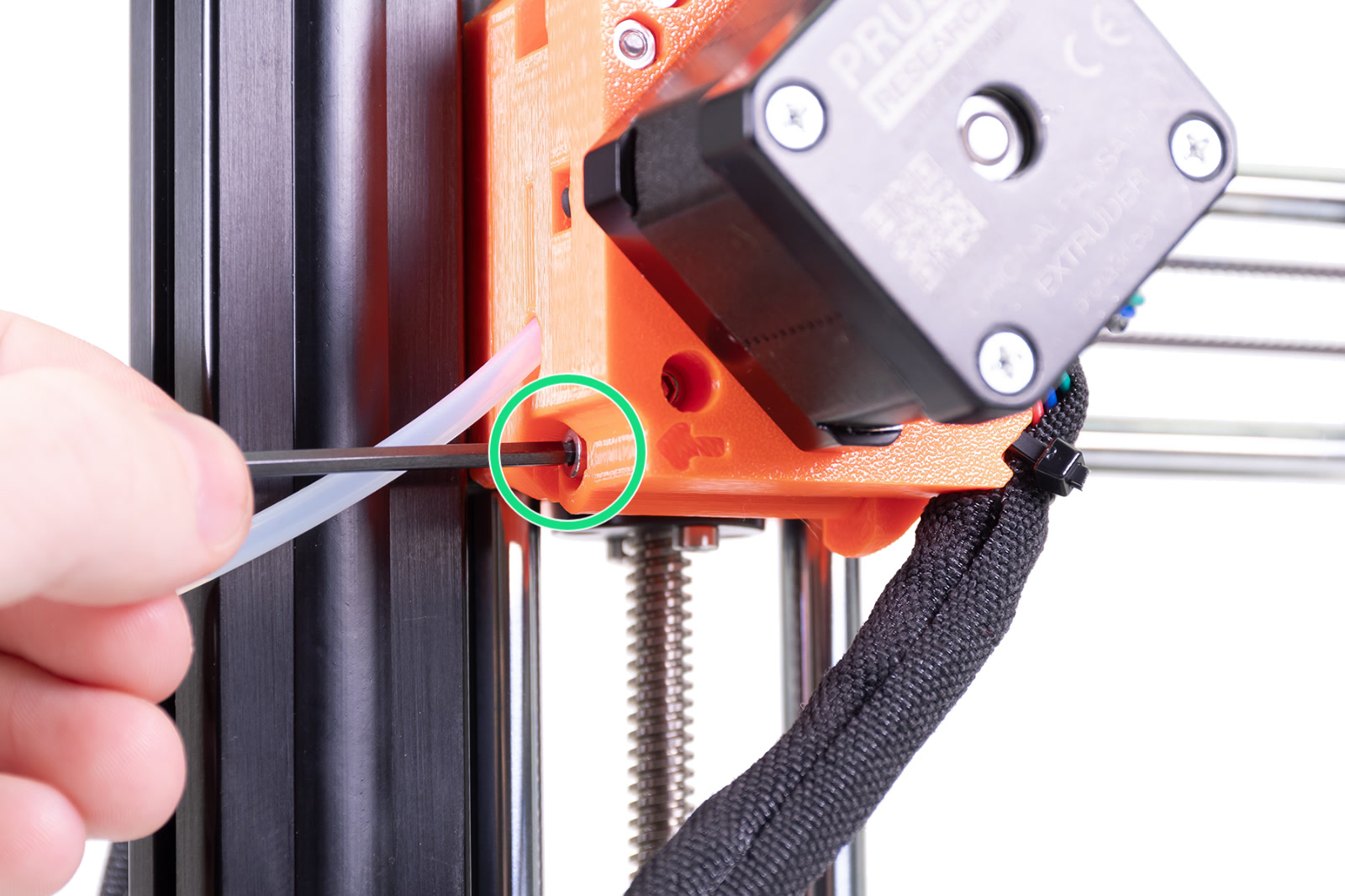
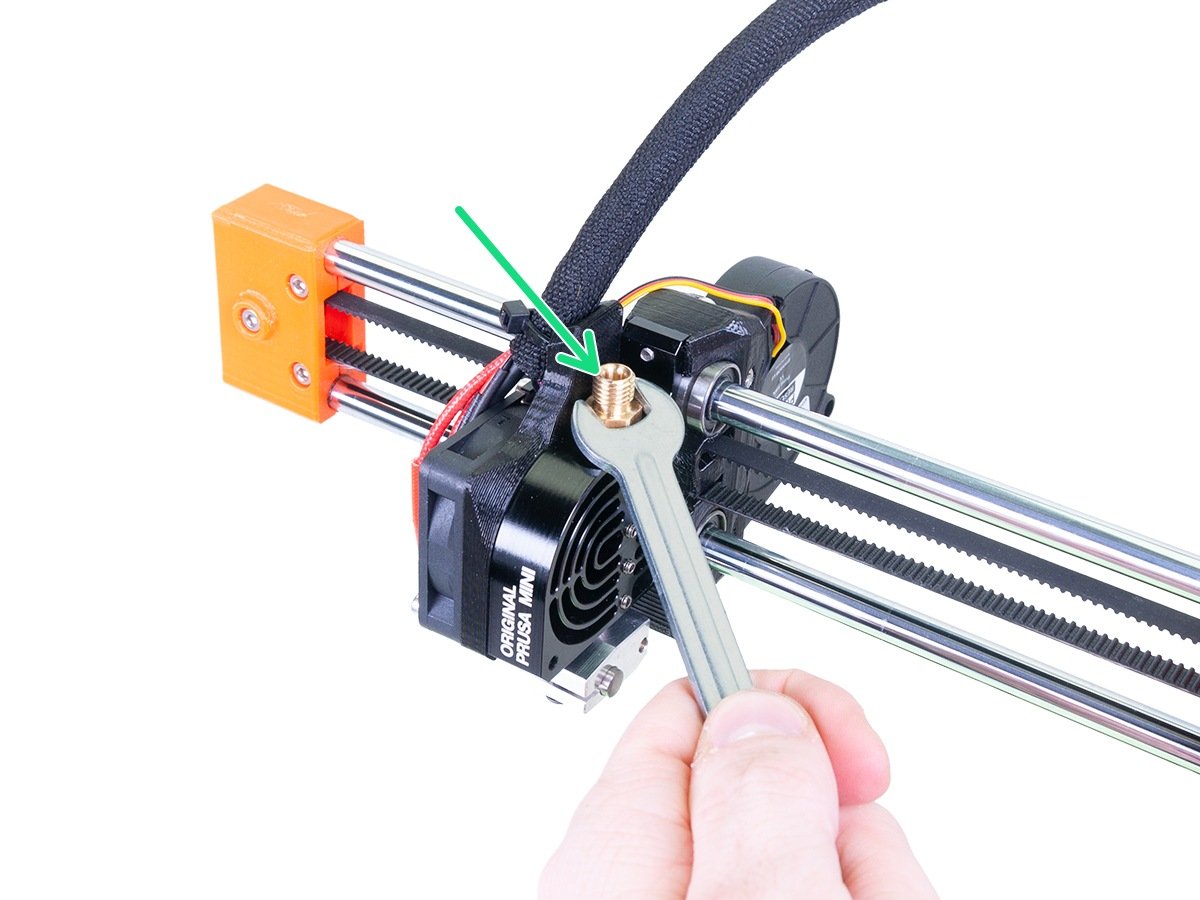
- Retira el tubo Bowden que viene del extrusor y la fijación del latón que lo sujeta usando la llave 10 mm. Si la boquilla se calienta ahora podrás retirar cualquier filamento junto al tubo Bowden.
 |  |
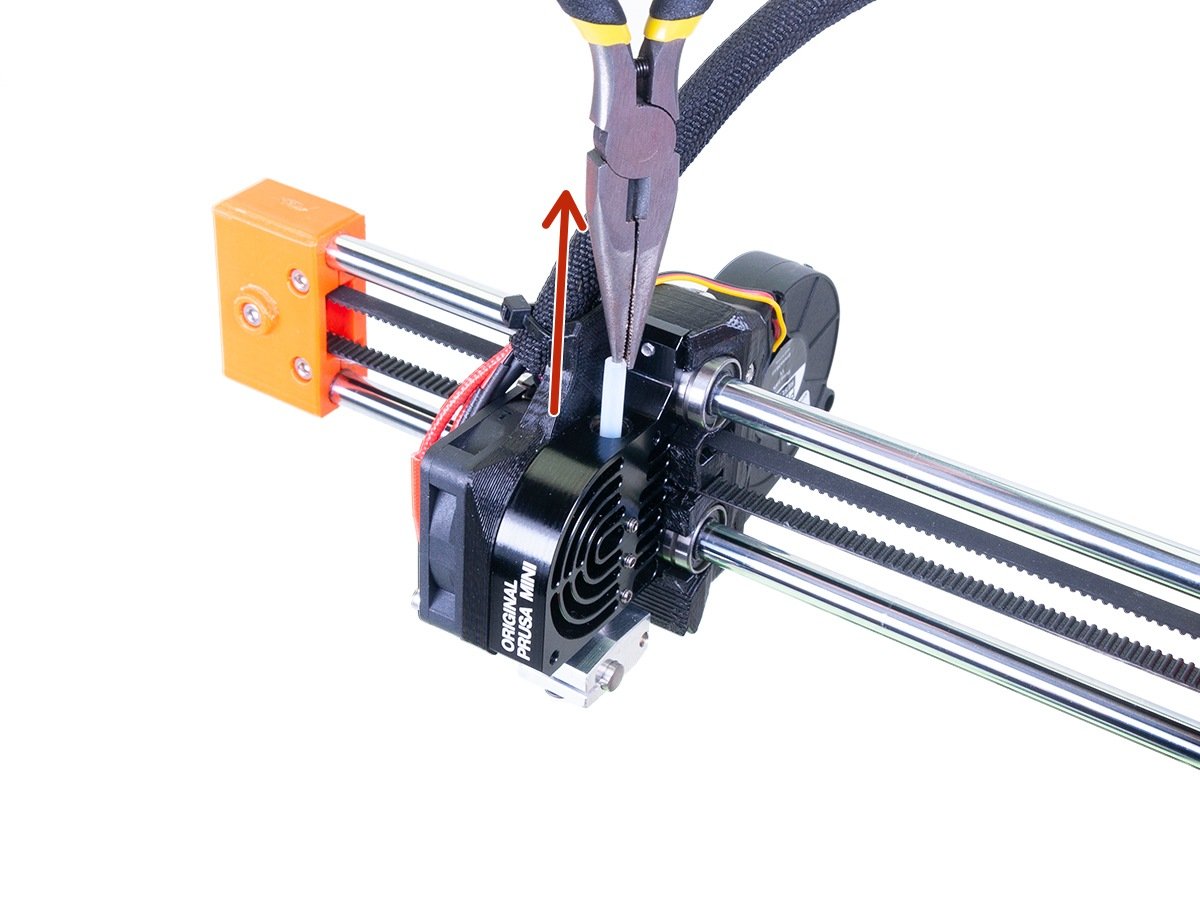
- Retira, tirando de él con unos alicantes o pinzas, el tubo de Teflón del radiador.
 | 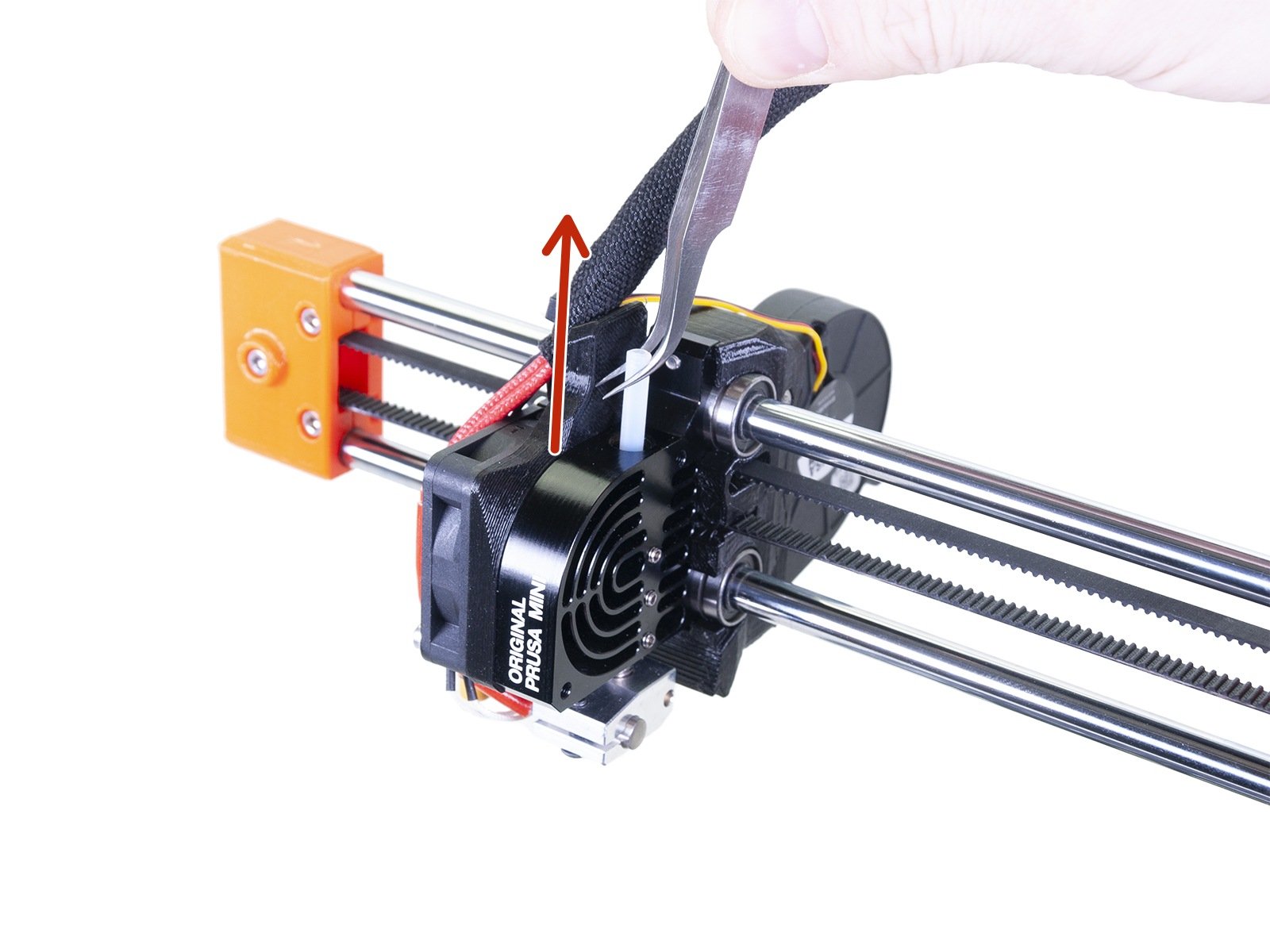 |
- Revisa el tubo de Teflón, comprueba el tubo de Teflón por si está dañado y, si es necesario,reemplázalo con uno nuevo. El de repuesto está incluido en el paquete .
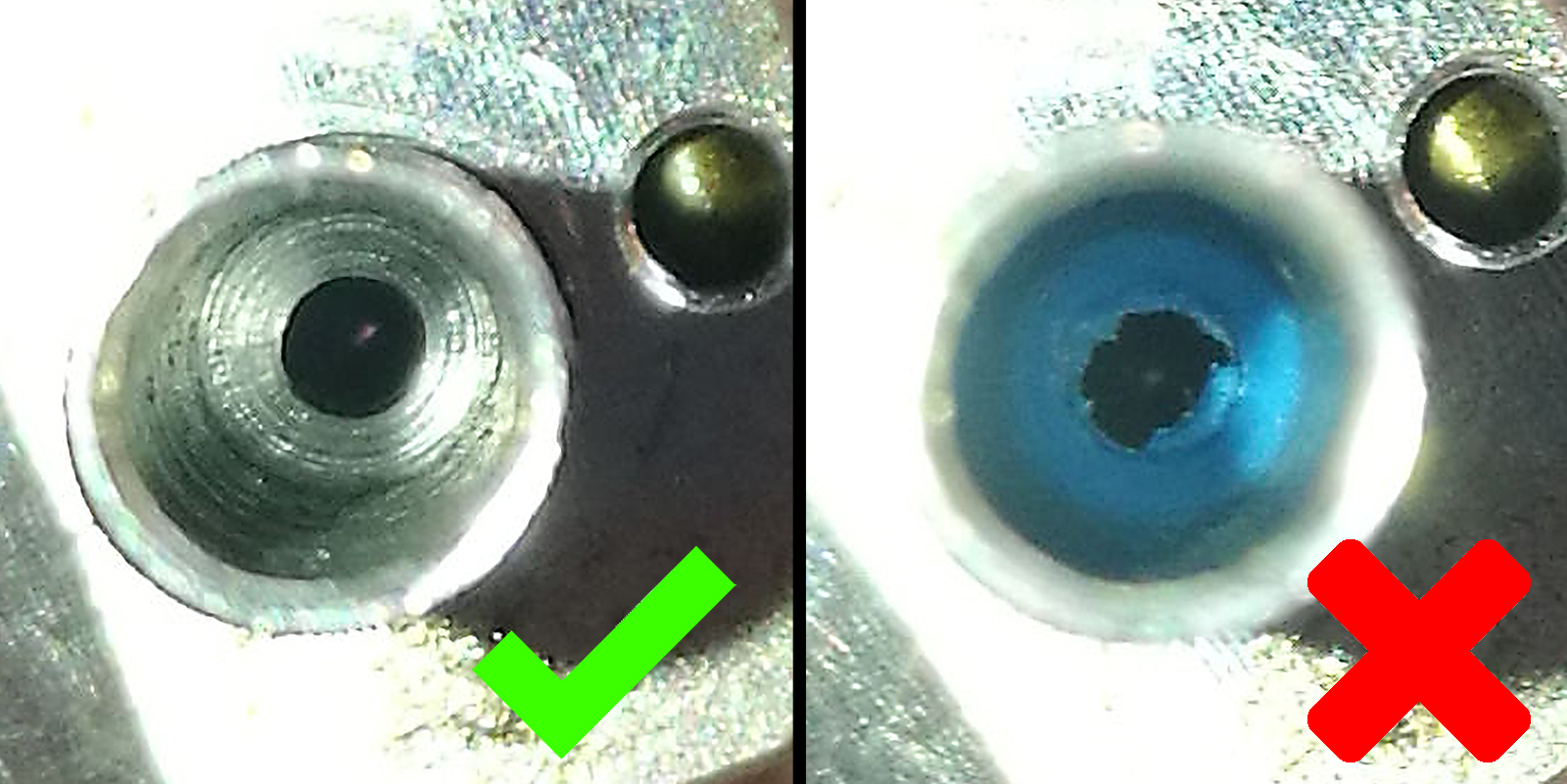
- Limpia los restos del filamento del fusor. La parte inferior del puente térmico debería de estar limpia y brillante. Puedes retirar cualquier filamento haciendo un tirón en frío si el tubo de Teflón instalado.
 |  |
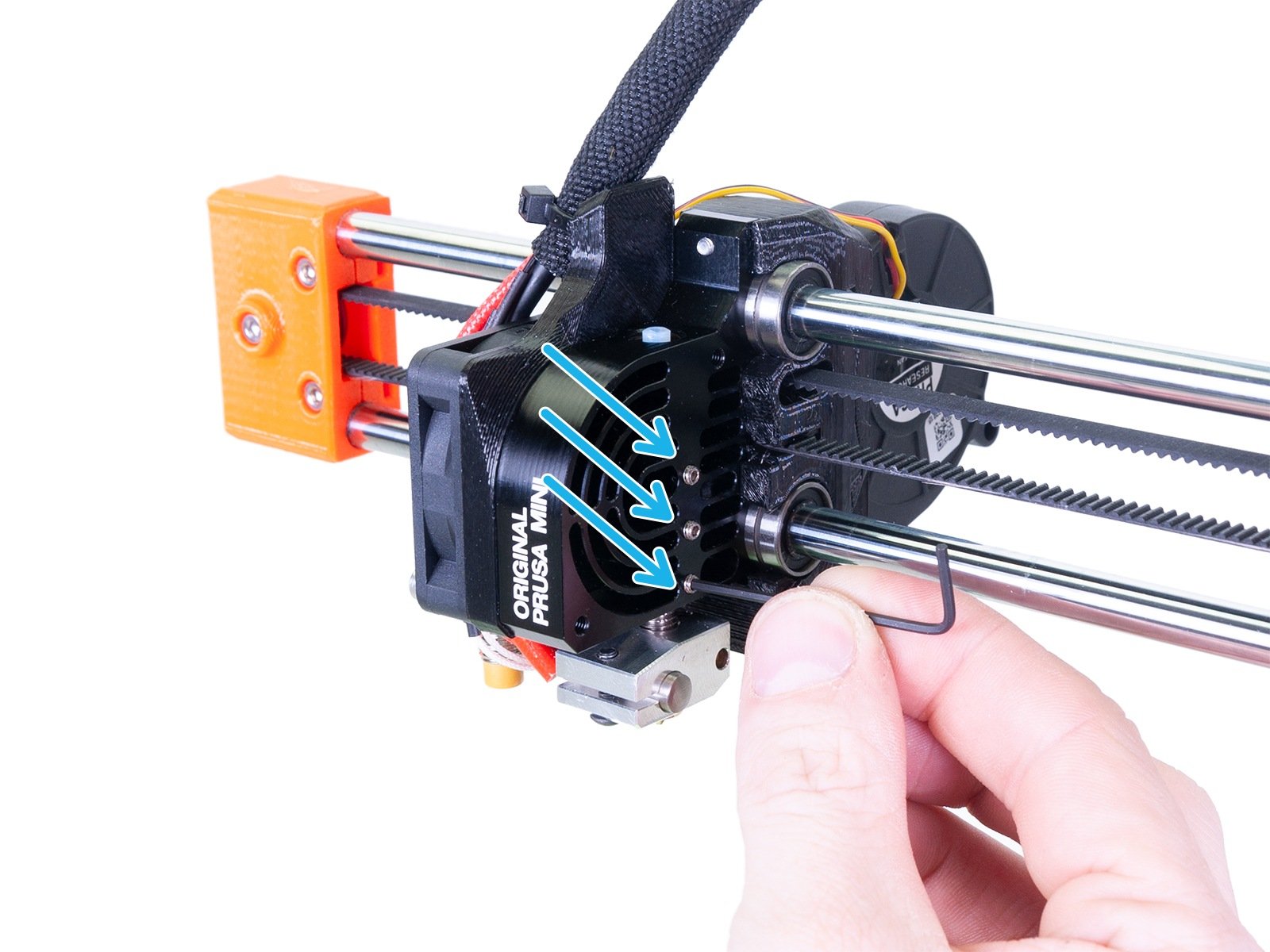
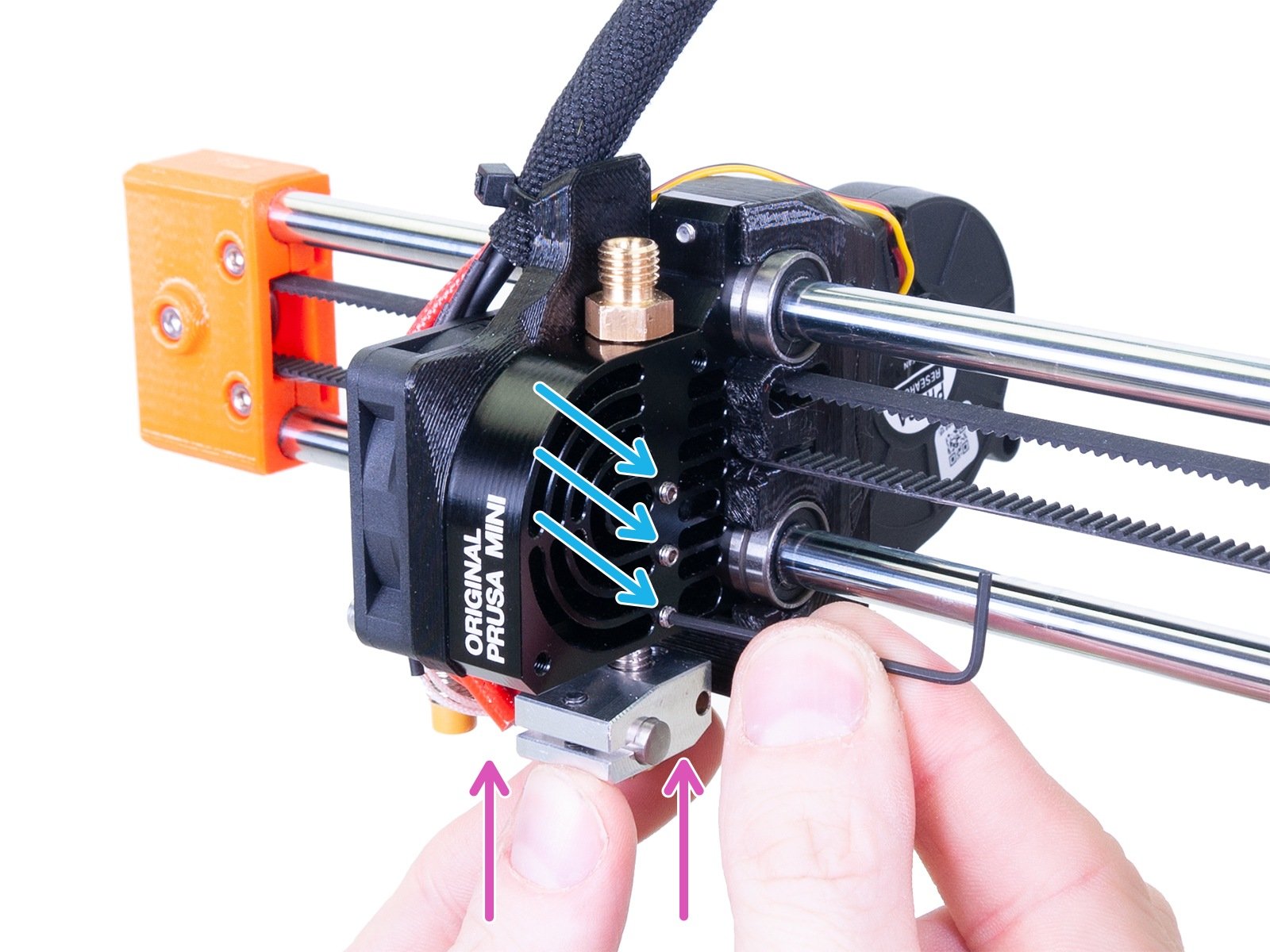
- Inserta el tubo de Teflón de nuevo en el heatbreak. Afloja los tres tornillos de fijación en el costado del disipador de calor con una llave Allen de 1.5mm.
 |  |
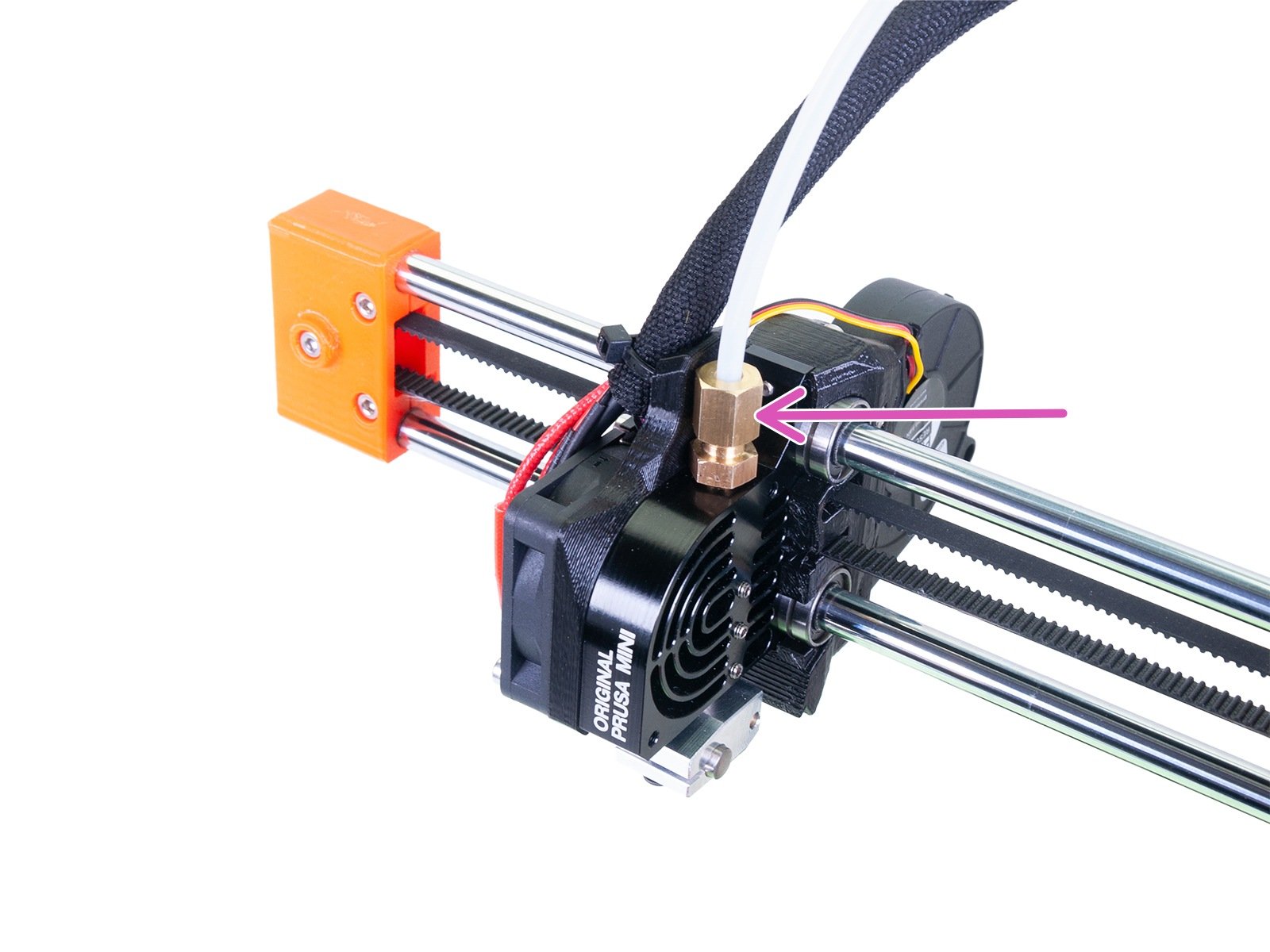
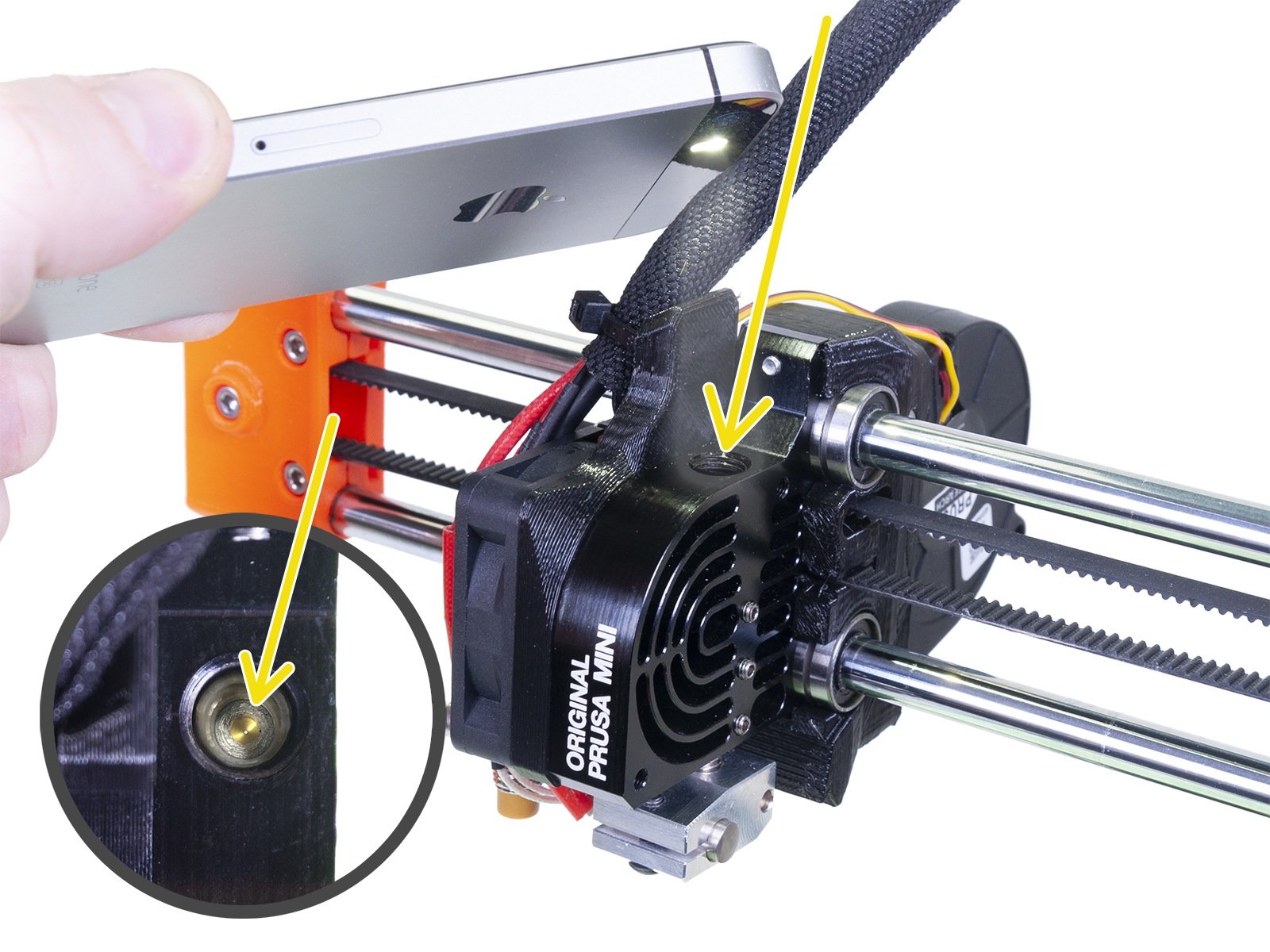
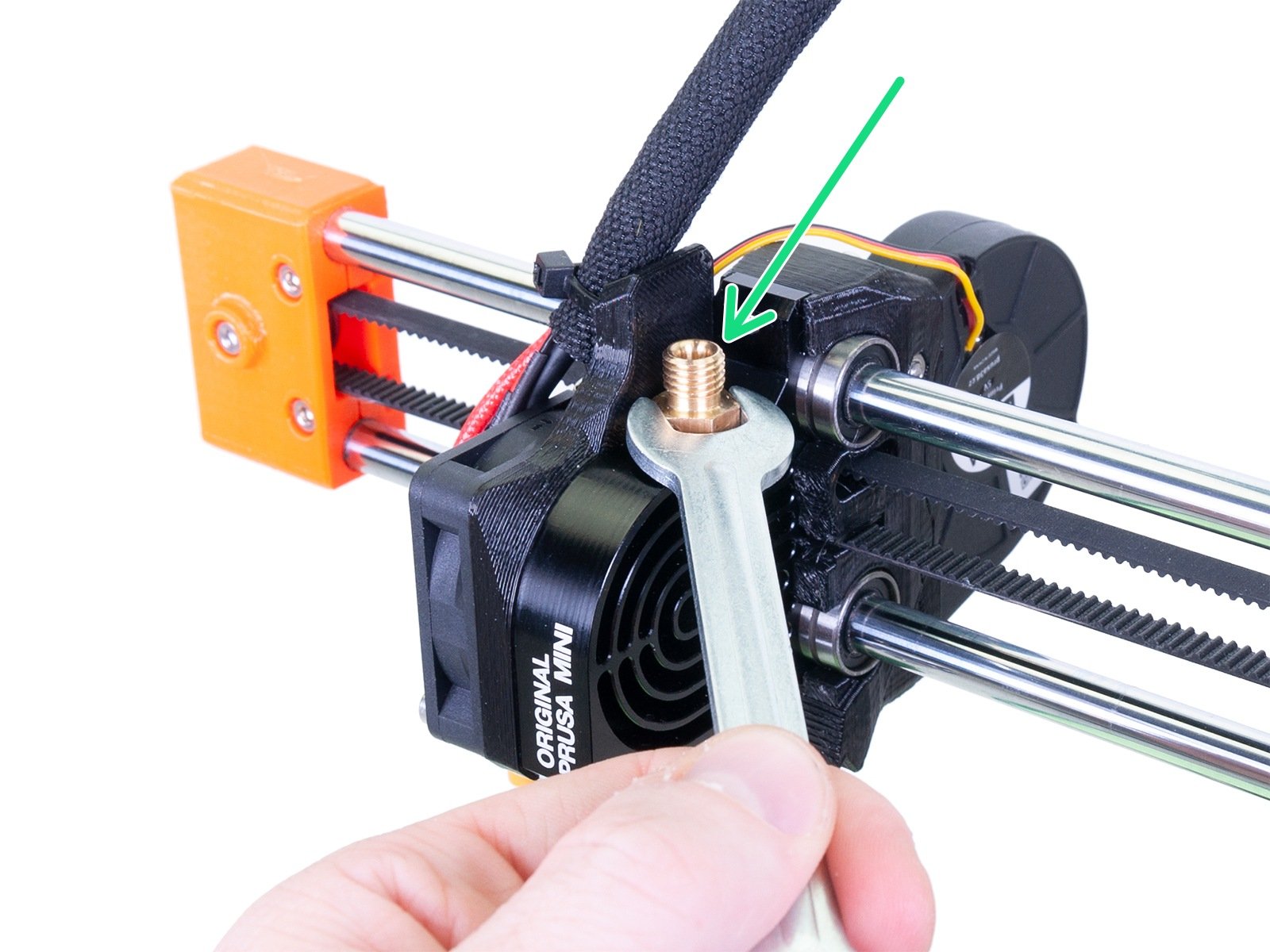
- Atornilla el conector de latón en la parte superior del disipador de calor hasta el fondo, luego aflójalo una vuelta entera (360 °). El lado con el menor número de hilos de rosca va al disipador (flechas y líneas moradas). Comprimiremos el tubo de PTFE en el siguiente paso para asegurar un funcionamiento adecuado. Si ya has hecho esto con el mismo tubo de PTFE antes, es posible que debas reemplazar el tubo de PTFE por uno nuevo.
En algunos escenarios, podría ser suficiente limpiar el hotend, volver a colocar el PTFE y apretar la conexión correctamente para arreglar los atascos.
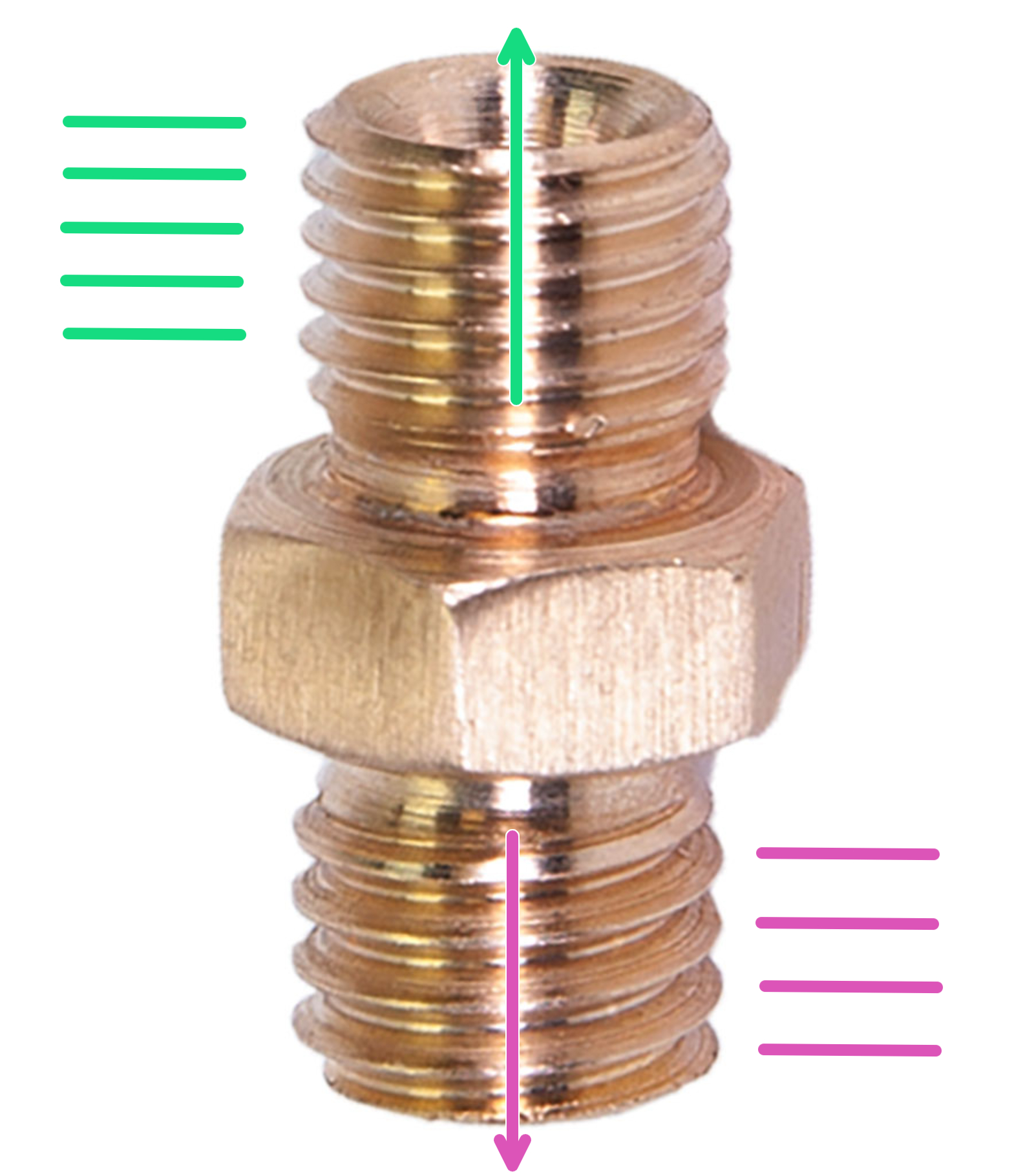 |  | |
| Orientación de los conectores de latón. | El extremo con menos hilos de rosca en el disipador. |
- Presiona el bloque calentador hacia arriba con una fuerza razonable. Mientras mantienes la ligera presión hacia arriba sobre él, aprieta los tres tornillos de fijación en el costado del disipador de calor.
- Luego, aprieta completamente el racor en la parte superior del disipador de calor (una vuelta completa), lo que comprimirá el tubo de PTFE del hotend.
Ahora puede volver a colocar el tubo Bowden que conduce al extrusor. Antes de probar la impresora, recomendamos verificar los dos últimos puntos a continuación.
Después de arreglar el atasco
Calibración de la primera capa
Después de realizar el mantenimiento en el cabezal de impresión, recomendamos realizar una nueva calibración de la primera capa, ya que el hardware puede moverse ligeramente durante el procedimiento. Para obtener más información, consulta Calibración de la Primera Capa (i3).
Limpieza de la polea del extrusor
Todos los problemas mencionados anteriormente pueden participar en el desgaste del filamento entre la polea y el rodamiento. Una vez que los dientes de la polea se llenen de restos de filamento, el extrusor no podrá cargar el filamento correctamente.
Puede usar la puerta de inspección (vea la imagen a continuación) para verificar si la polea está limpia. Utiliza aire comprimido para eliminar el polvo, para una limpieza más profunda, sigue esta guía Como acceder y limpiar el extrusor-polea (MINI/MINI+).
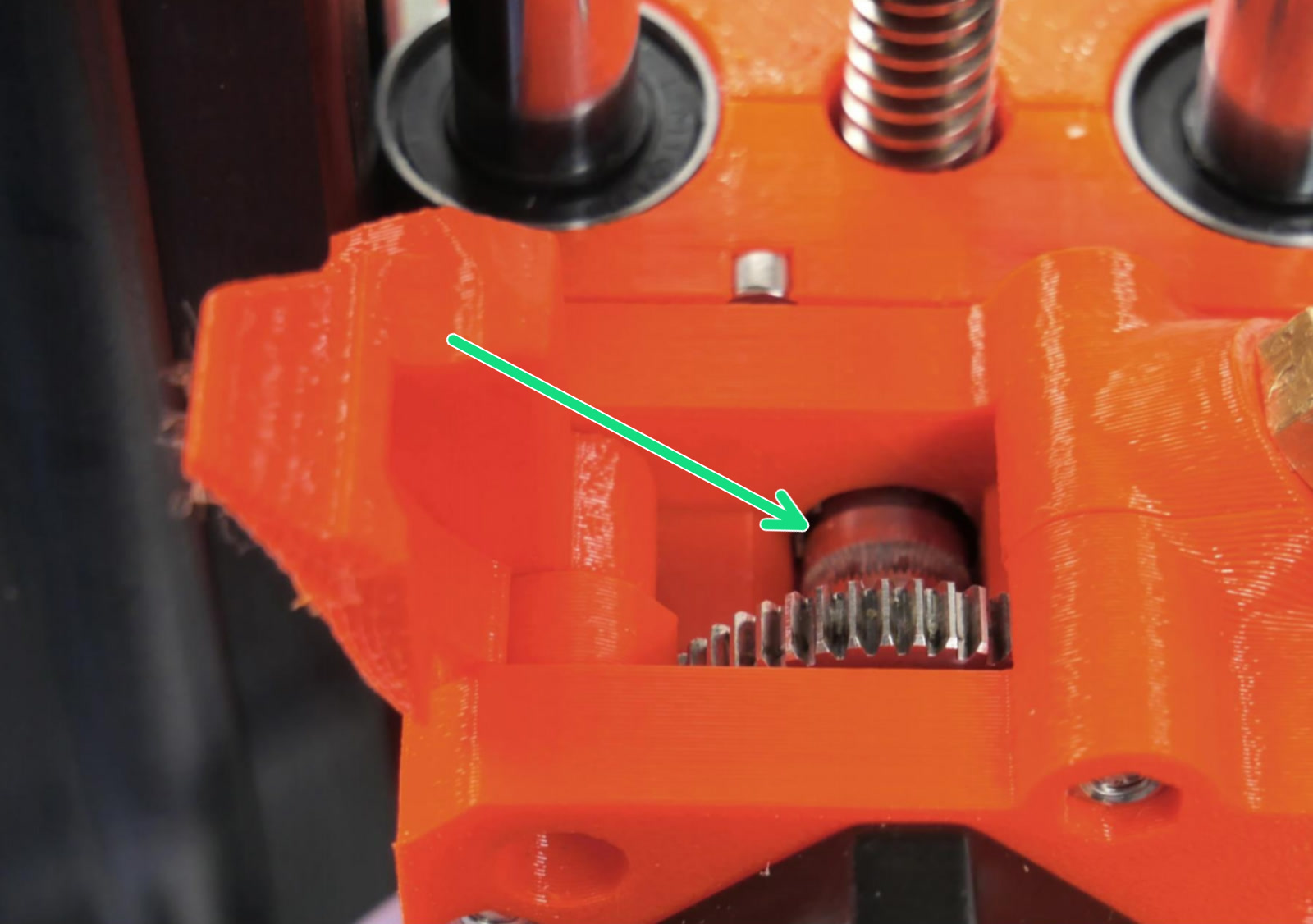
Utiliza la puerta de inspección para comprobar la polea.