En la Original Prusa XL, ajustar la correa a la tensión óptima es crucial para conseguir una buena calidad en las impresiones. Una correa floja puede causar Saltos de capa, Ghosting, u otras anomalías de impresión, como obtener una forma irregular en lugar de un círculo perfecto. Una correa demasiado apretada puede provocar un movimiento irregular en los ejes X e Y.
La geometría de la Original Prusa XL es el CoreXY: tiene dos correas para los ejes X e Y.
Alineado
Es fundamental que los lados derecho e izquierdo estén perfectamente alineados.
Para el procedimiento, asegúrate de que los motores paso a paso están desactivados. Esto se puede hacer apagando la impresora, o a través del Menú LCD -> Control -> Desactivar Motores.
Mueve manualmente el cambiador de herramientas o el Nextruder hasta la posición más adelantada del eje Y y hasta el centro del eje X.
Comprueba la alineación apretando el gantry del CoreXY y la parte impresa de la esquina, primero por un lado y luego por el otro. No debe haber holgura entre las piezas. Con una alineación perfecta, la prueba de compresión en ambos lados se siente como presionar dos objetos sólidos entre sí.
Si hay desalineación, la prueba de apriete revela holgura en la esquina delantera. En ese caso, afloja ligeramente la correa a ambos lados hasta que el gantry quede alineado. Afloja el tornillo tensor de la esquina con más juego menos que el otro.
Repite el procedimiento y las pruebas de apriete hasta conseguir una alineación perfecta.
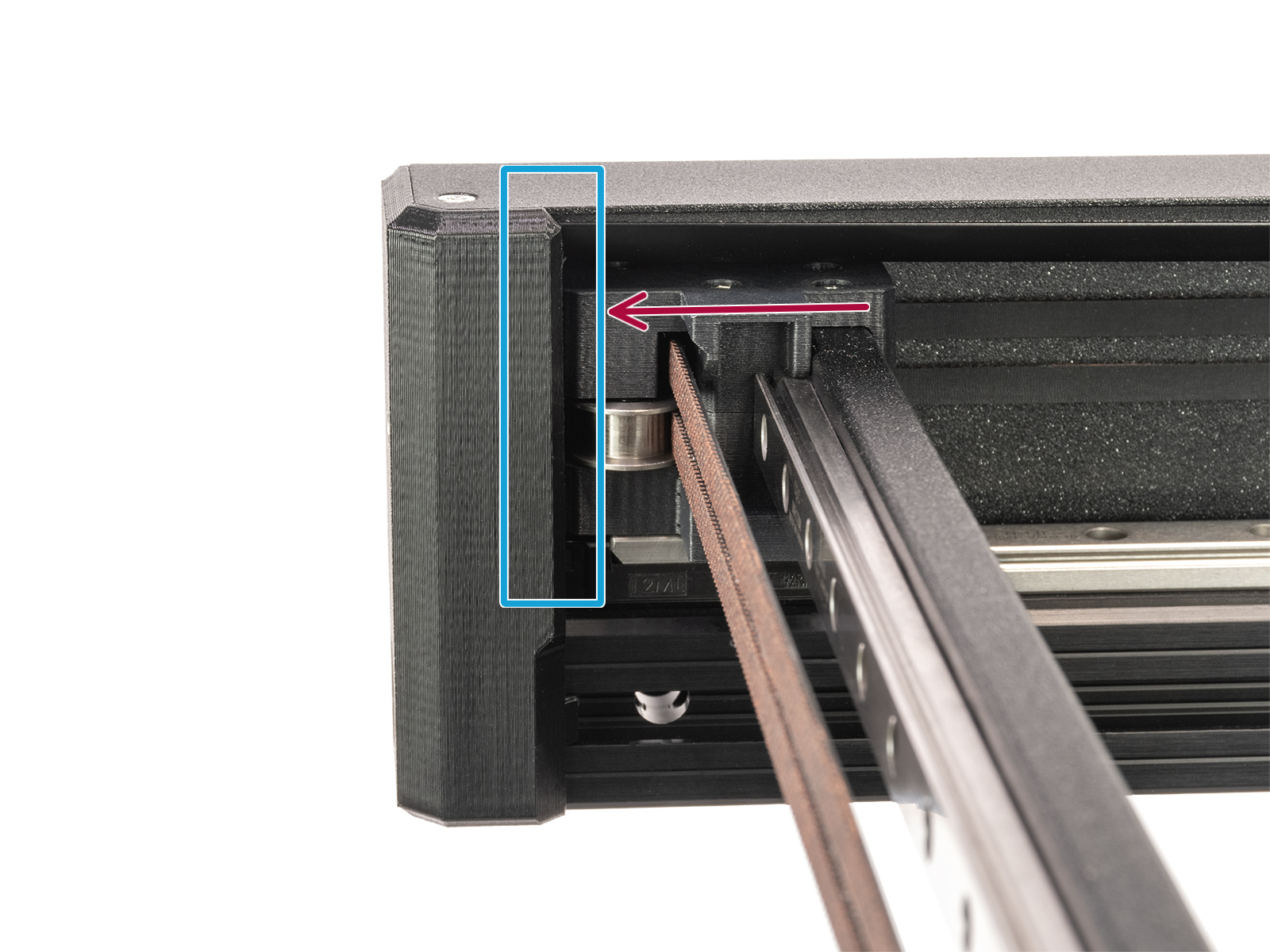
La imagen de la derecha muestra el mecanismo del tornillo tensor. Al apretar el tornillo se tira del tensor hacia delante, lo que resulta en una correa más tensada en ese lado.
 |  |
Afinador de correa
Tenemos nuestro afinador de correa, La aplicación determina la tensión de la correa midiendo la frecuencia de la vibración generada al rasguearla. Sigue las instrucciones del siguiente vídeo, para ajustar la correa
Torre de homing
Preparamos una torre de homing específica para visualizar posibles problemas con la tensión de la correa y tener la posibilidad de corregirlos sobre la marcha.
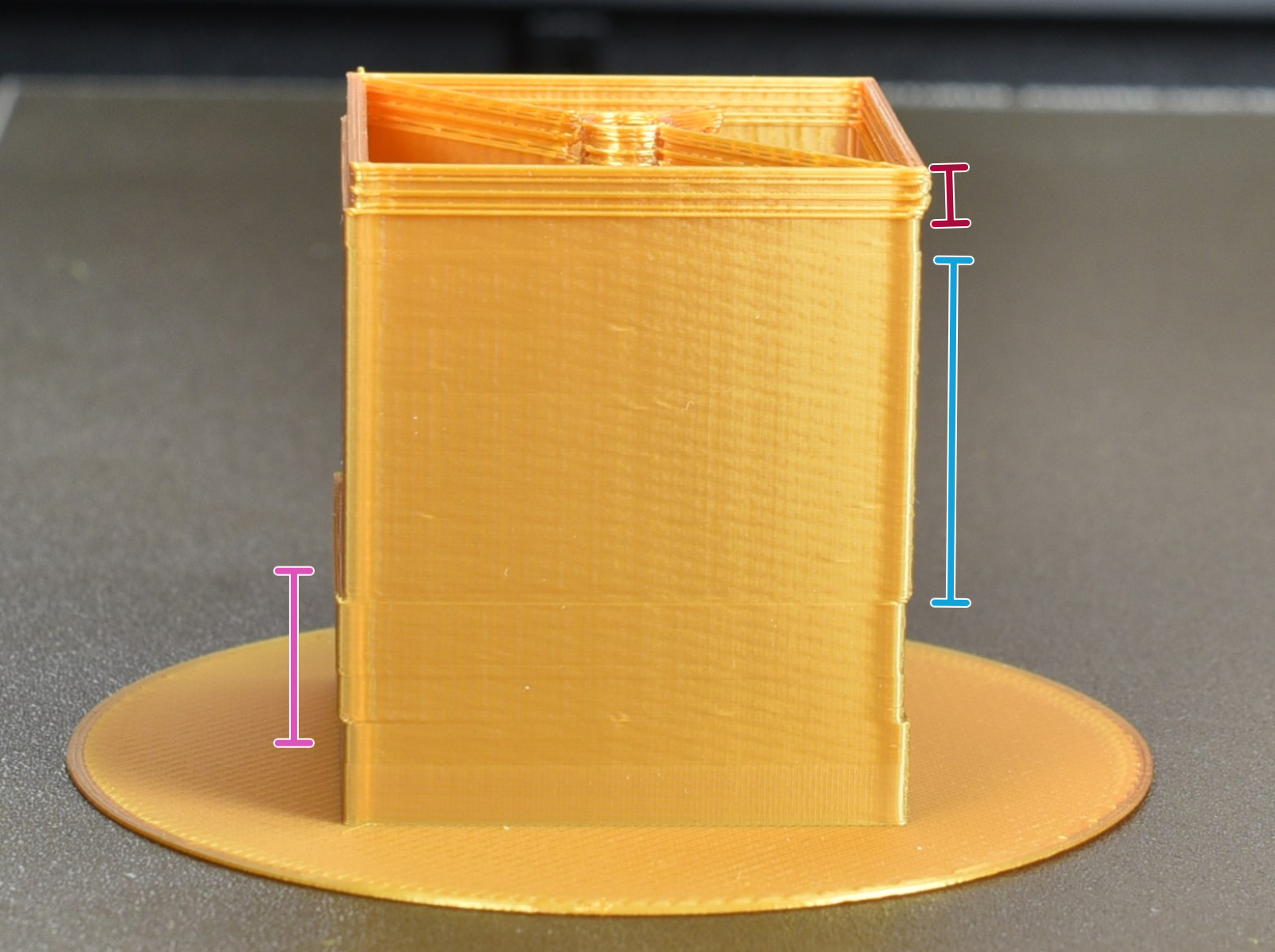
En caso de que la correa esté floja, la torre tendrá un acabado inconsistente, con material disperso en las paredes en lugar de un acabado liso. Sin interrumpir la impresión, apriete los tornillos de ambas guías del eje Y media vuelta.
Si el acabado de impresión no mejora por completo, repite el procedimiento una vez más, hasta que la torre de homing tenga un acabado fino y consistente.
Una correa demasiado apretada puede provocar desplazamientos de capa.
Una vez que la torre tenga un acabado liso, afloja los mismos tornillos muy ligeramente, y observa si esto mejora aún más la torre. Repite el procedimiento hasta que la torre tenga un acabado ideal.
