Během přepravy, sestavování nebo údržby, (jako je třeba úprava napnutí řemenů), se může tiskárna mírně zkroutit, kdy jedna osa nemusí být kolmá (úhel 90 stupňů) k druhé. Firmware případně určitou odchylku vykompenzuje, ale nejlepší je mít hardware od začátku srovnaný.
Zde nebudete potřebovat používat žádné speciální nářadí, pouze díly tiskárny a vaše oči. Nepotřebujete tedy žádné pokročilé nářadí, jako jsou spárové měrky nebo úhelník. Rozhodující zde však je pořadí, v kterém kontrolujete a seřizujete, protože tiskárnu budete srovnávat proti sobě.
Postup
Budete kontrolovat výšku trysky nad podložkou náváděním do různých pozic osy X a Y. Toto vždy provádějte pro jednu osu v jednu chvíli a proveďte mezi jednotlivými testy případné korekce. Neodchylujte se od níže uvedeného pořadí.
Tiskárnu zkontrolujte a opravte v následujícím pořadí:
- Prvotní kontroly
- Osa Y
- Osa YZ
- Osa XZ
Prvotní kontroly
Zkontrolujte následující:
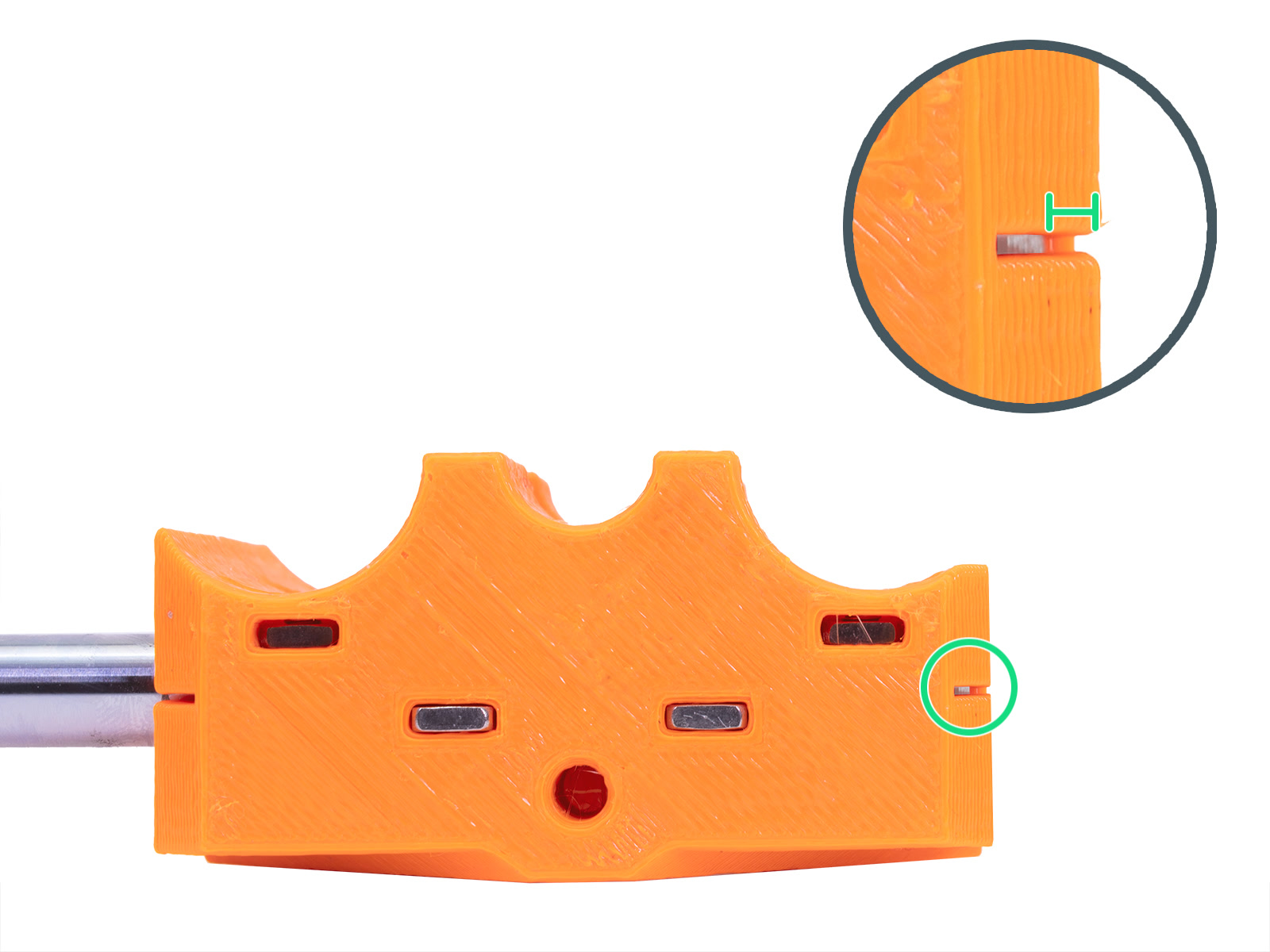
- Hladké tyče osy X jsou zasunuty celé do plastových dílů extruderu (obrázek vlevo). Díly X-end a extruder mají pro kontrolu inspekční otvory zelené kolečko).
- Lineární ložiska osy Z o průměru 10 mm jsou mírně pod plastovými díly (~0,75 mm), které je zajišťují, a jsou stejná na obou ložiskách.
- Pěnové podložky jsou připevněny pouze k hliníkovým extruzím, a nikoli k plastové přední/zadní desce.
- Ujistěte se, že jak vyhřívaná podložka tak tryska je zchlazena na pokojovou teplotu!
Kontrola jednotlivých os
Začněte odstraněním pružného ocelového plátu z tiskárny. Jedná se o laserem vyřízlý čtvercový plát, který využijete v dalších krocích. Poté nastavte tiskárnu do výchozí polohy z Kalibrace -> Auto home na LCD menu, a vypněte motory restartováním tiskárny pomocí tlačítka na LCD modulu nebo přechodem do Nastavení -> Vypnout motory.
Osa Y
Jakákoli znatelná odchylka je v tomto kroku velmi vzácná, ale je zajištěna následujícími testy a provádí se na rovném povrchu. Pokud přijdete na odchylku větší než ~0,5-1 mm, pokračujte v celém postupu a poté tuto kontrolu proveďte znovu, než se obrátíte na naší podporu.
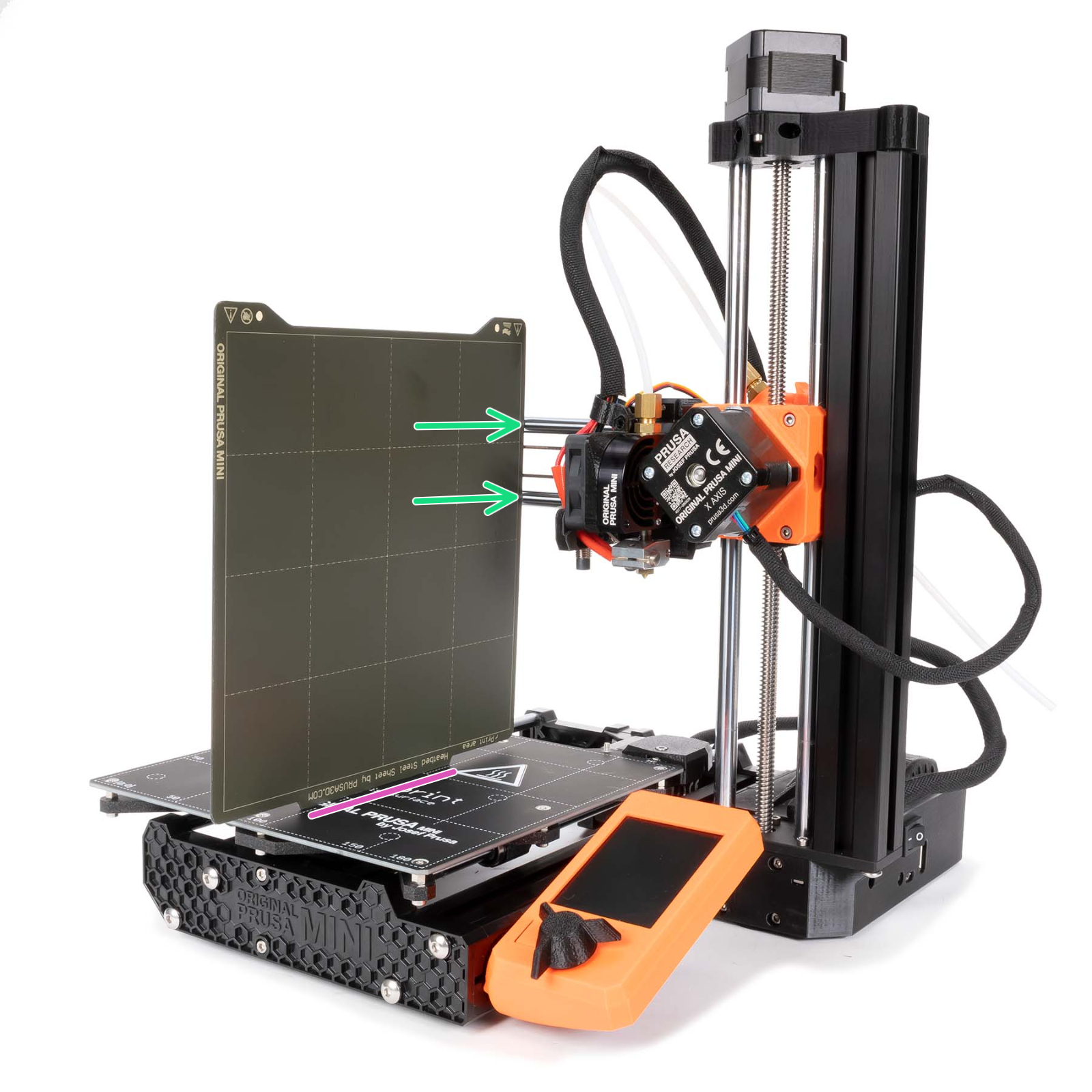
- Při vypnutých motorech posuňte špičku trysky do středu přerušované čáry s vytištěnou značkou "100" mm.
- Ručně otočte závitovou tyčí osy Z, abyste posunuli trysku blíže k podložce (~1 mm), aby se jí téměř dotýkala (fialové měřítko).
 |  |
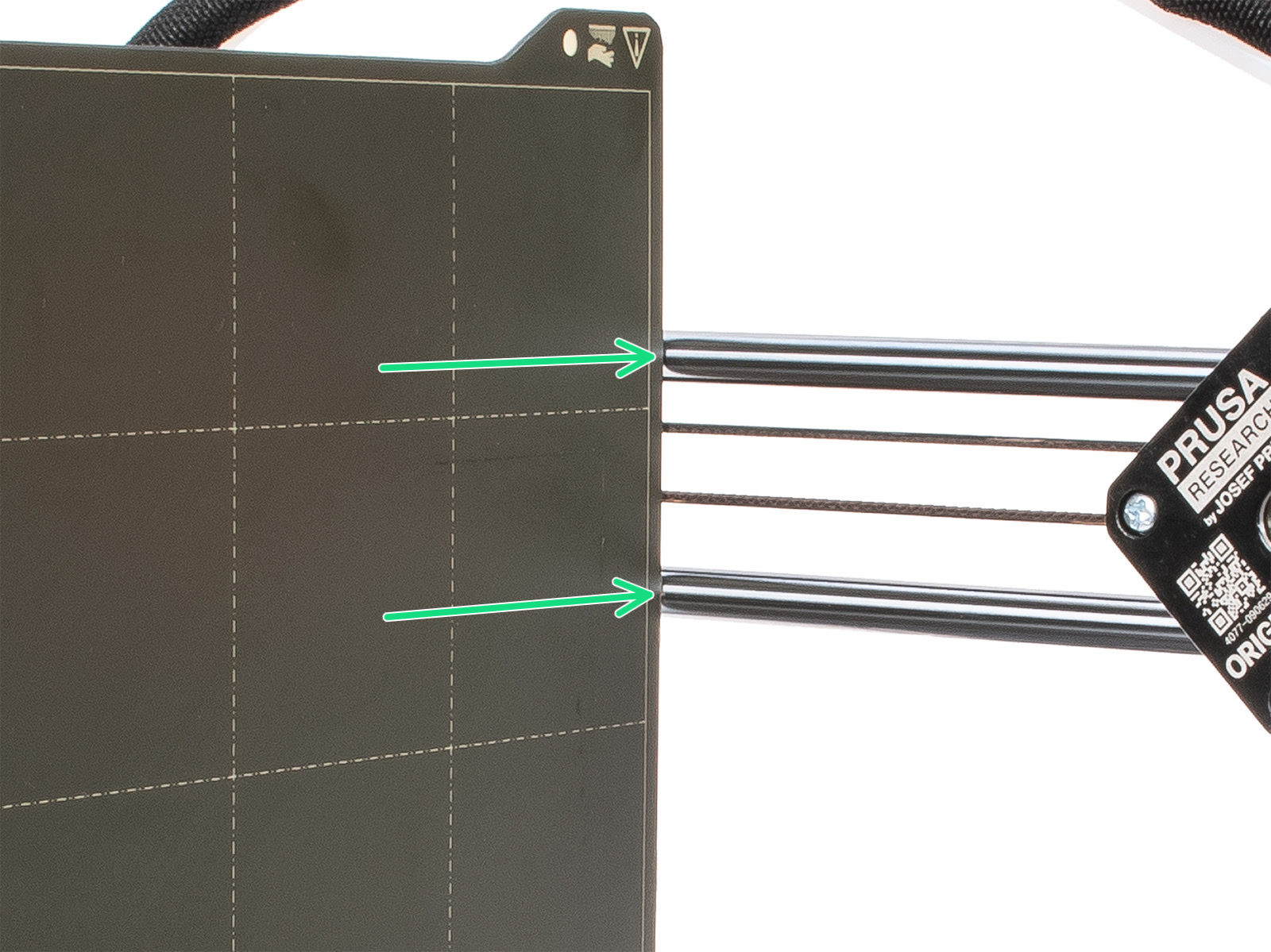
- Při současném kontrolování vzdálenosti mezi tryskou a vyhřívanou podložkou posunujte podložku z jednoho extrému do druhého (zelené šipky) a pozorujte, zda neuvidíte odchylku. Dejte pozor, abyste na podložku při jejím posouvání netlačili směrem dolů!
Osa YZ
Tímto se zkontroluje podložka (osa Y) vůči ose Z, zajistí se, aby hladké tyče X byly rovnoběžné a kolmé k ose Z, tryska musí směřovat přímo dolů.
- Zatímco jsou motory stále vypnuté, posuňte tiskovou hlavu na pravou stranu osy X.
- Vyhřívanou podložku posuňte do přední části tiskárny.
- Přejděte v LCD menu do Nastavení -> Pohyb osy -> Osa Z a otáčejte čudlíkem (knob) ve směru hodinových ručiček, dokud nebude tisková hlava/X-gantry zhruba 100-150 mm nad podložkou.
- Umístěte ocelový tiskový plát svisle na podložku zadním zářezem dolů. Při zatlačení na tyče osy X by se měl tiskový plát dotýkat obou hladkých tyčí současně.
- Pokud se nedotýkají současně, opatrně otočte plastovým dílem X-endem tak, aby se dotýkaly. Možná budete muset uvolnit dva šroubky na straně X-endu, které ji upevňují k tyčím, abyste jím mohli otočit.
{kind=link}
 |  |
- Přejděte do Nastavení ->Vypnout motory, a posuňte tiskovou hlavu doleva osy X.
- Potvrďte to ještě dvakrát ocelovým tiskovým plátem na vytištěné přerušované čáře vedle "50" a "150".
 |  |
Osa XZ
Zde se ujistěte, že tryska drží rovnoměrně stejnou vzdálenost od vyhřívané podložky po celé délce osy X. Kalibrace první vrstvy (MINI/MINI+) také nebude mít rovnoměrnou tloušťku po celé délce a bude na jedné straně podložky rovnější/slabší než na druhé.
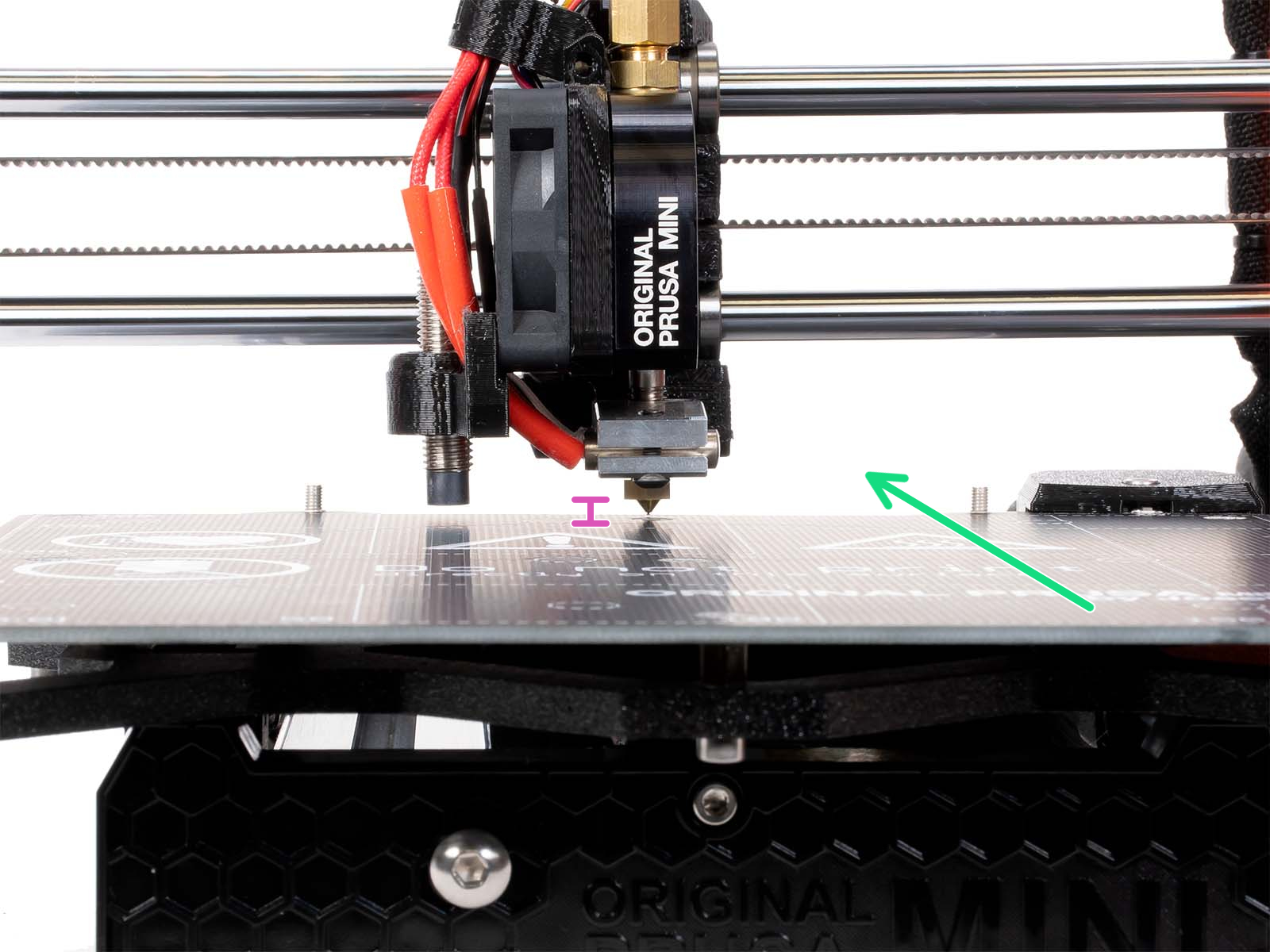
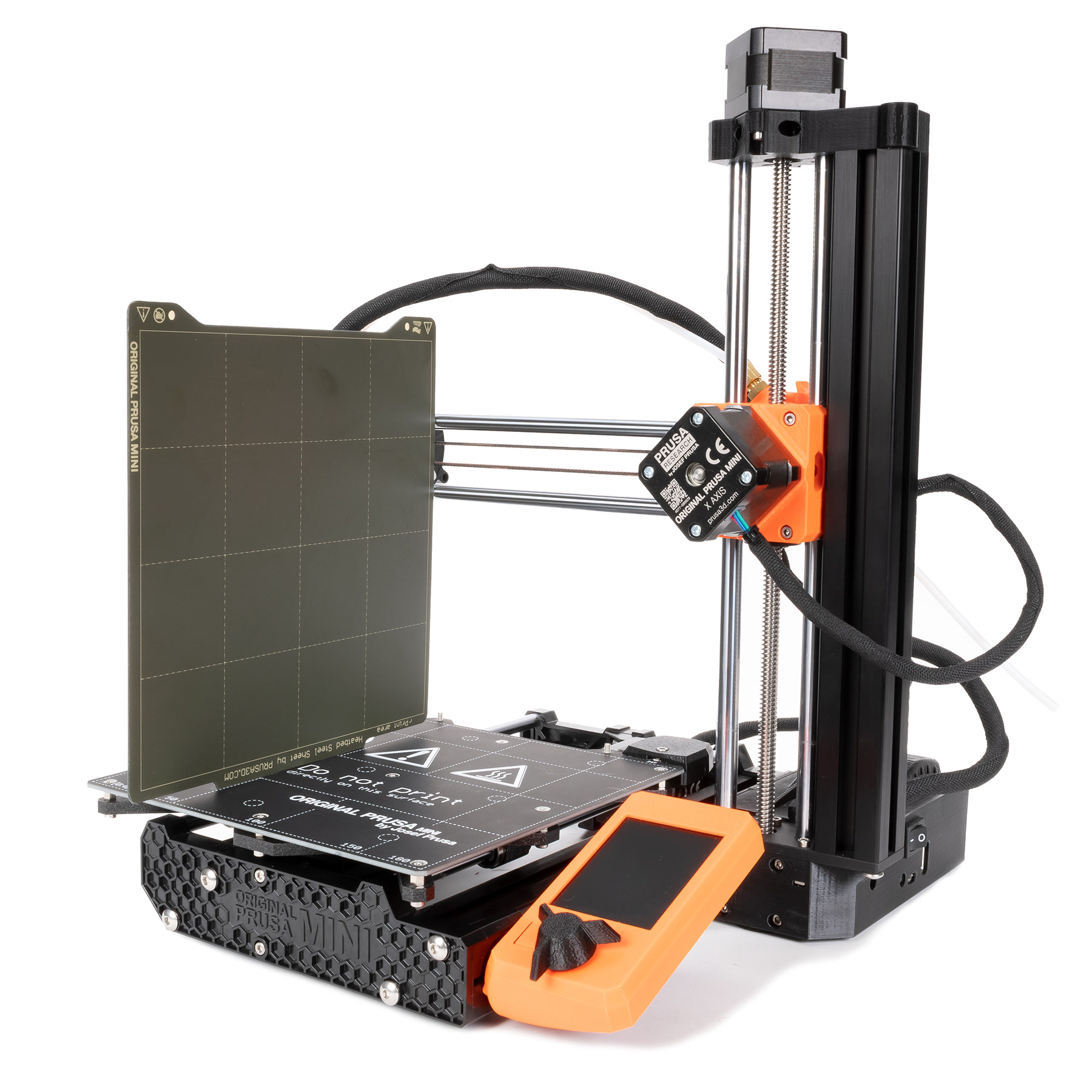
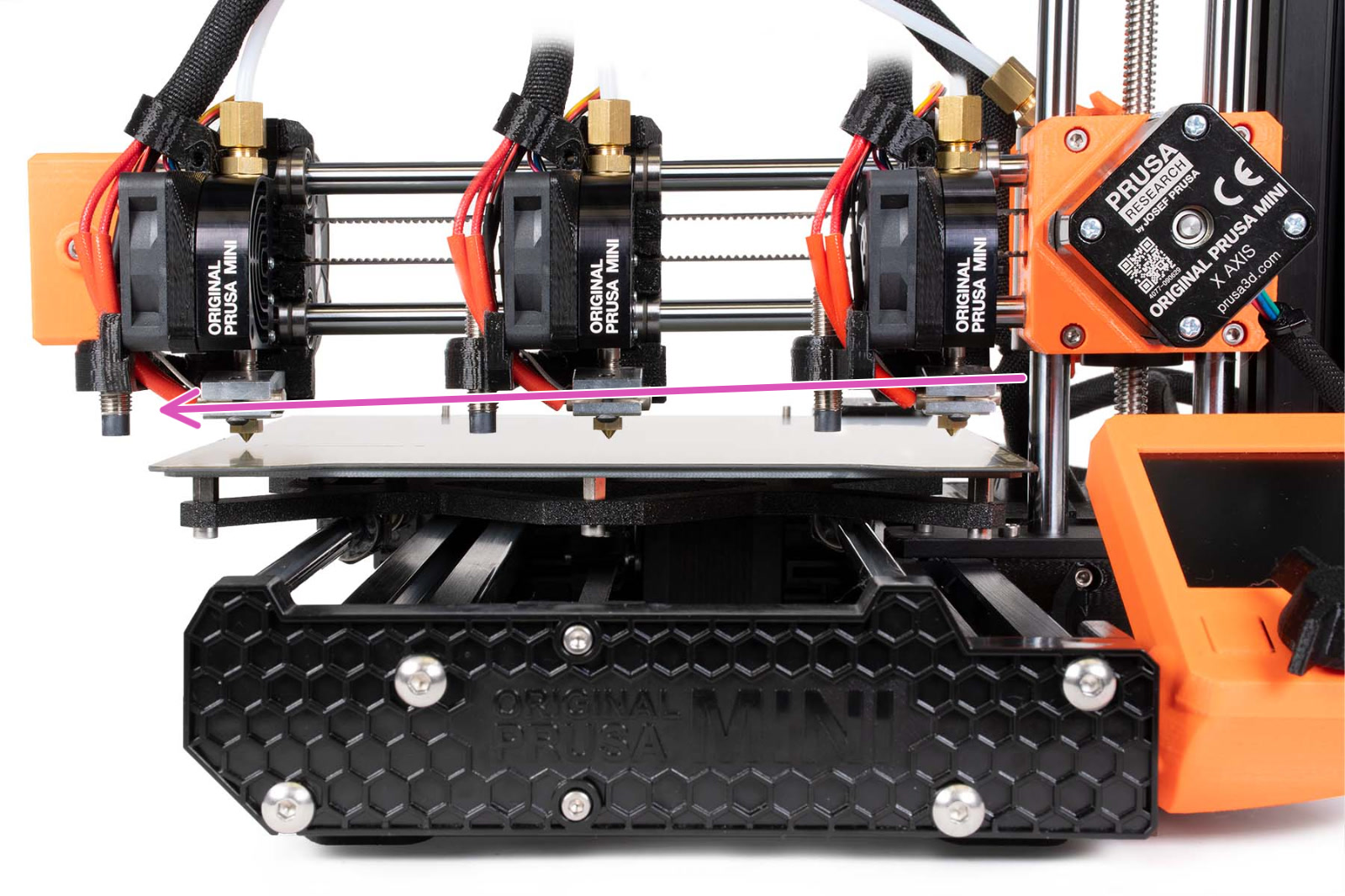
- Nastavte tiskárnu do výchozí polohy (LCD menu -> Kalibrace -> Auto home), což posune tiskovou hlavu úplně doprava a blízko podložky (obrázek vlevo). Všimněte si vzdálenosti mezi vyhřívanou podložkou a špičkou trysky (fialová linka obrázek vlevo).
- Restartováním tiskárny nebo přechodem do Nastavení -> Vypnout motory - je zakážete.
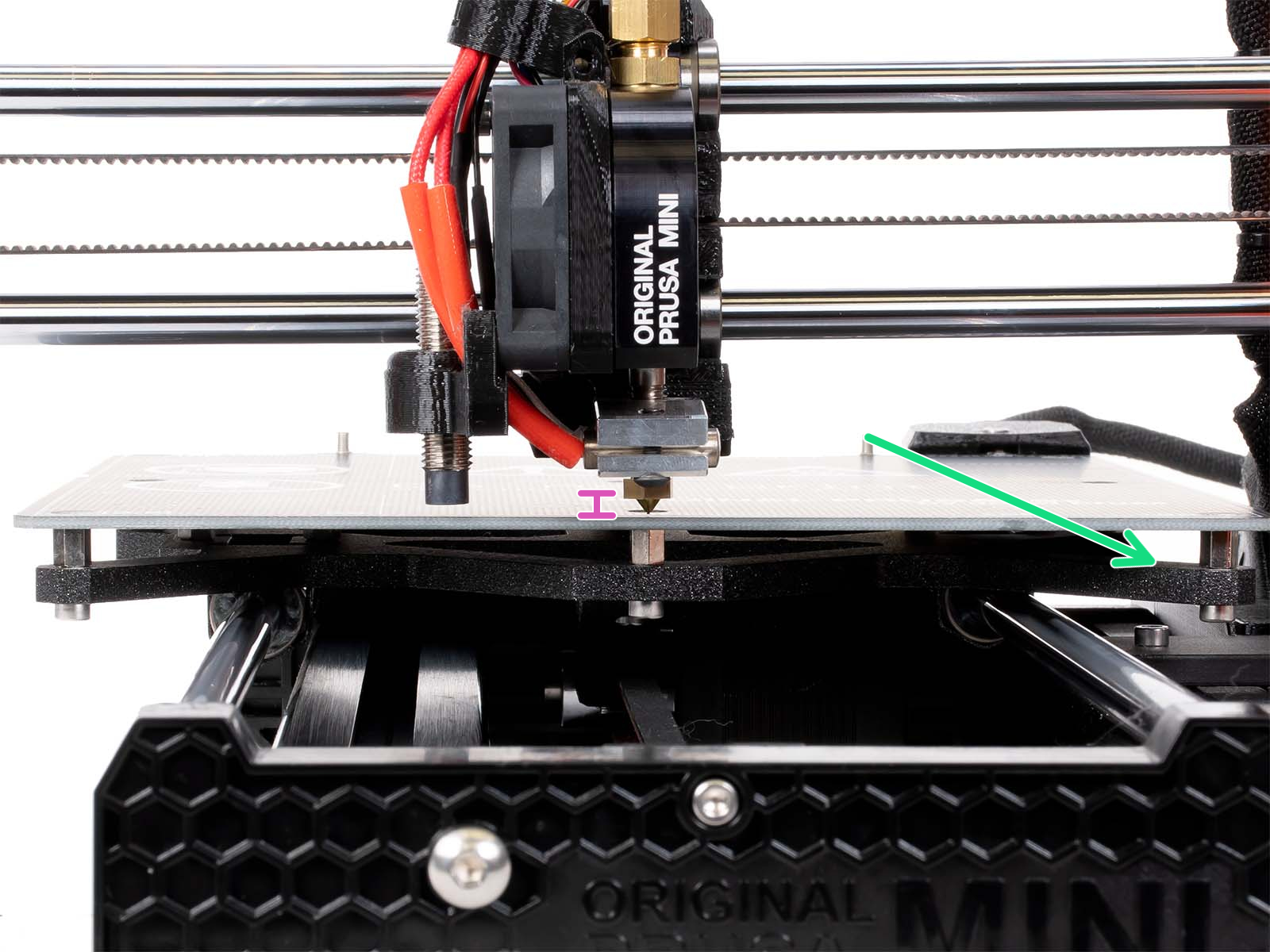
- Poté rukou posuňte tiskovou hlavu přes podložku doleva a zkontrolujte, zda nedošlo ke změně vzdálenosti. Špička trysky by měla mít stejnou vzdálenost od tiskového povrchu po celé délce osy X.
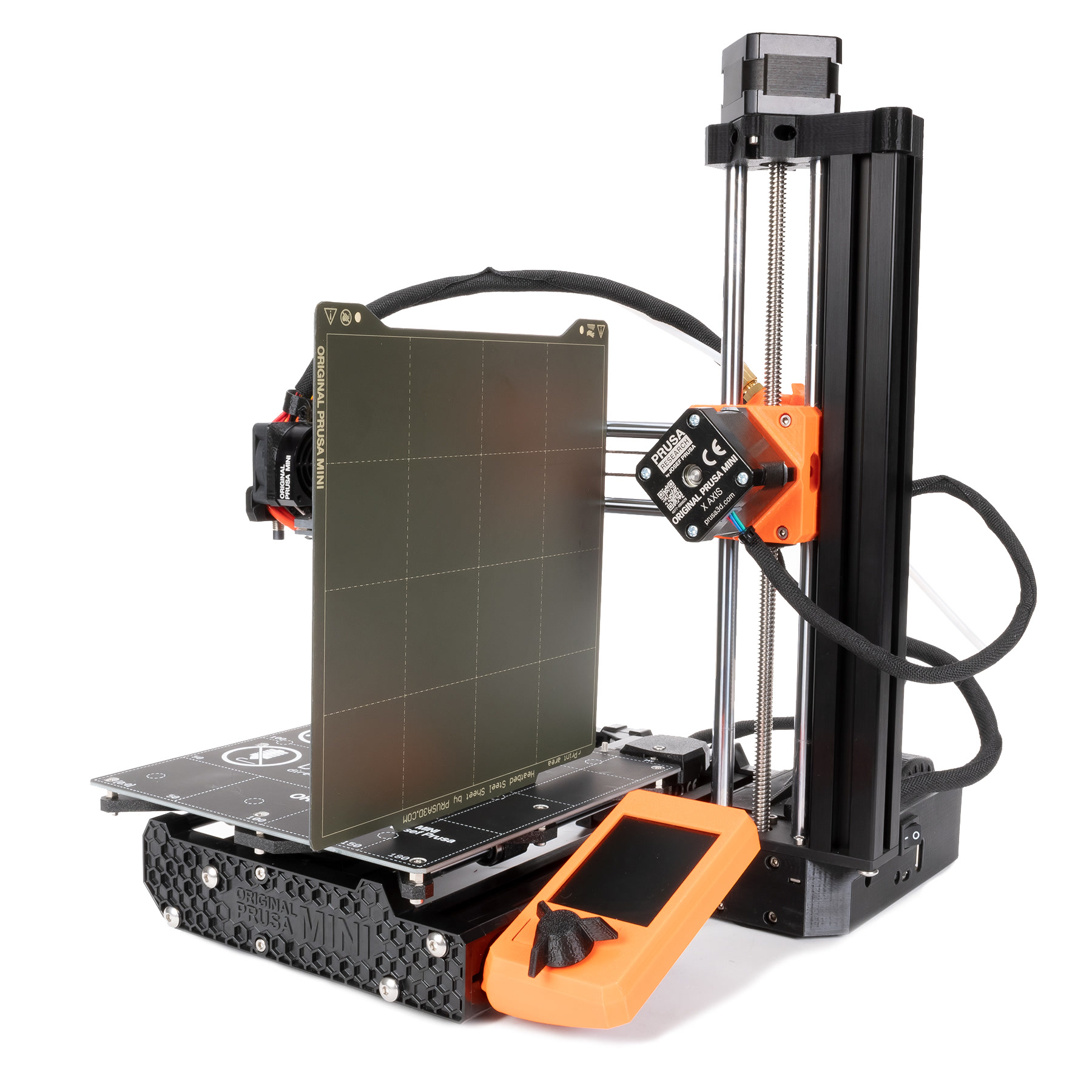
 Printer with an XZ skew to the left.
Printer with an XZ skew to the left.
Korekce osy XZ
Toto vychýlení opravíme přenastavením extruze osy Y. K tomu je zapotřebí 3mm inbusový klíč.
- Nastavte tiskárnu do výchozí polohy pomocí LCD menu Kalibrace -> Auto home.
- Restartováním tiskárny nebo přechodem do Nastavení -> Vypnout motory - je zakážete.
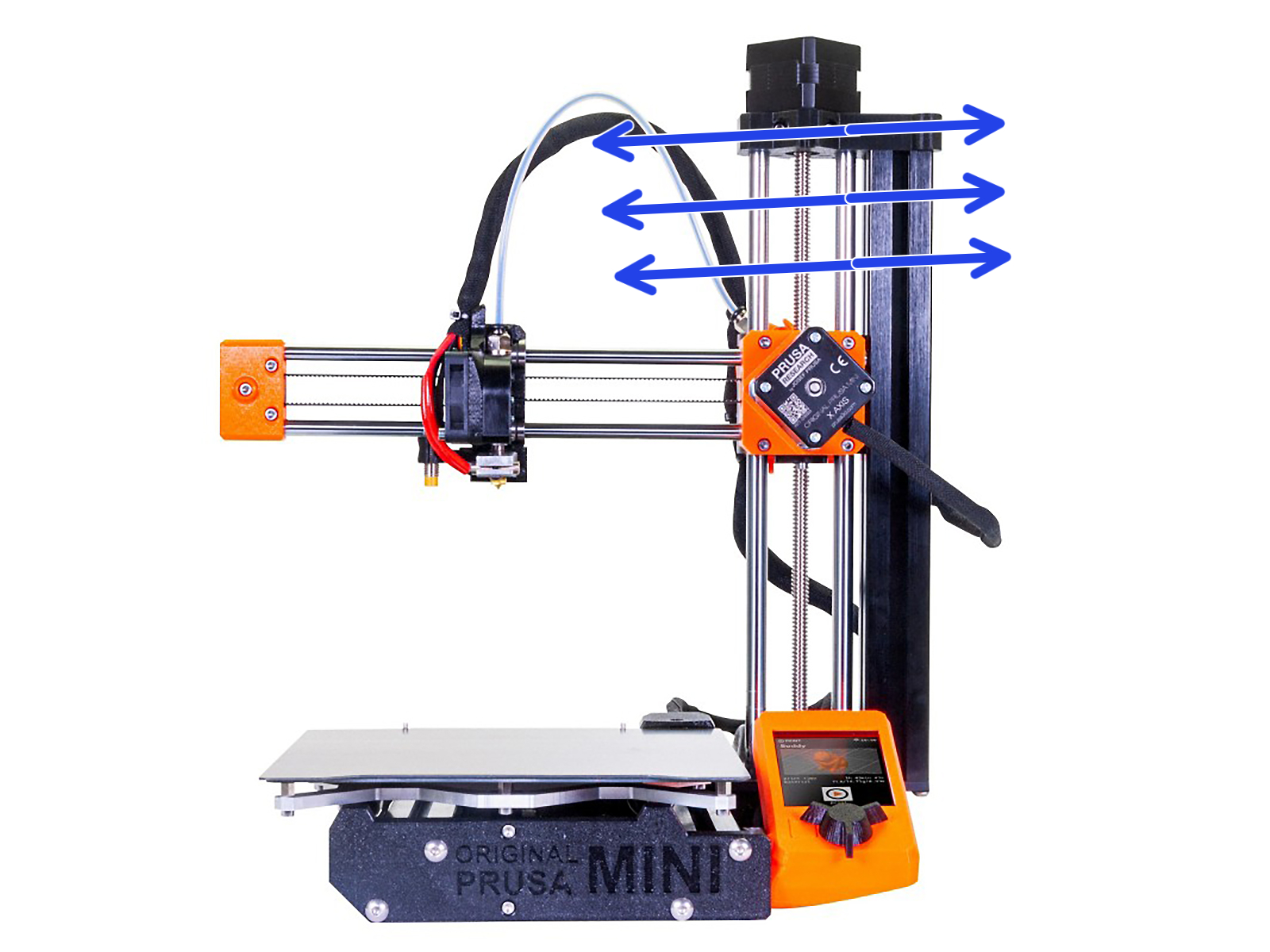
- Pomocí 3mm inbusového klíče povolte dva šrouby nejblíže ose Z na přední a zadní desce (fialová a zelená šipka). Šrouby neodstraňujte, pouze je povolte zhruba o čtvrt otáčky.
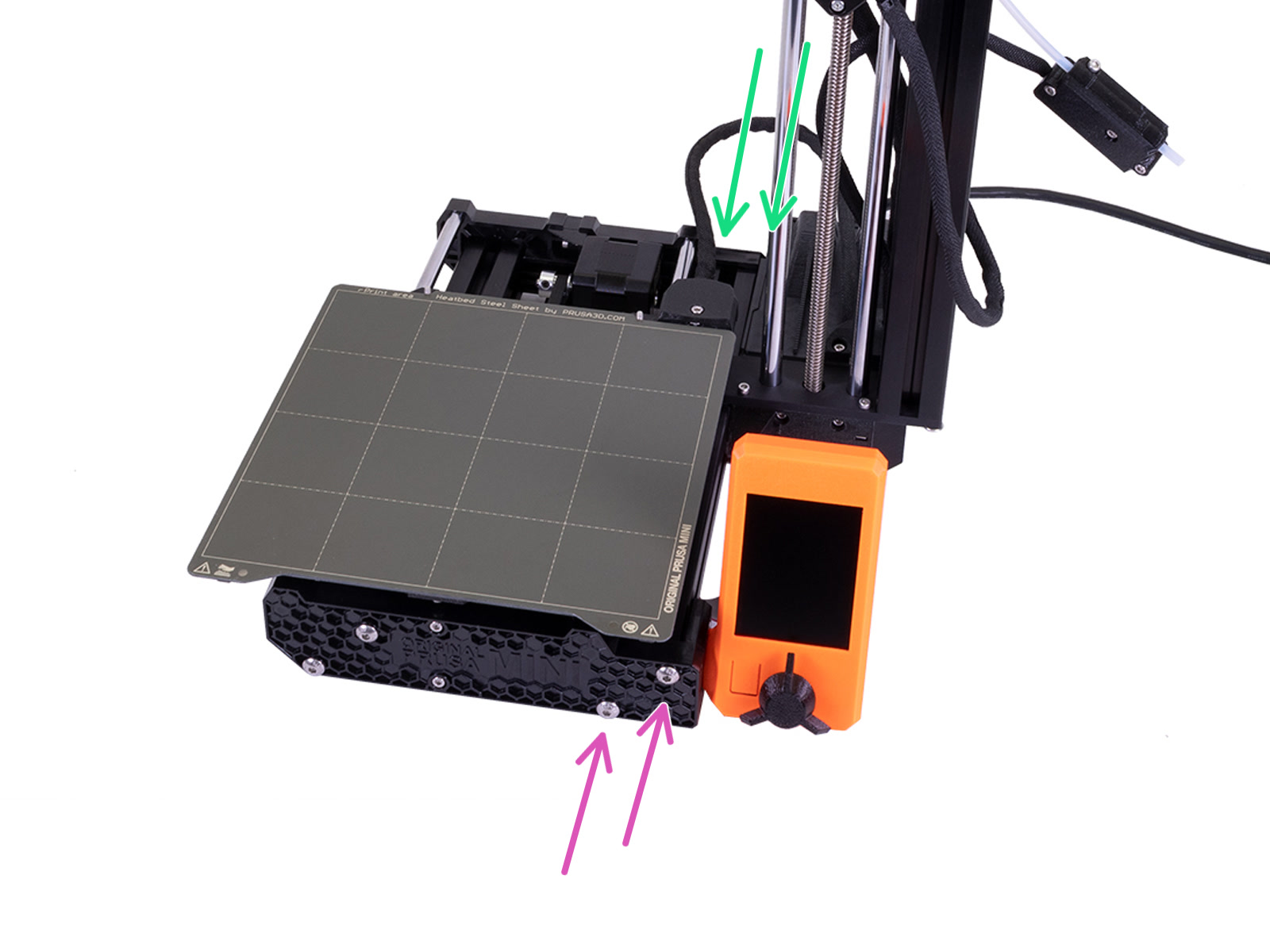
- Opatrně zatlačte/stiskněte na věž Z směrem k podložce nebo od něj (modré šipky), podle směru vychýlení. Při použití příliš velké síly můžete tiskárnu poškodit.
- Posuňte tryskou přes celou podložku abyste se ujistili, že má stejnou vzdálenost od tiskového povrchu po celé délce osy X (zelená šipka).
- Znovu zajistěte 4 šrouby na přední/zadní desce, které jste vyšroubovali v kroku 3.
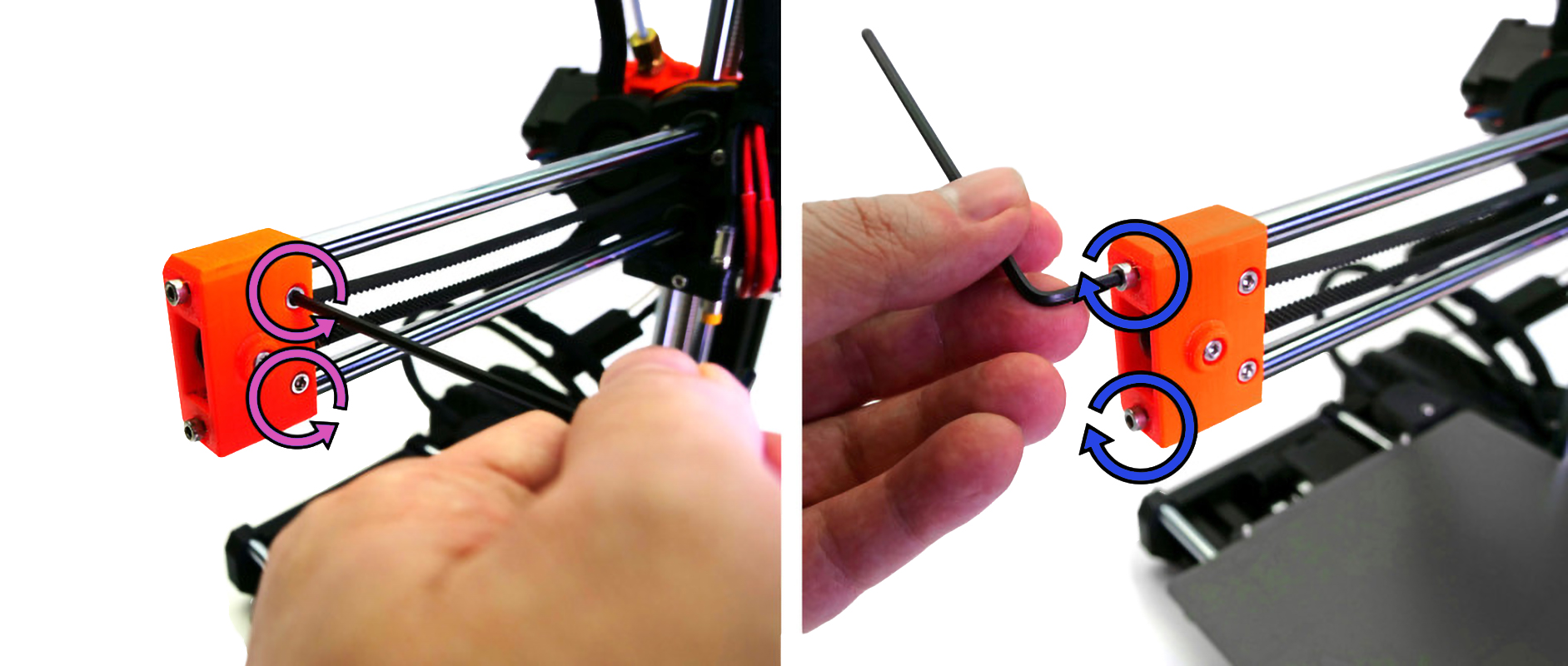
- Otočte dva šrouby po straně držáku idleru (fialové šipky) proti směru hodinových ručiček.
- Otočte vrchní šroub na konci po směru hodinových ručiček (vrchní modrá šipka). Tím se rameno osy X sníží a spraví se zkosení.
- Znovu utáhněte držák idleru (idler-holder) otočením šroubů po straně po směru hodinových ručiček.
- Otočte dva šrouby po straně držáku idleru (fialové šipky) proti směru hodinových ručiček.
- Otočte spodní šroub na konci po směru hodinových ručiček (spodní modrá šipka). Tím se X rameno zvedne a opraví se zkosení.
- Znovu utáhněte držák idleru (idler-holder) otočením šroubů po straně po směru hodinových ručiček.
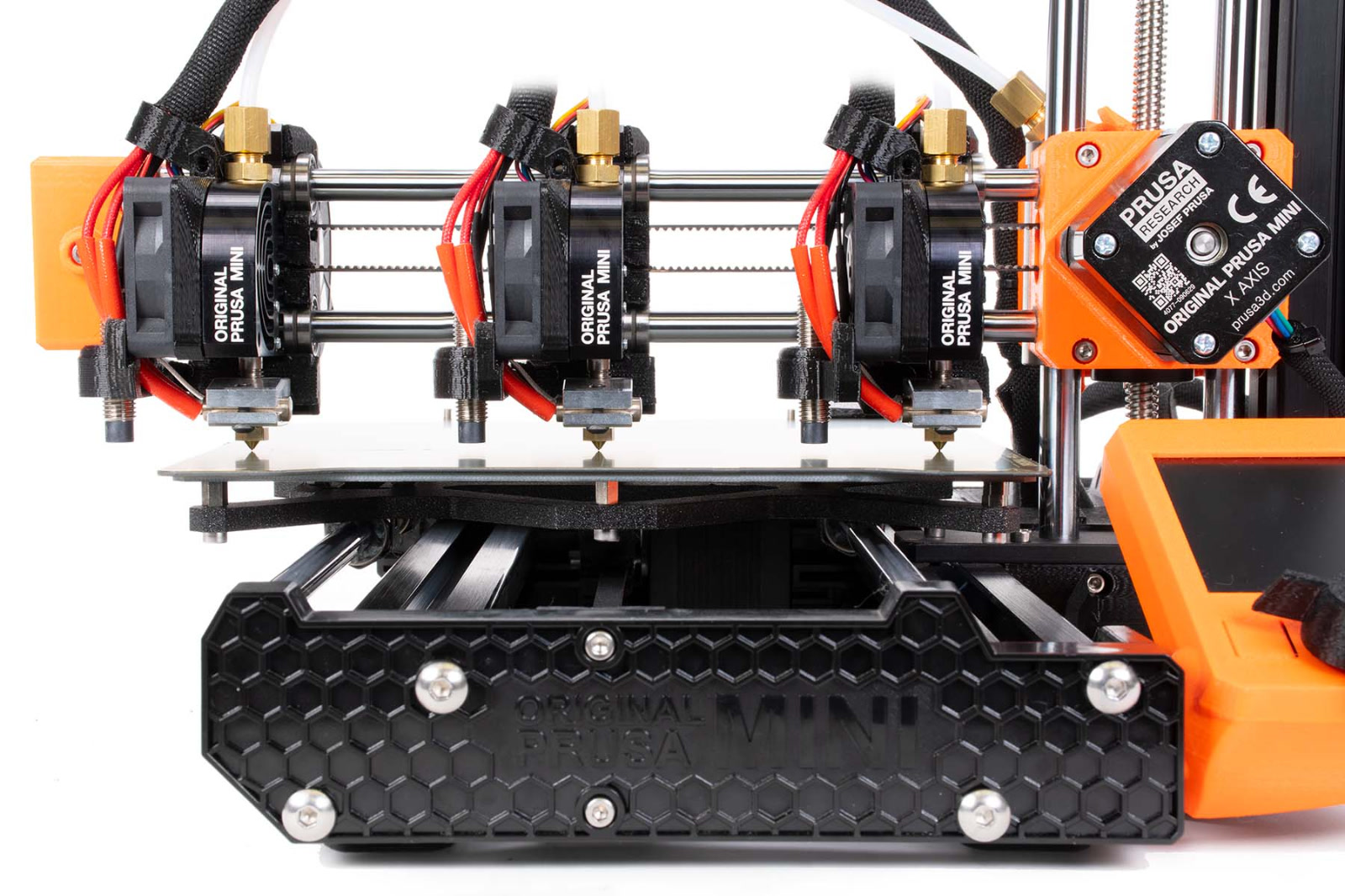
Opravená tiskárna bez zkroucení.
Jemné doladění osy XZ
Při velmi malé odchylce (0,5 - 1 mm) může být obtížné provést nastavení výše uvedenou metodou. Použijte tuto metodu k jemnému doladění nastavení, ale je důležité, aby se oba koncové šrouby nelišily o více než 0,5-1 mm v tom, jak moc vyčnívají.
Úprava směrem dolů
Úprava směrem nahoru
3 komentáře
Děkuji
Pokud máte vykřivenou osu která je hliníkový profil a tyče přichycené ke kovové základně, kontaktujte prosím naši technickou podporu.
a co dělat, když mám zvednutý střed vyhřívané podložky oproti krajům a rohům? Vypadá to, jako by byla podložky vyboulena a poté je první vrstva na krajích OK a uprostřed se trhá...
Budu rád za nějakou radu.
Děkuji Veselý