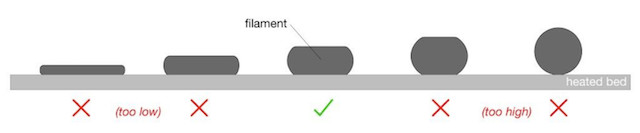
Kalibrace první vrstvy se používá ke kalibraci vzdálenosti mezi špičkou trysky a tiskovým povrchem. Cílem je upravit výšku trysky, dokud extrudovaný plast pěkně nepřilne k podložce. Filament by měl být mírně zmáčknutý (rozplácnutý).
Tiskárny sestavené v Prusa továrně jsou už správně vyladěné a tato kalibrace je zapotřebí pouze v případě, že si tiskárnu sestavujete sami doma. Kalibrace první vrstvy je součástí Wizardu / Průvodce (poslední krok Kalibrace XYZ). První vrstvu můžete také později překalibrovat přes LCD-menu - Kalibrace - Kalibrace prvni vrstvy. Během tohoto procesu točte otočným tlačítkem pro ruční úpravu vzdálenosti mezi tryskou a vyhřívanou podložkou. Tiskárna bude mezitím tisknout zkušební vzor.
U nově sestavené tiskárny začnete na nule a budete se pohybovat do záporných hodnot (-), což bude snižovat vzdálenost mezi tryskou a vyhřívanou podložkou. Počáteční nulová hodnota je nastavena pozicí senzorů P.I.N.D.A./SuperPINDA<strong>Točte hlavním tlačítkem proti směru hodinových ručiček pro přiblížení trysky k podložce a posunu hodnoty směrem od nuly. Hodnota je pro každou tiskárnu jedinečná a může se také časem a použitím mírně měnit. Při upravování výšky proto musíte tiskárnu a zejména trysku samotnou vizuálně kontrolovat a neřídit se pouze nastavenou hodnotou.
Nesprávná kalibrace první vrstvy může vést k řadě problémů. Když je tryska příliš daleko od tiskového povrchu, riskujete, že se váš tisk nebude správně lepit, což může mít za následek blob (hrudku). Pokud, na druhou stranu, nastavíte vzdálenost trysky příliš blízko, můžete se setkat s problémy s extruzí a ucpáváním a nízkou kvalitou tisku, nebo dokonce poškodit hardware, jako Flexibilní ocelový plát kvůli přílišnému přilepení výtisku k plátu. Je proto důležité vše nastavit správně.
Než budete pokračovat, ujistěte se, že tiskový povrch (ocelový tiskový plát se zrnitým, hladkým nebo saténovým povrchem) je čistý. Informace o tom jak vyčistit tiskové pláty najdete v článku o přípravě tiskového povrchu PEI. Mezi tím, jak by to mělo vypadat u zrnitého a hladkého ocelového plátu, jsou drobné rozdíly. Proto vám ukážeme obrázky a pokyny pro oba. Začneme hladkým plátem.
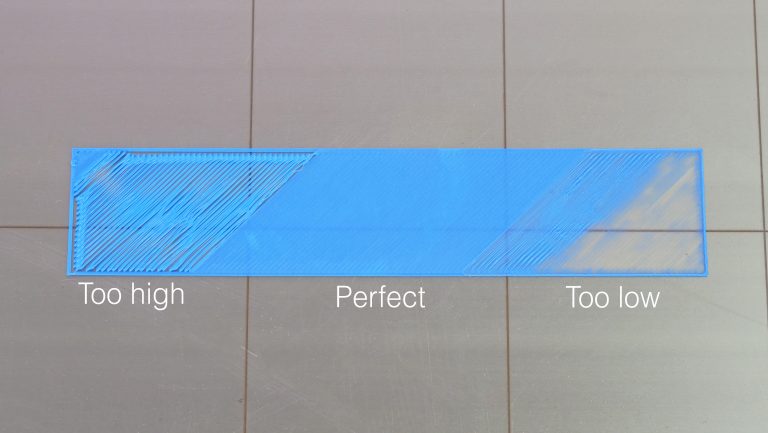
Tiskový plát s hladkým povrchem
Příliš vysoko
Linka vytlačeného filamentu by měla být zploštělá, ale ne úplně zmáčknutá. Na čtverci na konci zkušebního vzoru by mezi linkami neměly být žádné mezery (obrázek vlevo), to by totiž znamenalo, že je tryska příliš vysoko. V takovém případě bude hodnota příliš blízko nule
Příliš nízko
Pokud je tryska příliš nízko (obrázek vpravo), uvidíte, že linka je zcela naplocho zmáčknutá a čtverec na konci bude mít mezi linkami rýhy a číselná hodnota bude příliš vzdálená nule. Když je tryska příliš nízko, mohou se okraje čtverce také začít kroutit nahoru. V extrémním případě bude vlákno filamentu roztaženo tak tence, že skrz něj budete moci vidět, což nakonec povede k ucpání hotendu.
Tak akorát
Správné nastavení vám ukáže rovný povrch (obrázek uprostřed), bez mezer mezi linkami, bez brázd. Jak už jsme uvedli, numerická hodnota závisí na přesné poloze senzoru P.I.N.D.A./SuperPINDA, která bude unikátní pro každou tiskárnu a bez vizuální reference nic neznamená. Obvyklý rozsah je nicméně mezi -0,400 a -1,500.
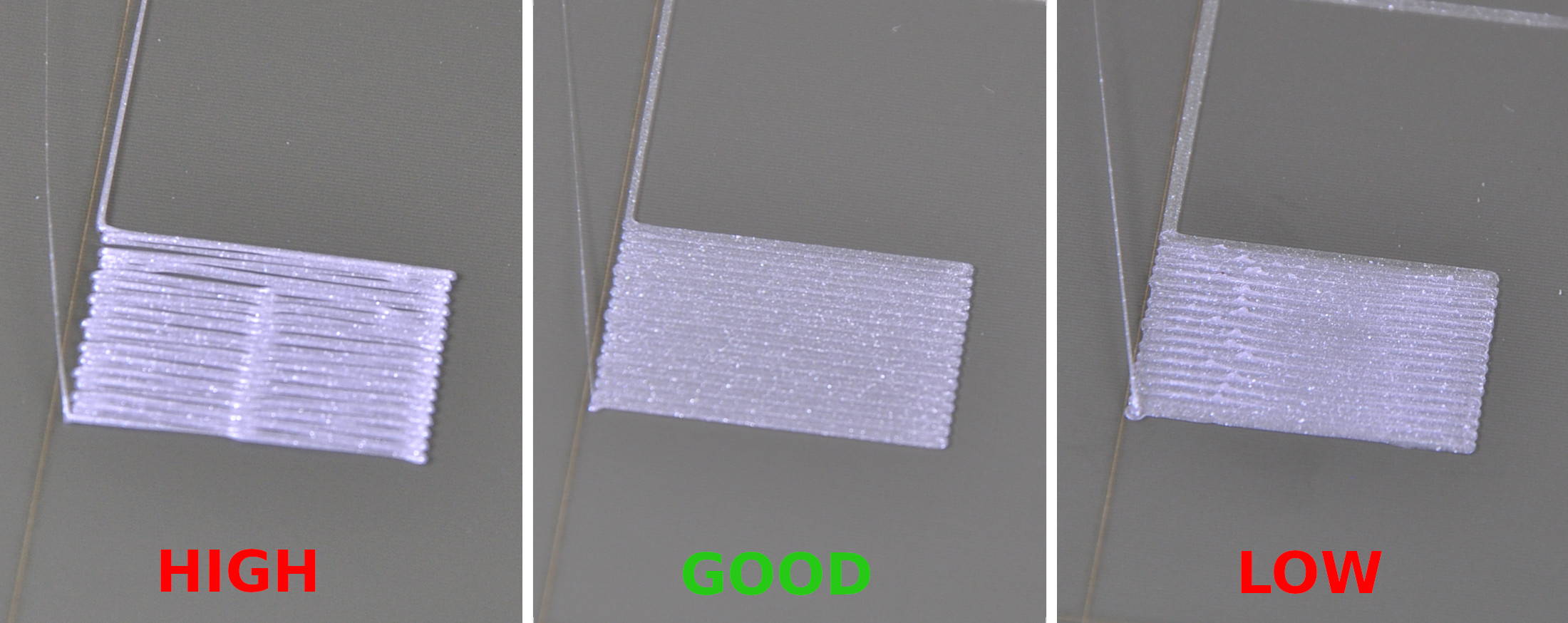

Tiskový plát se zrnitým povrchem
Texturované pláty jsou tenčí než pláty s hladkým PEI, proto je nutné posunout trysku o něco blíže. Výsledek by ale měl být nakonec stejný jako v případě hladkého plátu. Znovu platí, že pokud je tryska nastavena příliš nízko (obrázek vpravo), může se filament začít kolem okrajů kroutit nahoru, jako kdyby nepřilnul. Numerická hodnota bude příliš vzdálená od nuly a musí být upravena zpět.
Pokud je nastavena příliš vysoko, uvidíte, že čára je kulatá a mezi řádky koncového čtverce budou mezery. V tomto případě je hodnota příliš blízká nule.

Podívejte se na trysku
Jedna vrstva filamentu je silná asi 0,2 mm. Může být užitečné podívat se na trysku a její vzdálenost od tiskového plátu. Měření tištěné vrstvy posuvným měřítkem však není doporučenou metodou ke kalibraci první vrstvy.

Kdy spustit kalibraci první vrstvy
Kalibrace první vrstvy by obecně měla být provedena pokaždé, když proběhne zásadní změna v sestavě tiskárny. Pokud přesunete tiskárnu na jiné místo, měli byste znovu spustit všechny kalibrace.
Jiné problémy
- Pokud se šířka linky mění po celé její délce, možná budete muset provést Korekce podložky (Korekci podložky).
- Pokud se tryska dotkne vyhřívané podložky, znamená to, že pružný ocelový tiskový plát neaktivuje leveling senzory SuperPINDA/P.I.N.D.A., a musí proto být senzor posunut níže ve svém držáku. Tím se přiblížíte úrovni špičky trysky. Měli byste se ujistit, že plát bude upraven podle pokynů v Preflight check manuálu k sestavení. Pokud pohnete leveling senzorem, musíte také znovu spustit Kalibraci první vrstvy.
9 komentářů
http://help.prusa3d.com/cs/guide/9-preflight-check_76792
Pro změny typů steel sheetů bez nutnosti nové kalibrace je šikovné si nastavit profily tiskových plátů.
Hladký a zrnitý/saténový jsou jinak vysoké.
sestavena tiskarna mini+ dorazila v poradku. Pri kalibraci prvni vrstvy jsem uplne na maximalni hondote v minus rozsahu a tryska je stale pomekud vysoko. Tisk je sice mozny, a zda se, po dosavadnich vytiscich, ze jinak je vse v poradku, jen vzhled prvni vrstvy presne odpovida tomu, co je v manualu oznaceno jako "tryska vysoko". Jak mohu trysku spustit jeste trochu nize, kdyz v kalibraci jsem zapornem maximu?
Dekuji
Dobrý den. Je možné, že je potřeba SuperPINDA sondu dát trošku výše. Pokud re-kalibrace PINDY podle návodu nepomůže (uvolnit sondu, otáčením tyčí Z motorů snížit tiskovou hlavu na úroveň, kdy se tryska dotýká heatbedu, podložit uvolněnou sondu o výšku zip-pásky nebo platební karty a utáhnout v této poloze, opět zvednout tiskovou hlavu a překalibrovat) - zkusil bych při této kalibraci sondu podložit dvěma páskami, nebo dvěma kartami. Je důležité dát si pozor, aby sonda nebyla zas moc vysoko, jinak bude tryska rýt do tiskového plátu a zničí ho. Pokud je hodnota Live-adjust-Z -2000, pri nadzvednutí PINDY přesně o 1mm oproti její stávající poloze, by mělo Live-Adjust-Z být -1000, což je rozumnější hodnota.