Po úspěšném dokončení stavby Original Prusa MMU3 upgradu a provedení 11. První Výtisk podle návodu k sestavení by mělo být vše připraveno k provozu. Pokud však narazíte na opakující se problémy, připravili jsme pro vás kontrolní seznam možných příčin problému.
Potřebné kalibrace
Při stovkách výměn filamentu, ke kterým může dojít během jediného MMU tisku, musí systém vědět, kde se každý filament právě nachází. K tomu je třeba správně nakonfigurovat dva senzory.
U MK3/S/+ a MK3.5 můžete zkontrolovat, zda se spouštějí správně, v nabídce LCD v sekci Podpora -> Info o senzorech. Každý z nich by měl ukazovat „1“, když je filament zaveden, a „0“, když není.
V MK3.9/4 můžete přidat stavy senzoru filamentu a SuperFINDA do zápatí přechodem do menu LCD -> Nastavení -> Uživatelské rozhraní -> Zápatí. Budou zobrazovat „VYPNUTO“, když není filament zaveden, a „ZAPNUTO“, když filament zaveden je.
Kalibrace senzoru IR filamentu
Jedná se o jeden ze dvou senzorů MMU3, umístěný na extruderu tiskárny.
U tiskáren MK3S/+ a MK3.5 se před zahájením tisku ujistěte, že je IR senzor filamentu správně zkalibrován.
Pokud máte nějaké problémy se senzorem filamentu u MK3.9/4, podívejte se na řešení problémů zde: Senzor filamentu na Nextruderu (CORE One, CORE One L, MK4/S, MK3.9/S, XL).
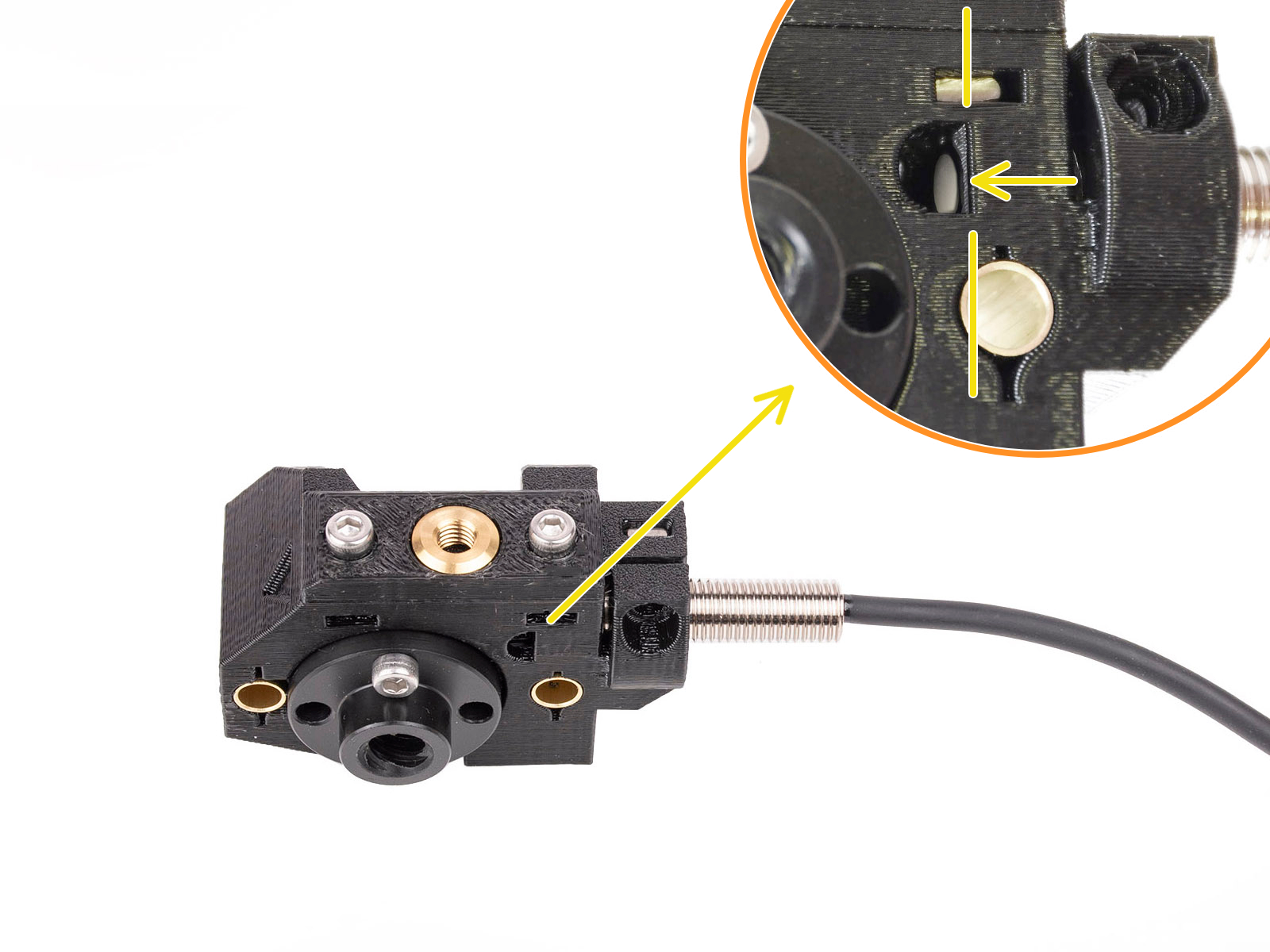
Kalibrace senzoru SuperFINDA
SuperFINDA je druhý senzor MMU3. Jeho nastavení je klíčové pro zajištění hladkého provozu. V jeho okolí se mohou hromadit nečistoty nebo filament pocházející z výměny filamentu. Ujistěte se, že špička senzoru SuperFINDA je zarovnaná s otvorem ve tvaru písmene D, jak je znázorněno na obrázku níže.
Konfigurace Hardwaru
Napětí přítlačných šroubů
Stejně jako přítlačný šroub extruderu musí být i jeho protějšky v MMU3 dobře utaženy. Pokud budou utaženy příliš pevně, idler bude mít potíže s nastavením základní polohy a modul MMU nebude fungovat správně. Příliš silné utažení může také způsobit „ucpání“ řemeničky filamentem. Pokud jsou šrouby příliš volné, může mít modul MMU potíže se správným uchopením filamentu. Chcete-li najít ideální napětí, seřiďte oba přítlačné šrouby tak, aby horní část hlavy šroubu byla mírně nad horní plochou dílu idler body.
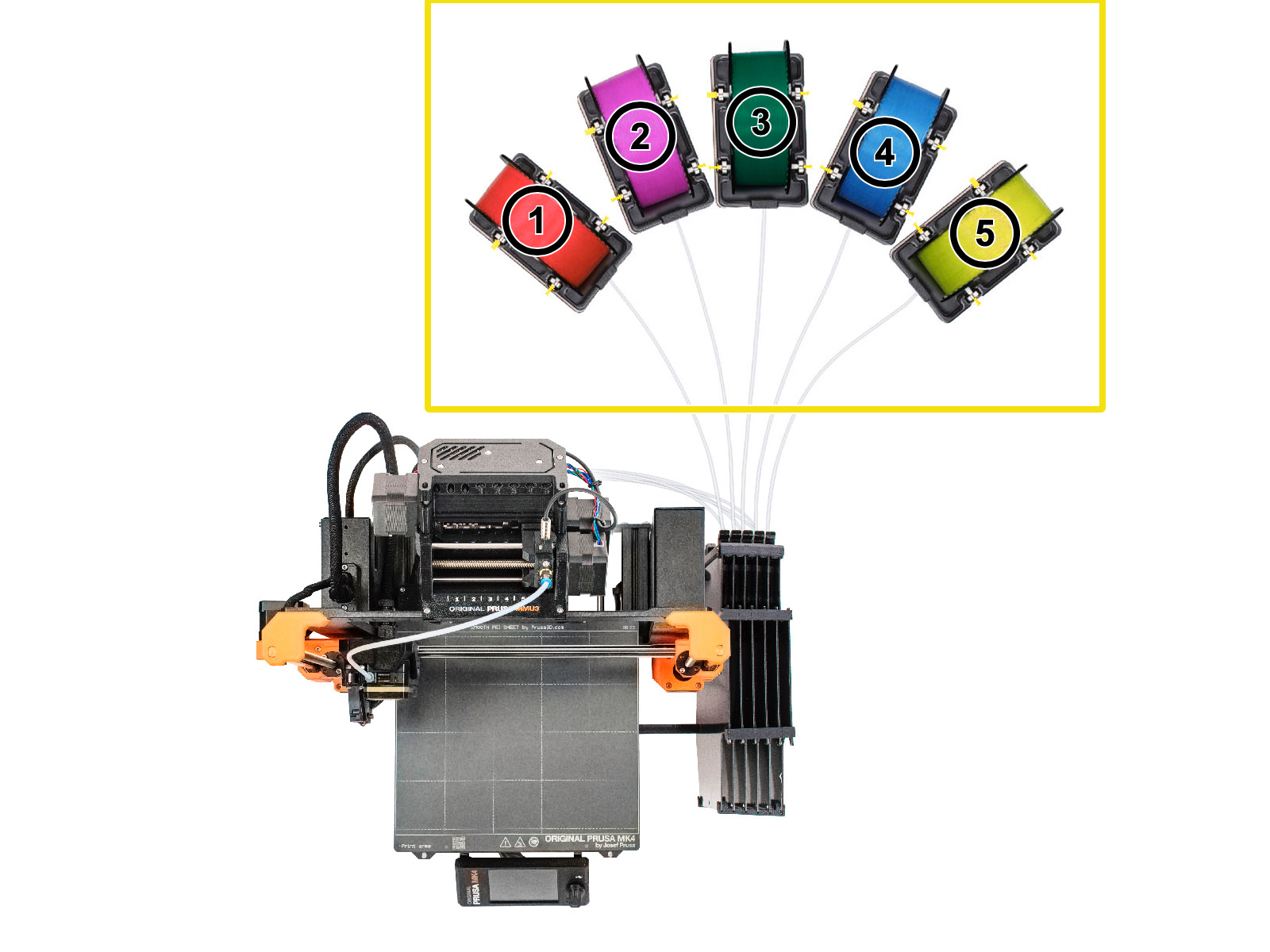
Polohování cívky a zásobníku
Držáky cívek by neměly být umístěny příliš blízko sebe. V ideálním případě by cívky měly být umístěny způsobem popsaným a znázorněným v příručce (obrázek níže).
Kontrola sestavení
Ložiska Idleru
Pět ložisek vyčnívajících z válce idleru se musí volně otáčet na svých hřídelích. Pokud tomu tak není, můžete ložisko demontovat a zkontrolovat vytlačením hřídele z opačné strany. Použijte tyč nebo inbusový klíč o délce nejméně 100 mm.

Zajištění idleru na hřídeli
Kovový spojovací prvek spojuje idler a idler body. Ujistěte se, že jsou čtyři šrouby M3x10 dobře utažené. Poté pomocí 2mm inbusového klíče zkontrolujte, zda je přítlačný šroub pevně utažený na ploché části hřídele motoru. Poté se ujistěte, že se idler volně otáčí.
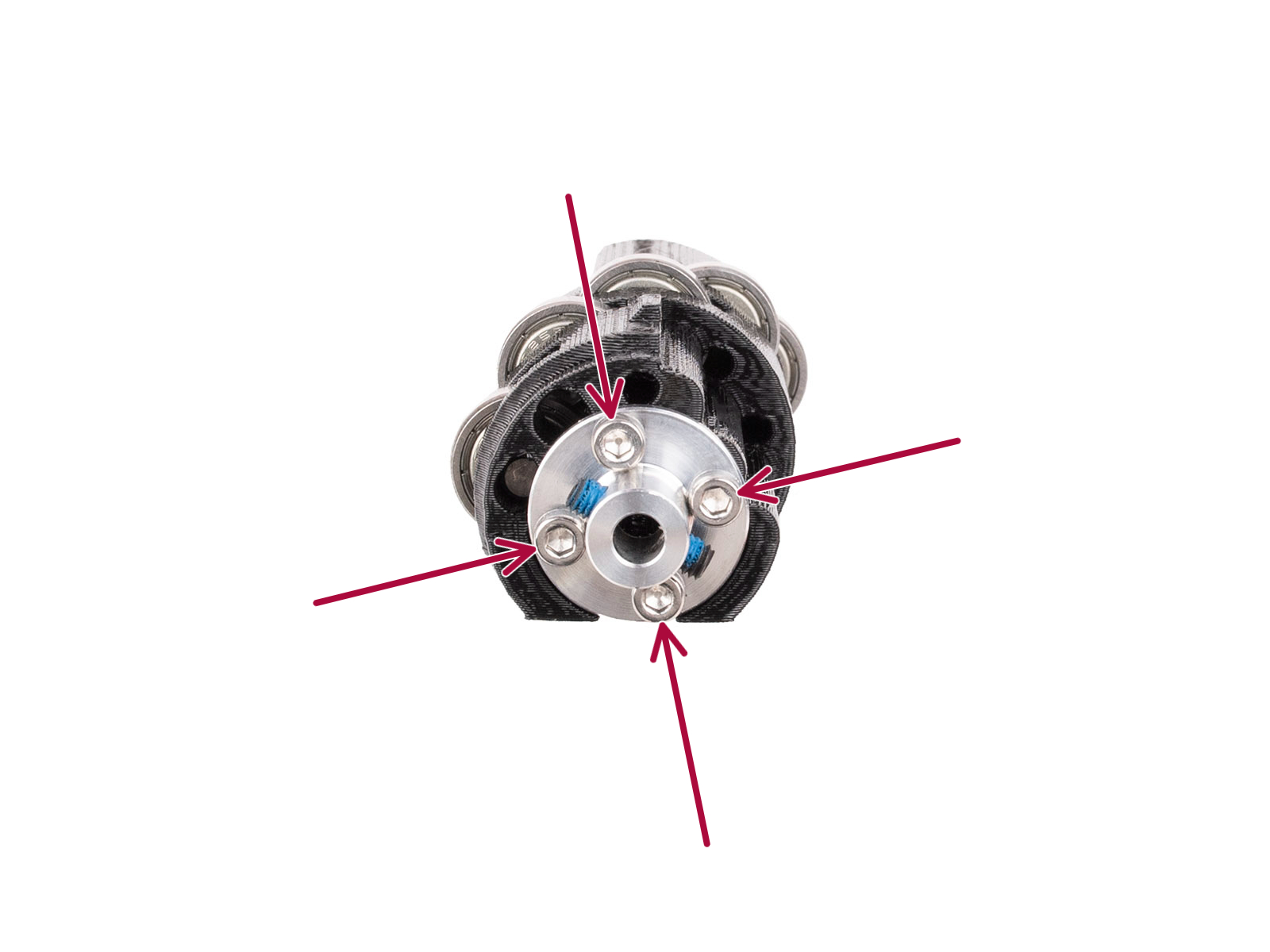 |  |
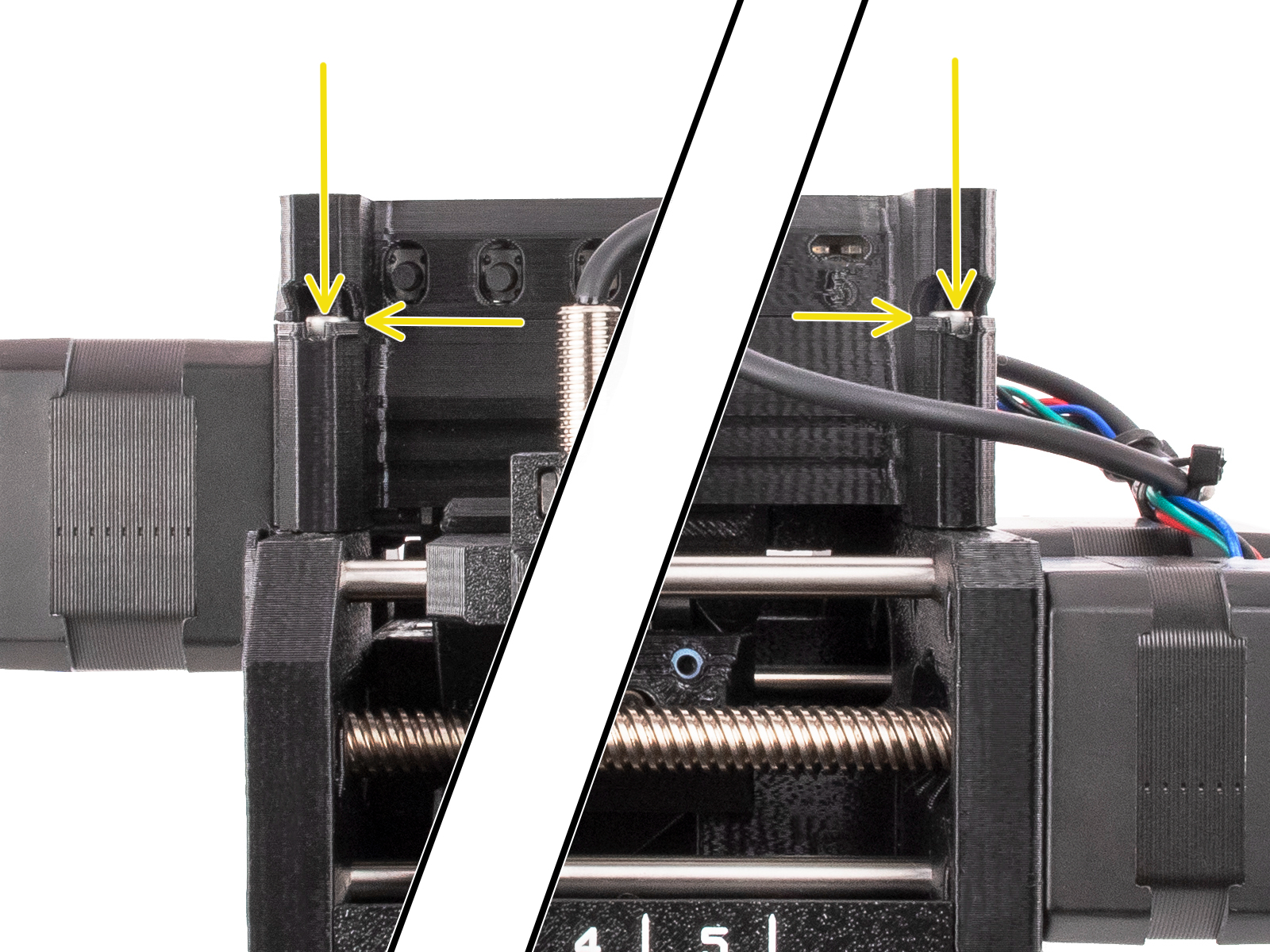
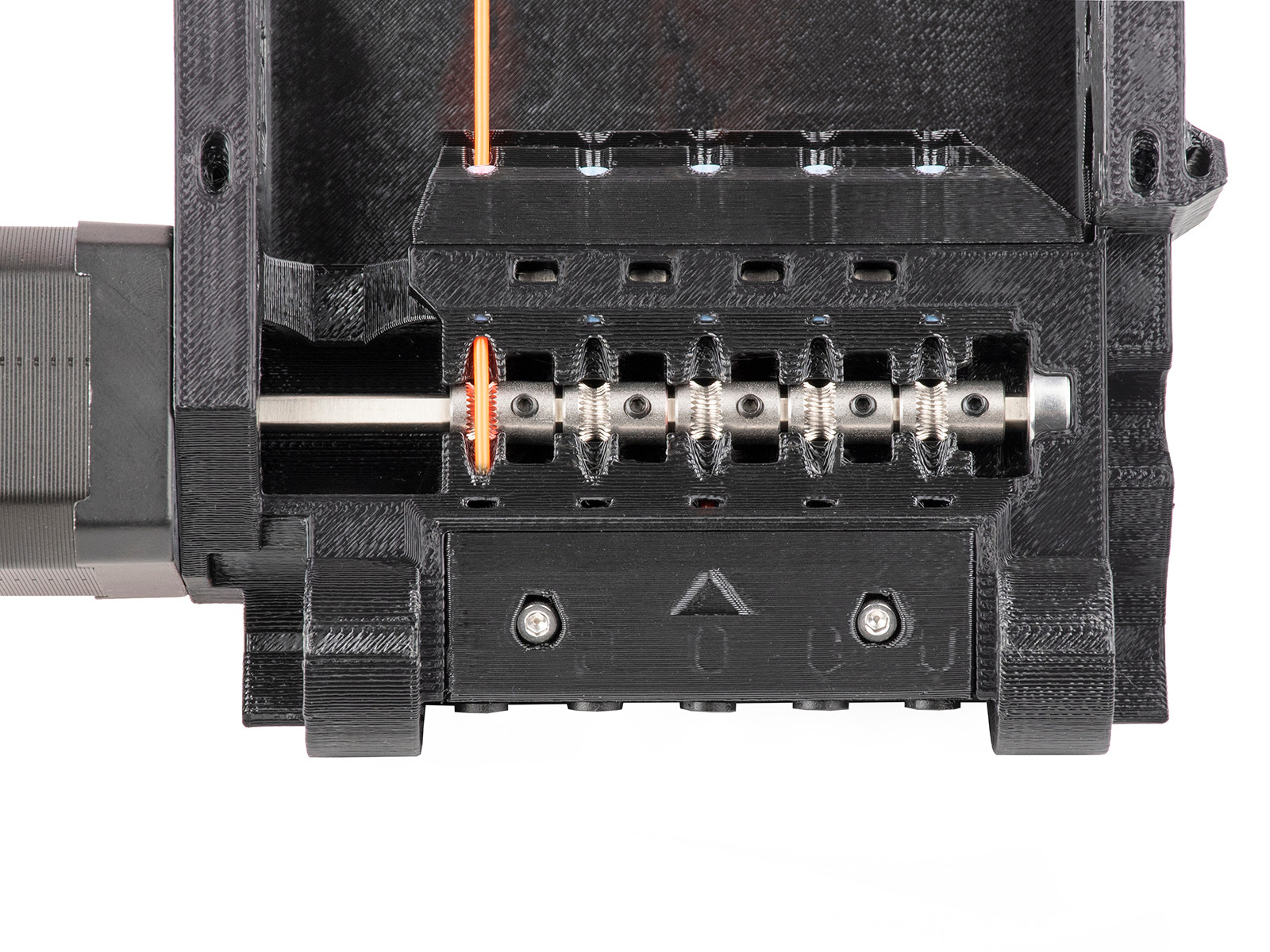
Zarovnejte řemeničky
Filamenty jsou protlačovány modulem MMU3 pomocí 5 řemeniček, namontovaných na dlouhé hřídeli řemeničky motoru. Stavěcí šrouby musí být:
- Umístěny na levé straně, dále od motoru.
- Nastaveny přesně v jedné rovině s otvory pro filament a filamentem, jak je znázorněno na následujícím obrázku.
- Zajištěny malým černým stavěcím šroubem proti ploché straně hřídele motoru.
Černé objímky
PTFE trubičky, které vedou filament do modulu MMU, jsou udržovány na místě pomocí 5 objímek. Objímky musí být zajištěny, aby se PTFE trubičky během tisku nevysunuly. Mějte na paměti, že PTFE trubička je volná, když je objímka zatlačená, a upevněná, když je odtažená.
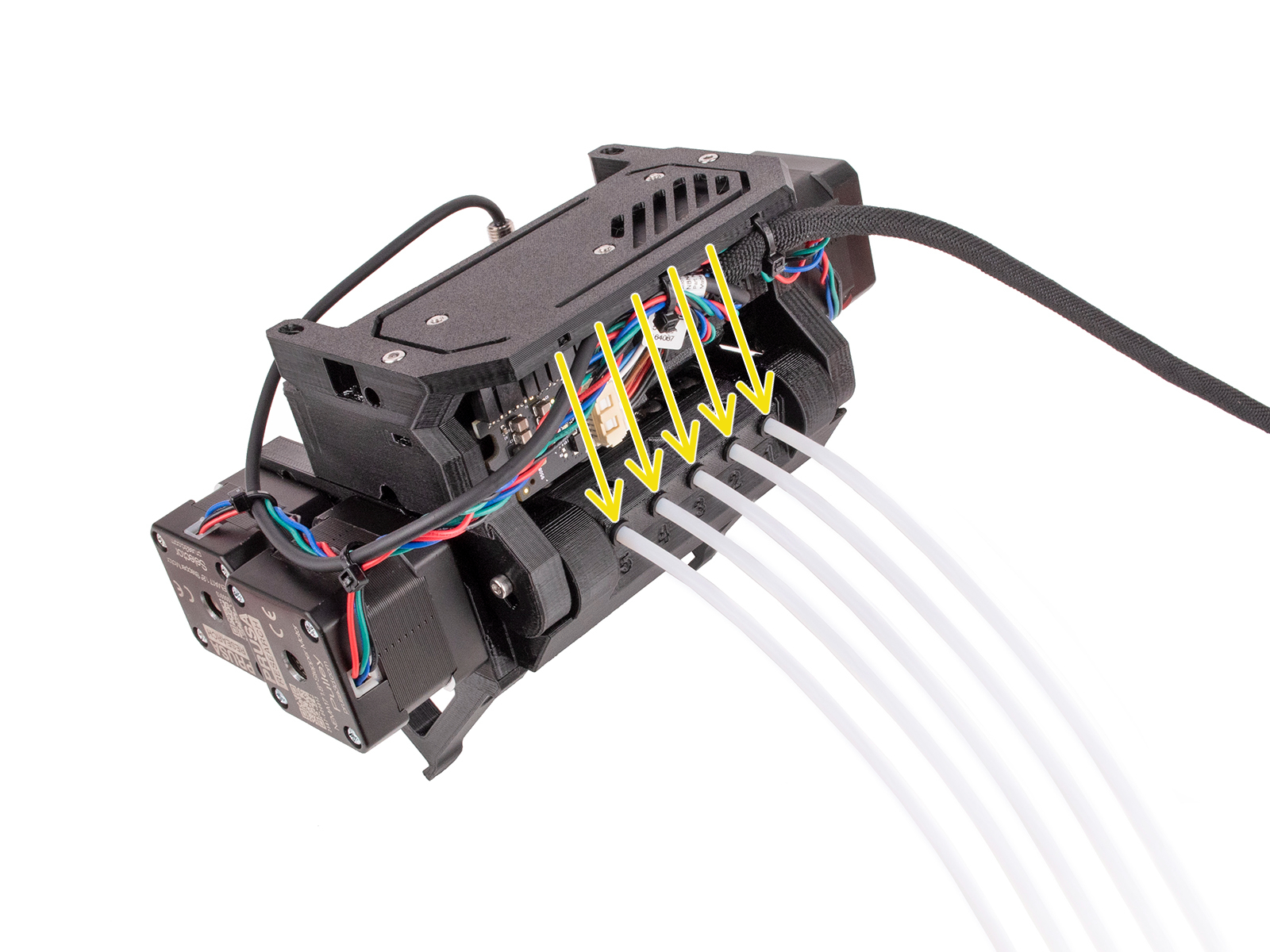
Orientace krátých PTFE trubiček
Po zachycení filamentu řemeničkou je filament vtlačen do jedné z pěti PTFE trubiček o délce 19 mm. Tyto trubičky jsou na jednom konci zkosené, protože konec filamentu může být o něco silnější než zbytek filamentu. Zkosený konec proto musí směřovat ven, pryč od řemeniček.
Čepel selektoru
Ujistěte se, že malá čepel, která má filament proříznout, je upevněna pomocí šroubu M3x10 a že je dobře usazena.
Nastavení sliceru
Tvar konce filamentu je velmi důležitý pro úspěšný tisk s MMU3. Konec by měl být špičatý, ale bez hrbolů nebo vláken. Průměr konce může být o něco větší než zbytek filamentu, ale ne o moc.
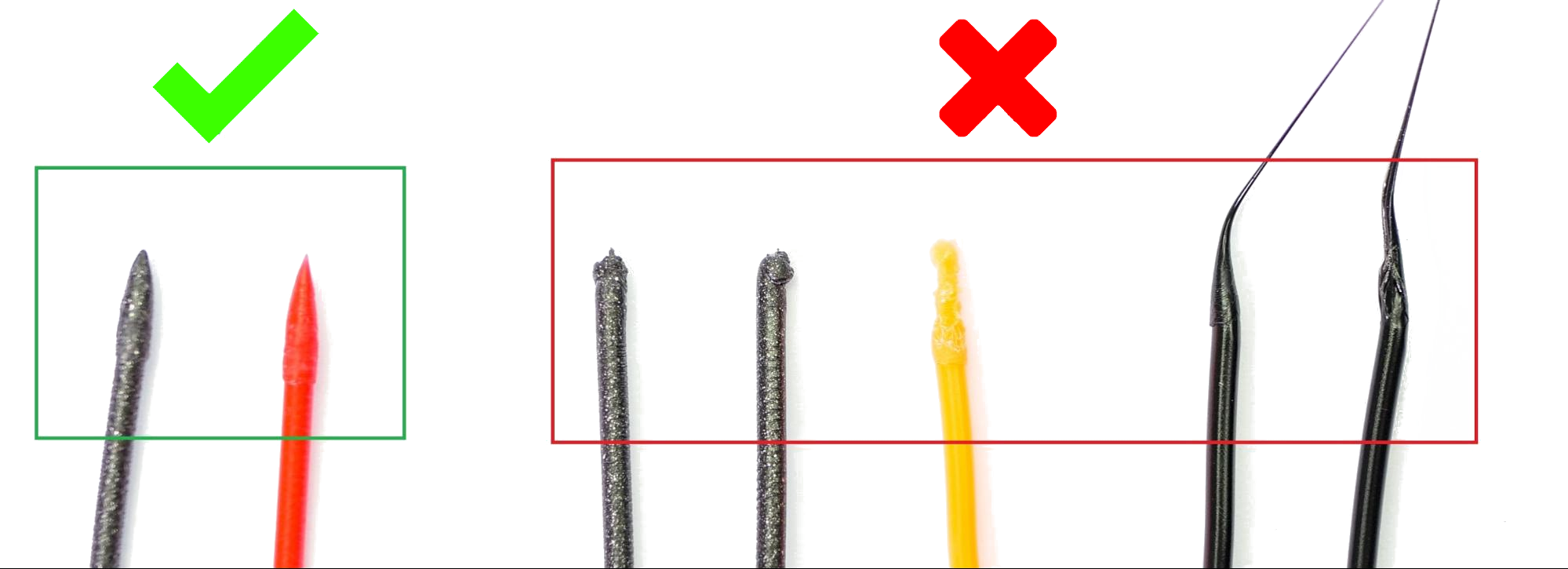
Nejprve zkuste upravit teplotu hotendu (zvýšením nebo snížením o 2 °C), což ve většině případů problém vyřeší. To lze provést během tisku v menu Ovládání nebo během slicování modelu.
Pokud problém přetrvává, vraťte se do PrusaSliceru a zvyšte počet chladicích kroků o 2 nebo 3 v Nastavení filamentu -> Pokročilé -> Počet chladicích kroků). Kromě toho můžete zkusit zvýšit rychlost vysouvání o 10 mm/s v Nastavení filamentu -> Pokročilé -> Rychlost vysouvání.
Testovací výtisky
Pokud jste si jisti, že všechny potenciální problémy uvedené výše byly odstraněny, můžete vytisknout jeden z testovacích tisků MMU3.