Drukarki 3D działają na zasadzie nakładania płaskich warstw materiału jedna na drugą, aby stworzyć obiekt trójwymiarowy. Każda kolejna warstwa musi być podparta tą leżącą pod nią. Jeśli jakiś element Twojego modelu wisi w powietrzu i nie ma pod nim innego, na którym mógłby się oprzeć, to potrzebujesz dodatkowych struktur podporowych, żeby wydruk mógł się udać.
PrusaSlicer może zarówno wykrywać obszary, które wymagają podparcia, jak i wygenerować struktury w tych miejscach automatycznie.
Możesz ustawić podpory ręcznie używając:
Generowanie podpór może być włączone z prawego panelu lub z sekcji Ustawienia druku - Materiał podporowy - Generuj materiał podporowy.
PrusaSlicer może generować 3 różne style podpór
- Kratka
- Przylegające
- Organiczne
W zależności od geometrii modelu i użytego materiału, podpory można usunąć z gotowego wydruku zazwyczaj ręcznie. Możesz użyć szczypiec, aby wyciągnąć je z obszarów, do których dostęp jest utrudniony. Skalpel lub nożyk do tapet również może okazać się pomocny przy odcinaniu kawałków mocniej przywartych do wydruku.
Wieża czyszcząca a podpory
Należy pamiętać, że jeśli konieczne jest użycie podpór w wydruku z włączoną wieżą czyszcząca, można zmienić tylko Ekstruder dla podpór/raftu/skirtu oraz Ekstruder dla warstw łączących podpory/raft z modelem, jeśli warstwy podpór pozostają zsynchronizowane z warstwami modeli. Można to zrobić na dwa sposoby. Pierwszy polega na wybraniu profilu Soluble [Rozpuszczalne] lub Breakaway [Odłamywane] na głównym panelu, przejściu do Ustawienia druku -> Materiał podporowy -> Odstęp góry w osi Z i ustawieniu wartości na zero. Włączy to automatycznie opcję "Synchronizuj z warstwami modelu". Jeśli chcesz zachować pewien odstęp między podporami a modelami, możesz zsynchronizować warstwy w inny sposób: przejdź do Ustawienia druku -> Materiał podporowy -> Styl i wybierz Organiczne. Więcej informacji o wieżach czyszczących znajdziesz tutaj: Wieża czyszcząca.
Podpory wszędzie
Podpory mogą wyrastać zarówno tylko z powierzchni stołu, jak i z każdej powierzchni modelu, jeśli jest to wymagane.
Zapewni to podparcie każdego zwisu i elementu rozpoczynającego się w powietrzu. Może jednak powodować drobne niedoskonałości powierzchni w miejscach, gdzie zaczynają się podpory.
Podpory jedynie na powierzchni stołu
Generuje podpory tylko na powierzchni stołu roboczego.
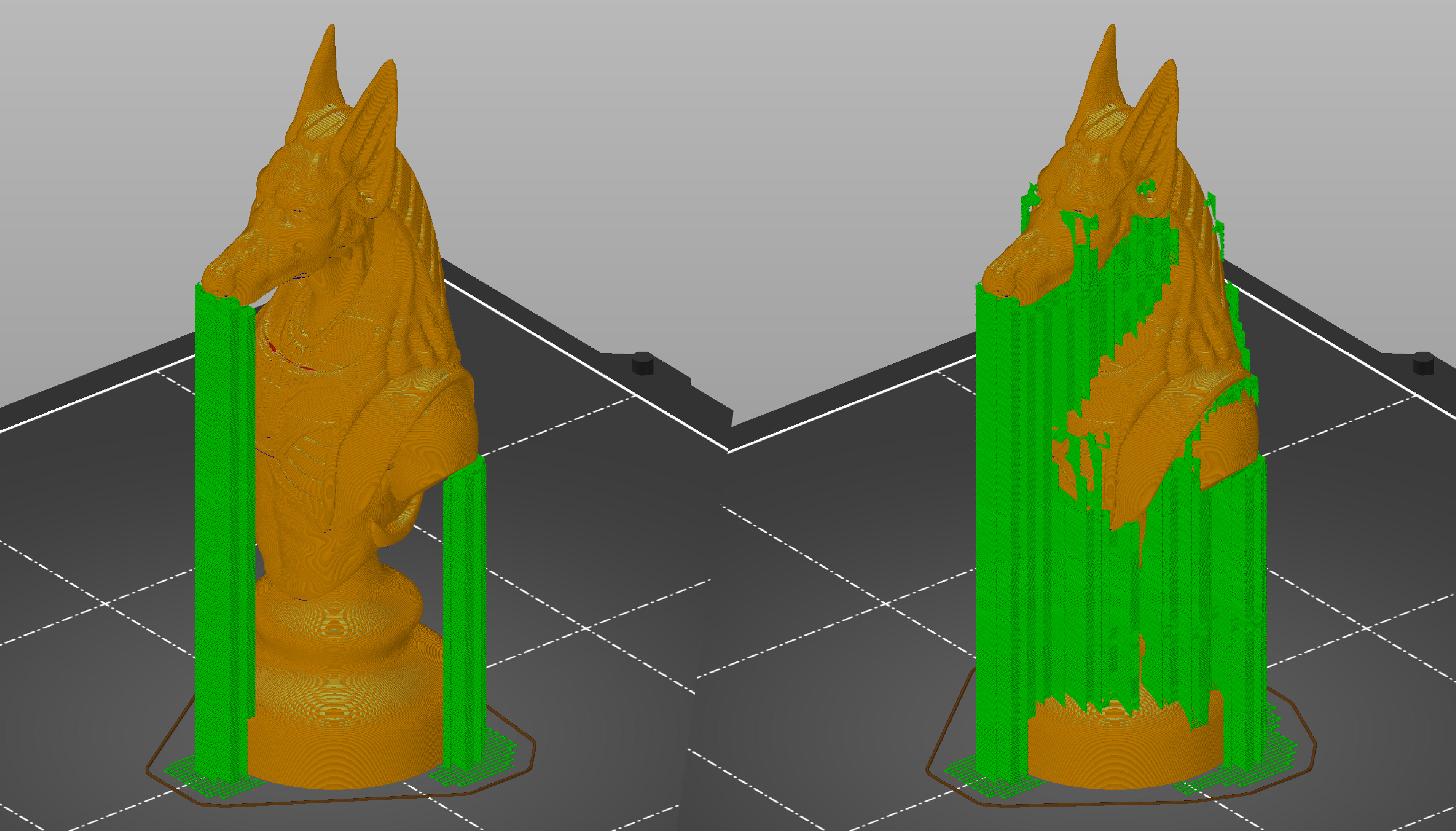
Podpory jedynie na powierzchni stołu (po lewej) oraz wszędzie (po prawej)
Tylko dla wymuszania podpór
W tym wariancie automatyczne generowanie podpór będzie odbywać się tylko w obszarach z modyfikatorem wymuszającym podpory. Jest to swego rodzaju skrót, który włącza parametr Ustawienia druku - Materiał podporowy - Generuj materiał podporowy, ale bez włączania Ustawienia druku - Materiał podporowy - Automatyczne generowanie podpór.
Podpory włączone/wyłączone dla wybranych modeli
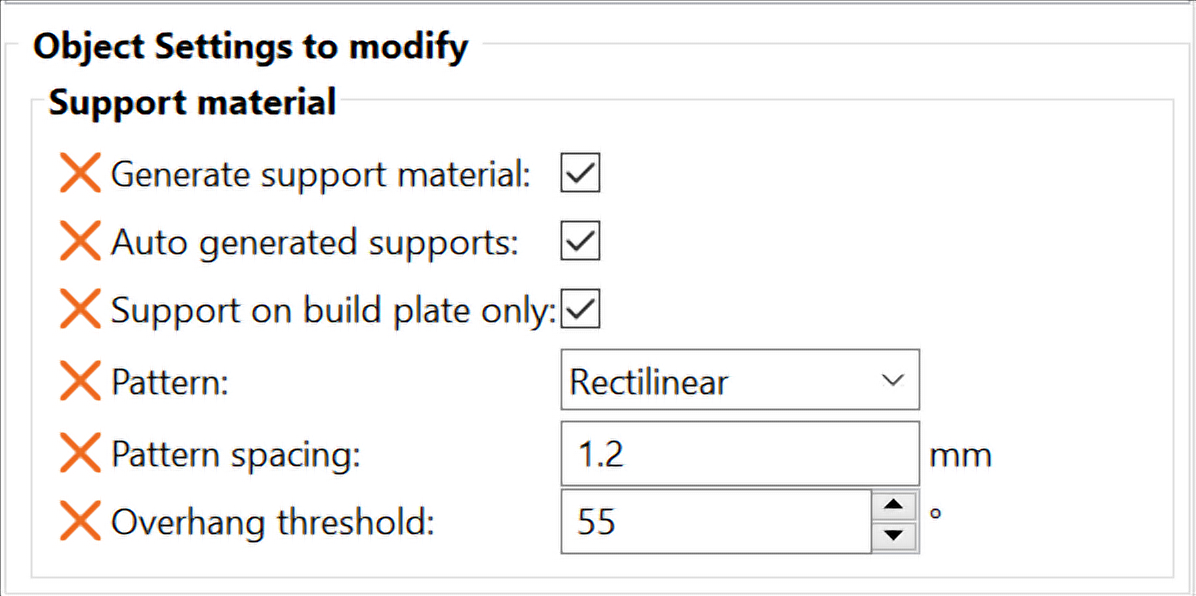
Możliwe jest wydrukowanie wielu modeli na raz z jednoczesnym ustawieniem podpór dla każdego z nich z osobna. Domyślnie wszystkie modele będą drukowane z ustawieniami globalnymi. Możesz je nadpisać przez kliknięcie prawym przyciskiem na modelu w podglądzie 3D i wybranie opcji Materiał podporowy. Alternatywnie, możesz kliknąć prawym przyciskiem na ikonę Edytowanie na liście modeli.
W prawym panelu pojawi się nowe okno o nazwie Ustawienia modelu do modyfikacji - Materiał podporowy. Zmiana ustawień w tym obszarze wpłynie jedynie na wybrany model i jego kopie. Możesz usunąć nadpisanie ustawień przez kliknięcie na ikonkę czerwonego krzyżyka - spowoduje to przywrócenie ustawienia globalnego.
Wymuszanie/blokowanie podpór
Automatycznie generowane podpory mogą czasami pojawiać się w miejscach trudno dostępnych. Jeśli sądzisz, że dana część modelu może być wydrukowana bez nich, ale ani ustawienie Próg zwisu, ani wybór opcji Podpory tylko na powierzchni stołu nie pomagają, to możesz ręcznie zmienić obszary ich dodawania.
Kliknij prawym przyciskiem na modelu i wybierz Dodaj blokadę podpór lub Dodaj wymuszenie podpór.
Tryb prosty - Wymuszenia/blokady mają zawsze kształt sześcianu
Tryb zaawansowany - Możliwe są kształty sześcianu/cylindra/kuli/tafli
Tryb eksperta - Dodaje opcję wczytania pliku z kształtem służącym za blokadę/wymuszenie
Blokady i wymuszenia podpór mogą być manipulowane przy użyciu znanych narzędzi przesuwania, obracania i skalowania. Możesz również szybko duplikować je przez kopiowanie i wklejanie.
Blokada podpór
Blokady podpór są przydatne w sytuacjach, gdy zostały one wygenerowane ogólnie dobrze, ale po prostu nie chcesz ich w określonych obszarach. Wystarczy, że umieścisz blokadę w miejscu, gdzie podpory stykałyby się z modelem, a ich pozostałe części również zostaną usunięte.
Wymuszanie podpór
Wymuszanie podpór jest świetne w sytuacjach, w których tylko mała część modelu potrzebuje podpór, ale algorytm generuje je na całej powierzchni. W takiej sytuacji nie zapomnij przełączyć generowania podpór w tryb Tylko dla wymuszania podpór.
Jest to rzadko wykorzystywane, ale możesz również użyć wymuszania podpór wraz z ich automatycznym generowaniem.
Innym interesującym przypadkiem wykorzystania podpór jest dzielenie mostów na mniejsze odcinki przez umieszczanie wsporników pod nimi. Możesz rozmieścić ich wiele, co w efekcie da krótsze, niemal idealne mosty z łatwymi do usunięcia podporami.
Generuj materiał podporowy
Podpory są wyłączone, chyba, że model ma skonfigurowane nadpisanie tego ustawienia.
Automatyczne generowanie podpór
Jeśli jest wyłączone, to wyłączone jest również wykrywanie zwisów. Podpory będą generowane tylko w miejscach, gdzie są wymuszane.
Próg zwisu
Ustawienie progu zwisu odpowiada za kąt poziomy (mierzony od płaszczyzny poziomej), który może być wydrukowany bez podpór (90=pion).
Zmieniając to ustawienie możesz szybko zmienić podpory generowane automatycznie.
Im mniejsza wartość, tym mniej podpór będzie generowanych.
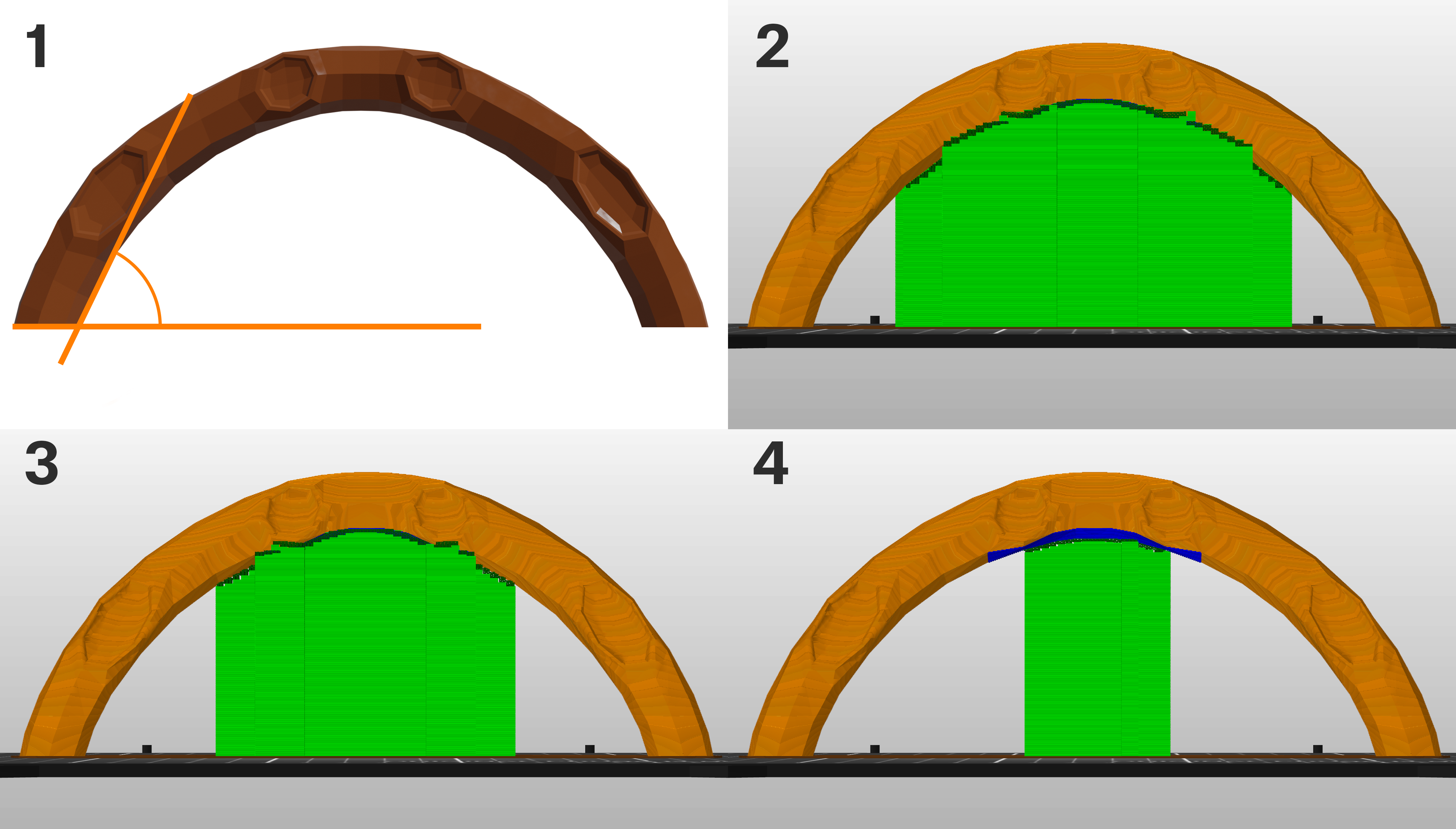
- Próg zwisu i jego określenie
- Próg zwisu 55
- Próg zwisu 35
- Próg zwisu 15
Wymuś podpory dla pierwszych
Wymusza generowanie podpór dla określonej ilości początkowych warstw, ignorując ustawienie generowania normalnych podpór oraz próg zwisu. Przydaje się do zwiększenia adhezji modeli, które mają małą powierzchnię styku ze stołem roboczym.
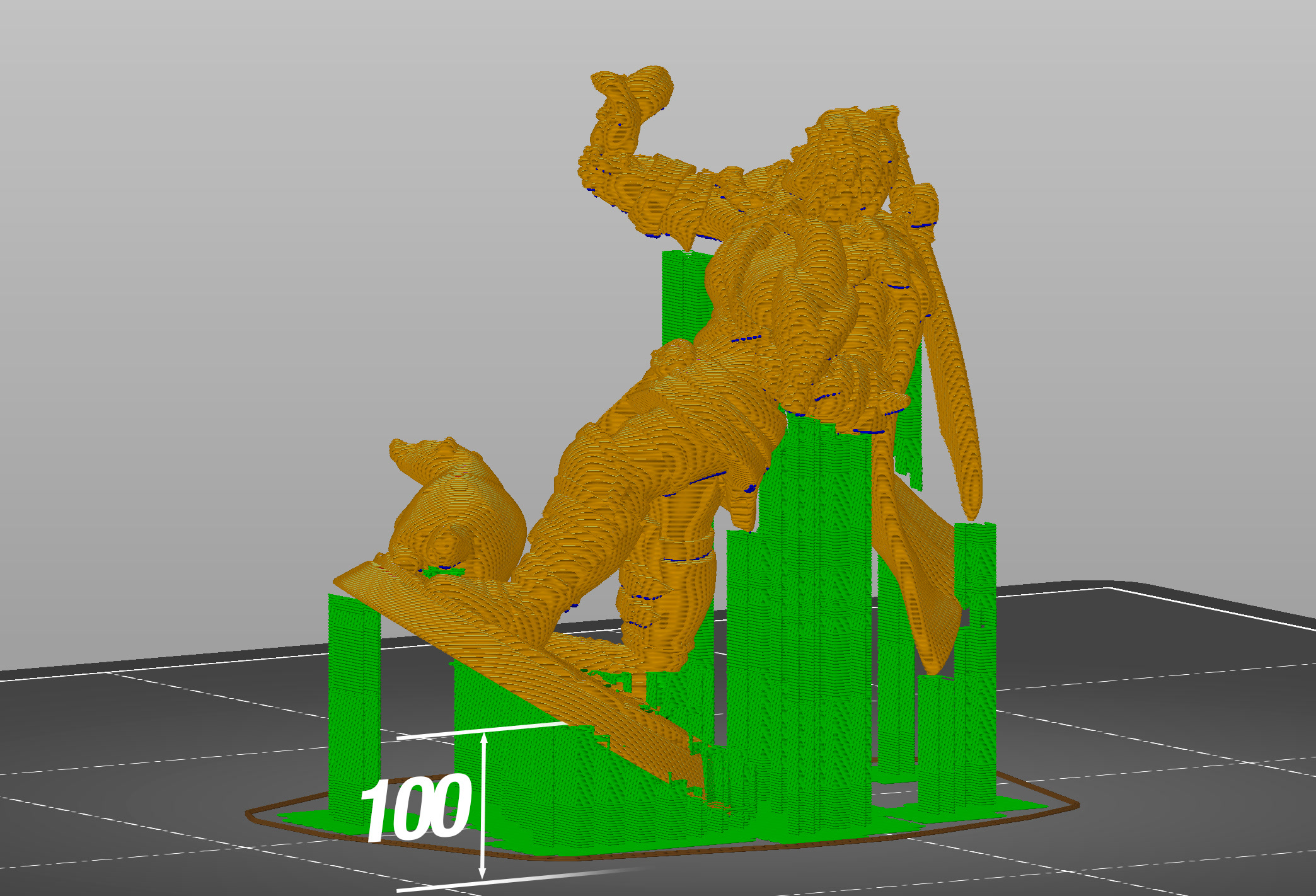 Wymuszenie podpór dla pierwszych 100 warstw
Wymuszenie podpór dla pierwszych 100 warstw
Warstwy tratwy ("raft")
Model zostanie podniesiony o liczbę ustawionych warstw, a materiał podporowy będzie generowany na całej powierzchni jego spodu. Po zakończeniu wydruku możesz po prostu oderwać raft.
Odstęp raftu w osi Z
Odstęp w pionie pomiędzy modelem a warstwami łączącymi podpory. Ignorowany przy rozpuszczalnych warstwach łączących.
Rozciągnięcie raftu
Rozciągnięcie raftu w płaszczyźnie XY dla lepszej stabilności.
Styl
Styl i kształt podpór. Domyślne podpory typu Kratka mają bardzo dobrze zdefiniowany minimalny obszar, dzięki czemu są bardzo stabilne. Mają one jednak tendencję do przenikania z obszarów, które podpierają, wzdłuż ścian obiektu. Podpory Przylegające zachowują kształt zwisu, więc nie przenikają przez ściany. Kompromisem jest potencjalnie niższa stabilność wysokich i cienkich słupów podpór.
Podpory typu kratka (z lewej) i przylegające (z prawej)
Podpory organiczne to całkowicie inne podejście do podpierania zwisów. Gałęzie konstrukcji podporowych wyrastają na boki i automatycznie zagęszczają się pod elementami wymagającymi podparcia. Można je łatwo usunąć, nie pozostawiają śladów na powierzchni, a ich drukowanie jest szybkie i tanie.

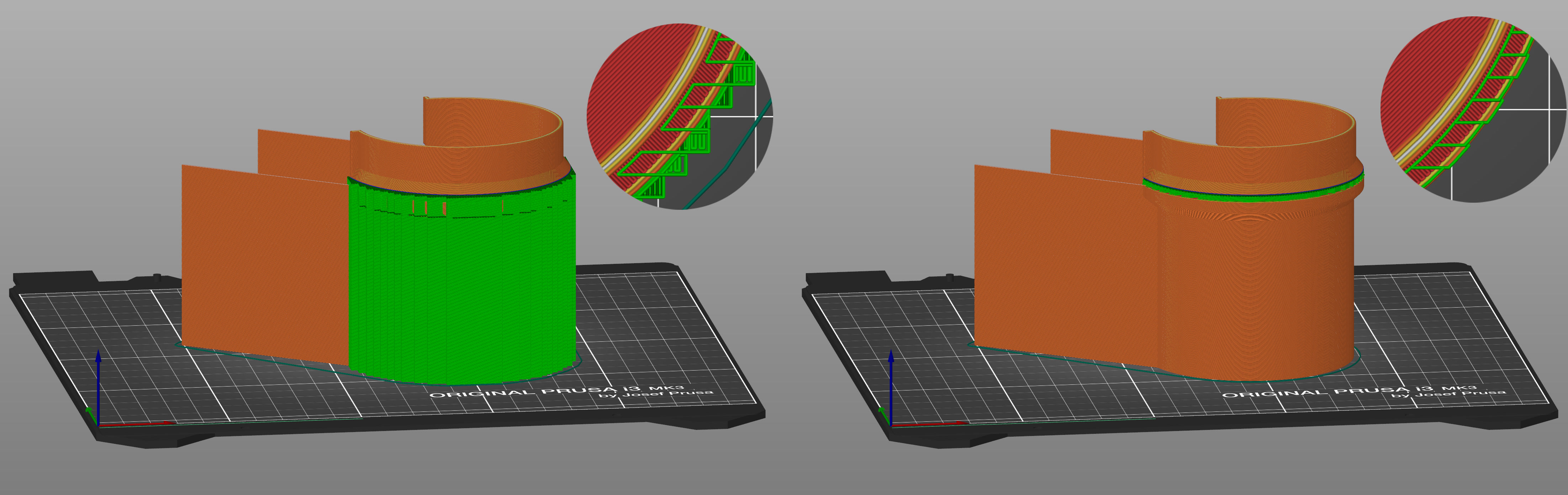
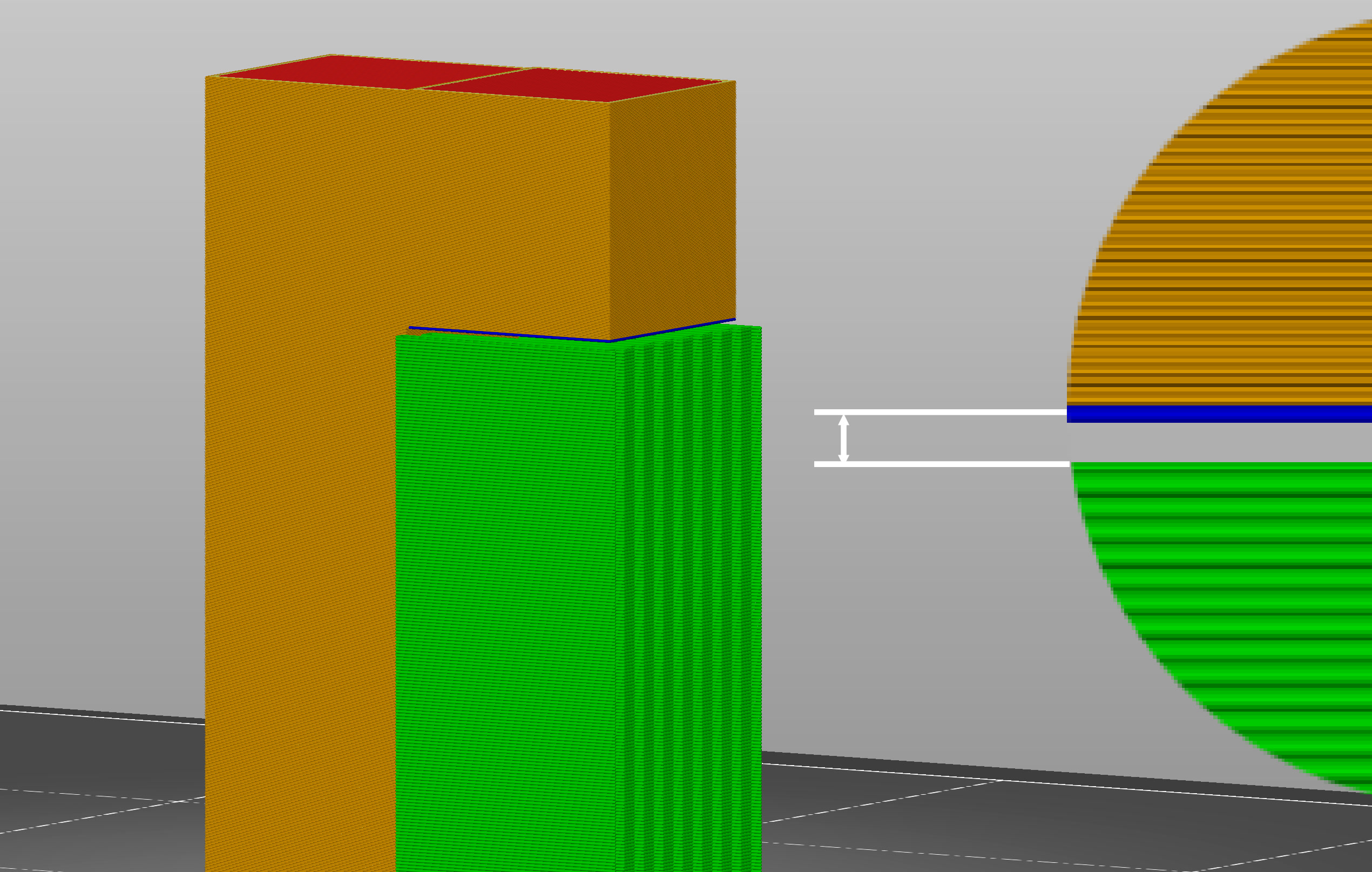
Odstęp góry w osi Z
Odległość pionowa między obiektem a warstwami łączącymi materiał podporowy z modelem.
Wartość 0 spowoduje, że przy drukowaniu pierwszej warstwy ponad podporami PrusaSlicer nie będzie używać ustawienia przepływu oraz prędkości takich, jak dla mostów.
Wartości w zakresie 50-75% wysokości warstwy zazwyczaj działa dobrze.
Odstęp spodu w osi Z
Podobnie, jak "Odstęp góry w osi Z", ale ma wpływ na szczelinę na dole słupka podporowego (gdy podpory zaczynają się na górze modelu, a nie na stole).
Wzór
Linie równoległe - domyślne, zazwyczaj najłatwiejsze do usunięcia
Linie równoległe - kratka - sztywniejsze i mniej podatne na złamanie podczas drukowania w porównaniu do zwykłych linii równoległych, ale również trudniejsze do usunięcia
Plaster miodu - sztywne, dość trudne do wyłamania
Z osłoną wokół podpór
Drukuje pojedynczy obrys wokół podpór, który sprawia, że są sztywniejsze, ale również trudniejsze do usunięcia.
Rozmieszczenie wzoru
Odstęp między liniami podpór. Większy ułatwi usuwanie podpór. Warstwy łączące są drukowane jako mosty na tych liniach, więc jeśli zwiększysz ten odstęp zbytnio, to będą opadać, co przełoży się na niewłaściwe połączenie z modelem.
Rozmieszczenie wzoru ustawia również wewnętrzną rozdzielczość siatki podpór. Jeśli używasz malowania lub wymuszania podpór, ale nie są umieszczane dokładnie tam, gdzie chcesz, spróbuj zmniejszyć rozmieszczenie wzoru, aby zwiększyć rozdzielczość.
Kąt wzoru
Obraca kąt wzoru podpór na płaszczyźnie poziomej.
Promień zamykania
Tylko dla podpór typu "Przylegające". Szczeliny mniejsze niż promień zamknięcia zostaną wypełnione.
Górne warstwy łączące
Warstwy łączące to bardziej zwarta powierzchnia pomiędzy podporami a właściwym modelem. Ich wzór jest znacznie gęstszy w porównaniu do reszty warstw podporowych, aby zwiększyć powierzchnię podparcia warstw modelu, zmniejszając ich obwisanie. Natomiast rzadszy wzór reszty podpór (poniżej warstw łączących) wpływa na obniżenie czasu druku i zużycia materiału.
Dolne warstwy łączące
Podobnie jak górne warstwy łączące, ale wpływa na liczbę warstw łączących na dole słupka podporowego (gdy podpory zaczynają się na górze modelu, a nie na stole).
Rozmieszczenie wzoru warstw łączących
Odstęp pomiędzy liniami warstw łączących. Wartość 0 spowoduje drukowanie zwartej warstwy.
Warstwy łączące (pętla)
Po włączeniu, szczytowa warstwa podpór będzie pokrywana pętlami (ciągłymi liniami).
Podpory jedynie na powierzchni stołu
Podpory będą zaczynać się tylko na powierzchni stołu roboczego. Włączenie tej opcji to szybka droga do pozbycia się podpór z większości kształtów organicznych. Sprawdź podgląd i upewnij się, że podparte są wszystkie elementy, które tego wymagają oraz, że wszystkie zwisy są możliwe do wydrukowania.
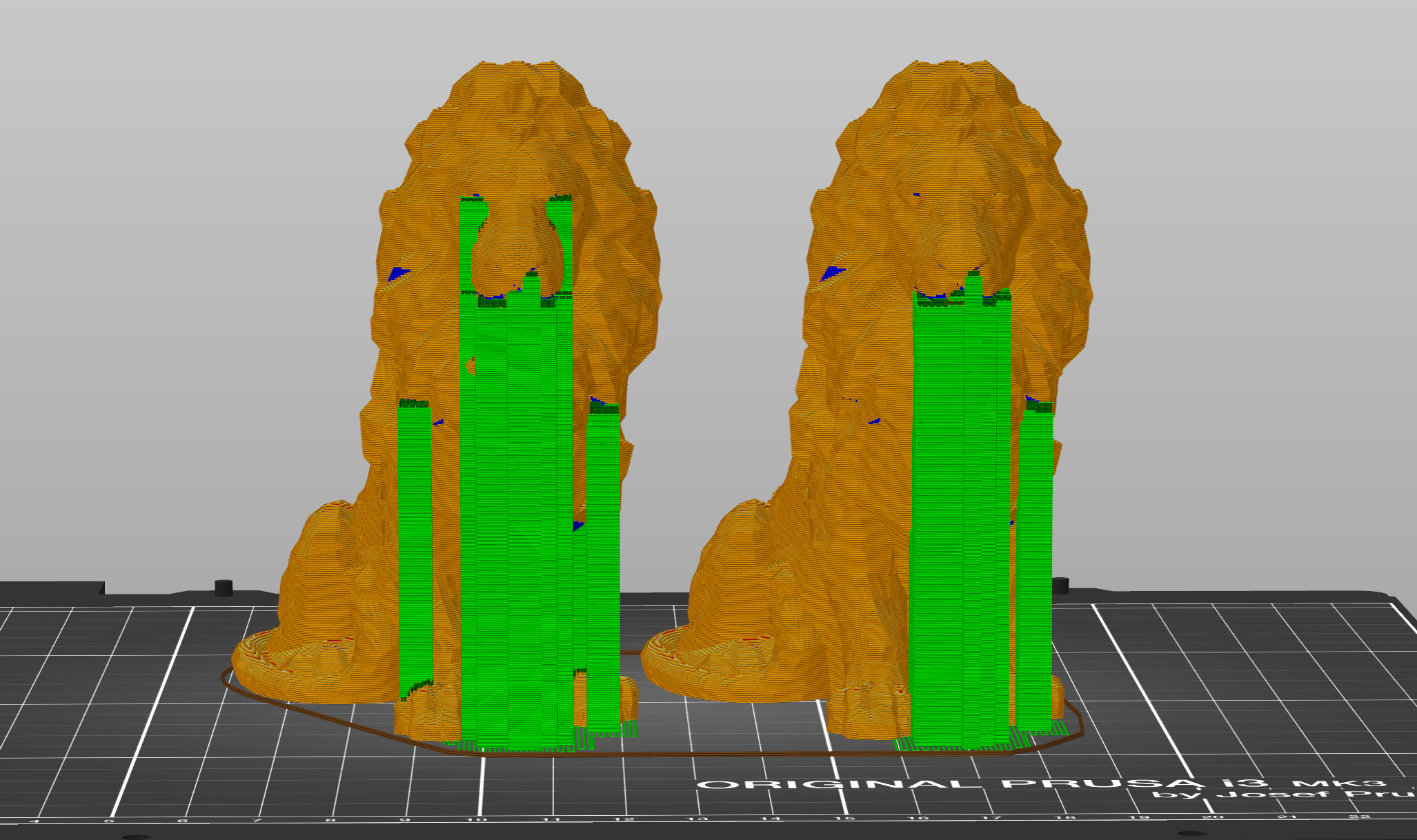
Podpory wszędzie (po lewej) vs Podpory tylko na powierzchni stołu (po prawej)
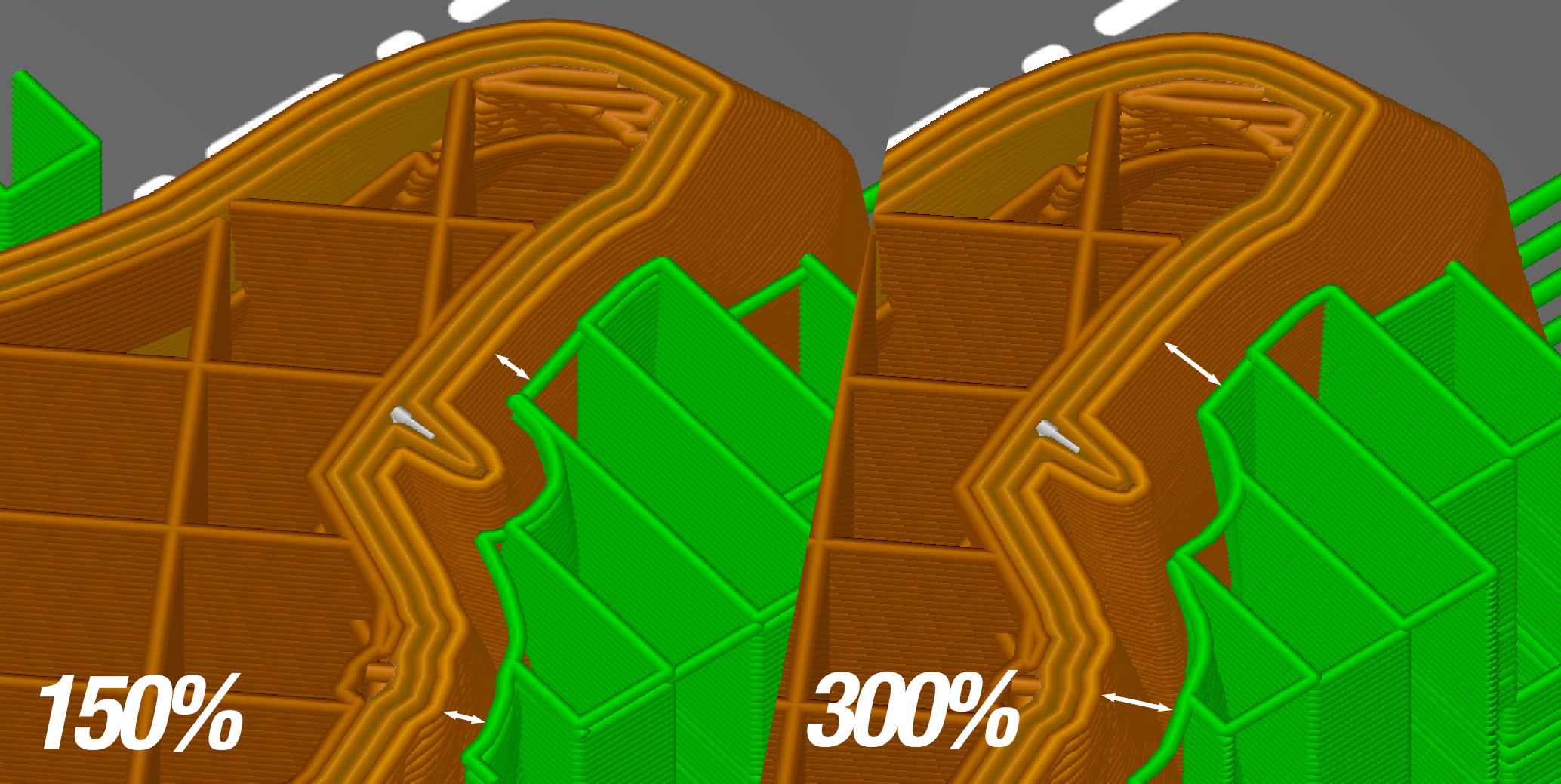
Odstęp materiału podporowego od modelu w osiach XY
Odpowiada za odległość pomiędzy materiałem podporowym, a właściwym modelem. Większy odstęp XY oznacza mniejszą powierzchnię styku z modelem, ale również sprawia, że są łatwiejsze do usunięcia i mniej podatne na scalenie się z modelem.
Jeśli będzie wyrażony w procentach (na przykład 150%), to zostanie obliczony z szerokości zewnętrznych obrysów.
Nie używaj podpór pod mostami
Zapobiega generowaniu materiału podporowego pod mostami.
Synchronizuj z warstwami modelu
Podpory będą drukowane z taką samą wysokością warstwy, jak model. Przydatne przy drukarkach wielomateriałowych, gdzie zmiana ekstruderów zwiększa koszt.
Obecnie opcja "Synchronizuj z warstwami modelu" może być włączona tylko z podporami rozpuszczalnymi (odstęp w osi Z równy 0).
Brak synchronizacji z warstwami modelu pozwala na drukowanie podpór szybciej, niż pozostałych warstw (jeśli drukowanie podpór nie zostanie spowolnione przez algorytm chłodzenia wydruku), a zmiana wysokości warstw podpór pozwala precyzyjne ustawienie odstępu miedzy nimi, a modelem. W przyszłości być może wprowadzimy takie rozwiązanie dla podpór nierozpuszczalnych.
4 komentarze
Niestety nie ma domyślnie takiej możliwości. Ewentualnie można zgłosić feature request na naszym GitHubie od PrusaSlicer. https://github.com/prusa3d/prusaslicer/issues
Pozdrawiam serdecznie
Tak, w opcjach Print Settings -> Multiple Extruders można wyznaczyć, który ekstruder (kanał) ma być użyty tylko do podpór. Będzie to działało jednak jedynie w przypadkach gdzie model nie jest ręcznie malowany.
Pozdrawiam serdecznie
To naprawdę super opcja, którą polecam wprowadzić dla dobra nas wszystkich Prusa printerów :)