Ustawienie maksymalnej prędkości objętościowej (MVS), nazywane czasem AutoSpeed, jest jedną z najpotężniejszych funkcji PrusaSlicera. MVS to maksymalna ilość tworzywa (w mm³/s), jaką hotend może sprawnie stopić, czyli maksymalne objętościowe natężenie przepływu. Można to traktować jako ogranicznik prędkości: PrusaSlicer dopuszcza żądane prędkości, gdy jest to bezpieczne i zmniejsza je tylko wtedy, gdy hotend miałby stopić więcej materiału, niż jest w stanie obsłużyć.
Jeśli MVS jest prawidłowo skonfigurowany, nie ma potrzeby ręcznego obliczania bezpiecznych prędkości dla każdego zestawienia dyszy i wysokości warstwy. MVS nigdy nie zwiększa prędkości, a jedynie ją zmniejsza.
Daje to użytkownikom PrusaSlicera znaczną przewagę. Zamiast próbować obliczać zakresy prędkości dla różnych kombinacji rozmiarów dysz, wysokości warstw lub szerokości ekstruzji, można po prostu określić żądane prędkości i ustawienia, a następnie pozwolić, by MVS w razie potrzeby regulował prędkości podczas generowania plików do druku.
Co decyduje o ostatecznej prędkości drukowania?
Podczas drukowania przy każdym ruchu z ekstruzją sprawdzanych jest kilka wartości granicznych. Zastosowana zostanie ta z nich, która jest najbardziej restrykcyjna:
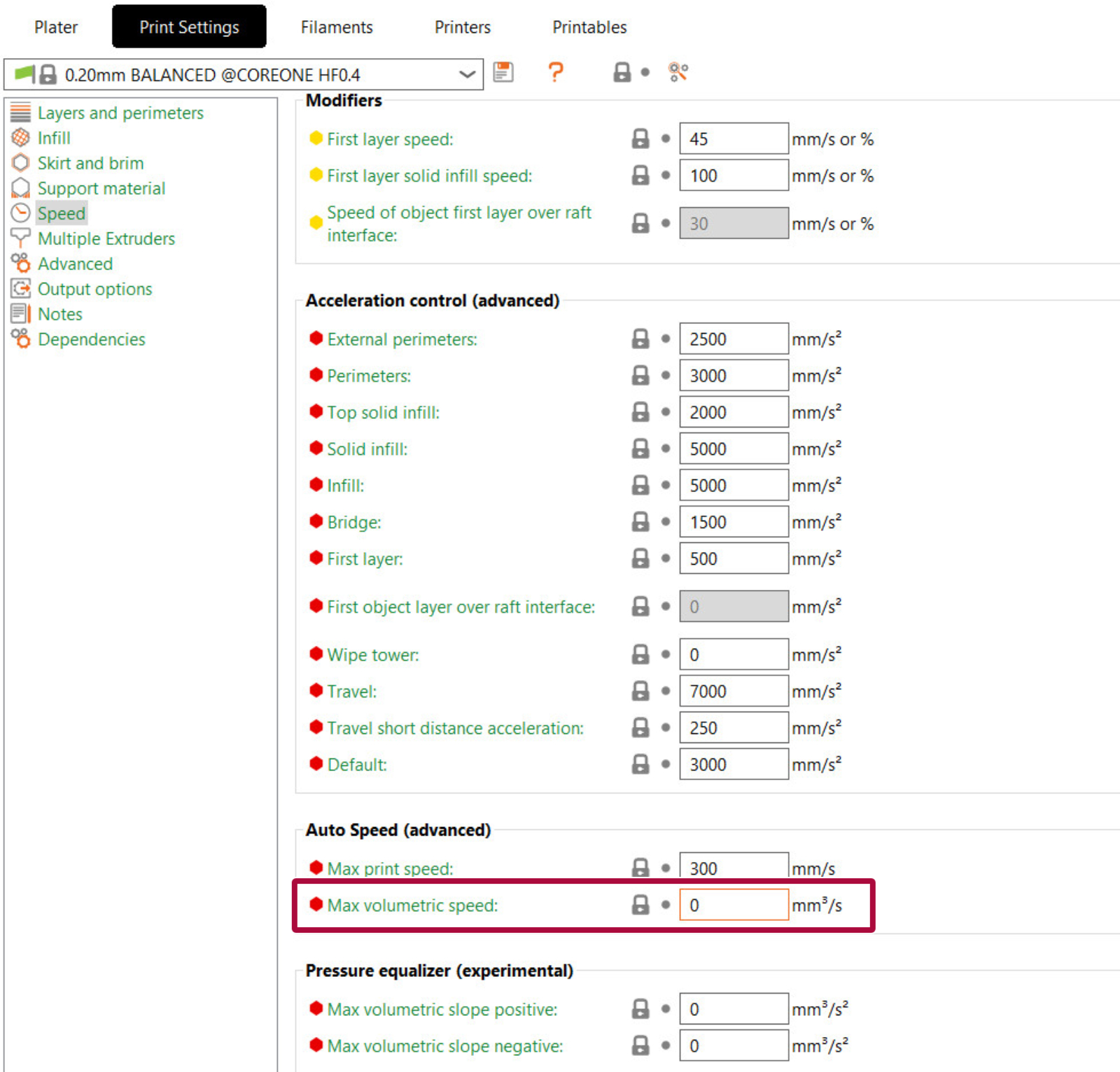
- Prędkość poszczególnych cech wydruku: prędkość skonfigurowana dla każdego typu ekstruzji w sekcji Ustawienia druku → Prędkość (np. prędkość obrysów, prędkość wypełnienia, prędkość mostów). Ustawienie dowolnej z tych wartości na 0 mm/s powoduje włączenie automatycznego obliczania prędkości dla danego typu (zobacz sekcję "Autospeed").
- Maksymalna prędkość objętościowa (MVS): jeśli żądana prędkość przekracza MVS, zostaje ona zmniejszona. Ekstruzje szersze lub wyższe są spowalniane w większym stopniu. Obliczenia maksymalnej prędkości opierają się na wzorze: Maksymalna prędkość = MVS / pole przekroju. PrusaSlicer wykorzystuje model przekroju w kształcie owalnym w celu dokładnego obliczenia objętości.
- Nawisy i chłodzenie: prędkość elementów wystających na obrysach jest zmniejszana w zależności od stopnia ich niepodparcia.
- Czas stygnięcia warstwy: jeśli łączny czas drukowana warstwy jest zbyt krótki, wszystkie prędkości zostaną proporcjonalnie zmniejszone. Najniższą możliwą prędkością jest wartość z pola "Minimalna prędkość drukowania".
MVS druku vs MVS filamentu
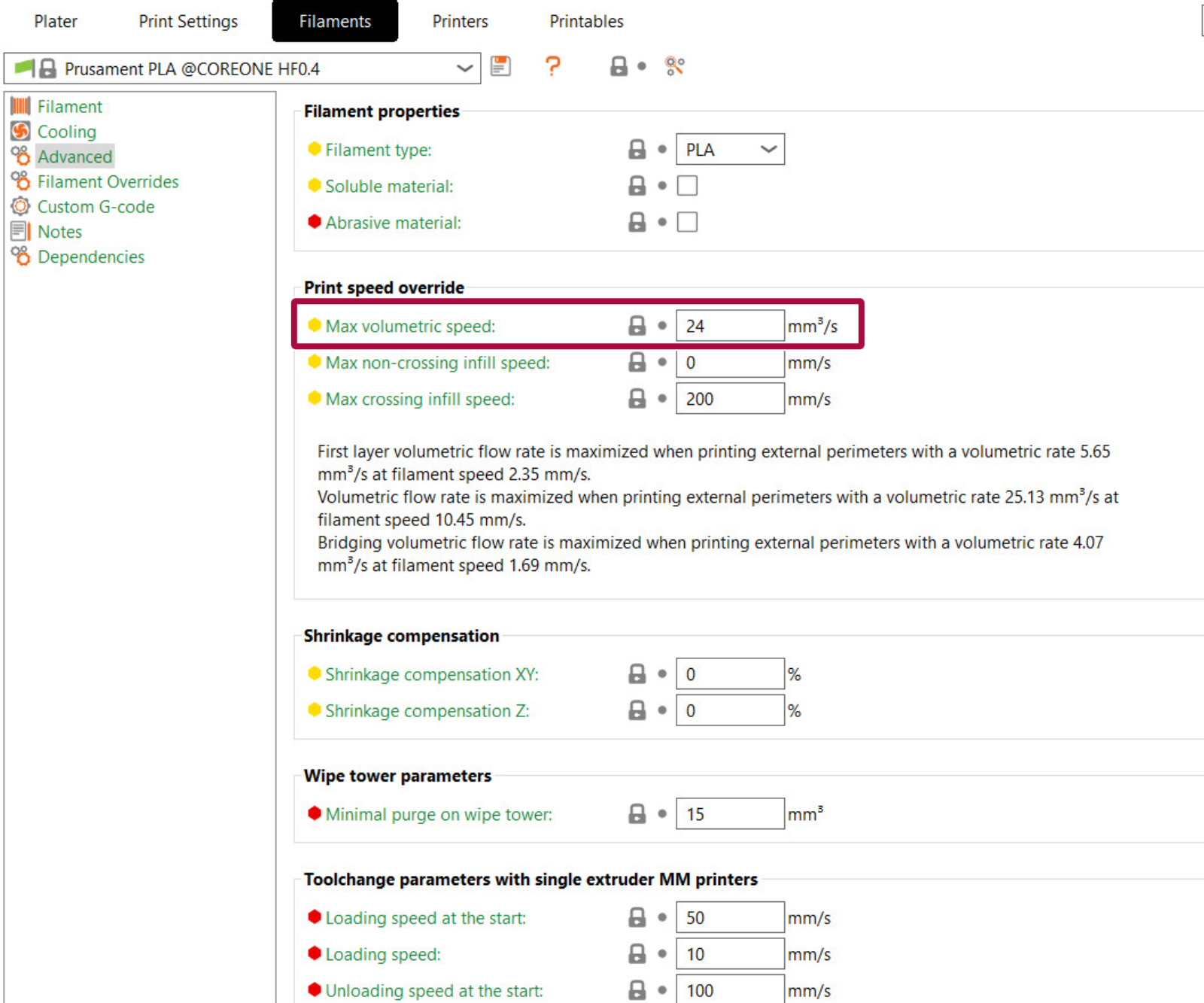
W PrusaSlicerze można ustawić wartość MVS w dwóch miejscach: Ustawienia druku → Prędkość → Maksymalny przepływ oraz Filamenty → Zaawansowane → Maksymalny przepływ. Zastosowana zostanie zawsze niższa z tych dwóch wartości. Ustawienie jednej z nich na 0 wyłącza to ograniczenie i powoduje użycie drugiej wartości.
 |  |
Autospeed
Ustawienie dowolnej prędkości drukowania (np. prędkości obrysów, prędkości wypełnienia) na wartość 0 mm/s powoduje włączenie funkcji AutoSpeed dla danego typu ekstruzji. MVS przestaje pełnić rolę wyłącznie hamulca i staje się podstawą do obliczania prędkości.
PrusaSlicer wyszukuje najmniejszy przekrój poprzeczny spośród wszystkich typów ekstruzji przy prędkości ustawionej na 0, mnoży go przez maksymalną prędkość druku (znajdującą się w Ustawienia druku → Prędkość → Maksymalna prędkość druku) i ogranicza wynik wartością MVS. Każda ekstruzja jest wówczas obliczana wg wzoru: "docelową prędkość objętościową / swój przekrój poprzeczny". Cieńsze ekstruzje drukują się szybciej, grubsze wolniej. Należy pamiętać, że maksymalna prędkość druku jest używana tylko w trybie AutoSpeed i nie ma wpływu, gdy prędkości są niezerowe.
AutoSpeed działa w zależności od typu ekstruzji. Na przykład ustawienie prędkości wypełnienia na 0 powoduje automatyczne obliczenie prędkości wyłącznie dla wypełnienia, podczas gdy prędkość obrysów pozostaje zgodna z ustawioną wartością.
Należy pamiętać, że ekstruzje dla ruchów prasowania nie są uwzględniane w obliczeniach.
Wybór MVS
Właściwa wartość MVS zależy od posuwu hotendu oraz materiału, z którego drukujesz. Zacznij od ostrożnych ustawień i stopniowo je zwiększaj. Objawy zbyt wysokiego MVS: przeskakiwanie (stukanie) silnika ekstrudera, niedostateczna ekstruzja przy dużych prędkościach, słaba przyczepność warstw.
Rzeczywisty MVS zależy od najsłabszego ogniwa w systemie - czy to hotend, czy materiał. Ustaw odpowiednie wartości w poszczególnych profilach, a PrusaSlicer zastosuje najniższą z nich.
Filamenty
Różne filamenty mają różne właściwości. Lepkość, sztywność i inne czynniki mogą znacznie obniżyć rzeczywistą wydajność.
| Filament | Typowy zakres MVS | Uwagi |
|---|---|---|
| PLA | 12-20 mm³/s | Łatwo się topi, możliwy jest wyższy przepływ |
| PETG | 8-15 mm³/s | Trochę bardziej lepki od PLA |
| ABS/ASA | 10-16 mm³/s | Podobny do PETG |
| TPU | 2-5 mm³/s | Filamenty elastyczne wymagają bardzo niskiego przepływu |
| PC | 6-10 mm³/s | Wysoka lepkość, powolne topienie |
| PA (Nylon) | 8-12 mm³/s | Różni się w zależności od mieszanki |
Hotendy
| Hotend | Typowy zakres MVS |
|---|---|
| Standardowy all-metal (np. E3D V6, standard w Prusa MK3) | 8-12 mm³/s |
| Prusa Nextruder (MK4/XL) | 15-20 mm³/s |
| Dysze o wysokim przepływie (high-flow, czyli CHT, Bondtech CHT) | 20-35 mm³/s |
| Hotendy o wysokim przepływie (Revo High Flow, Rapido HF) | 25-40 mm³/s |
Średnica dyszy
Mogłoby się wydawać, że średnica dyszy nie wpływa na możliwości hotendu w kwestii nagrzania danej ilości filamentu do pożądanej temperatury, jednak założenie większej dyszy może zwiększyć nieznacznie MVS przez mniejszy opór, który stawia - w gruncie rzeczy, łatwiej jest przepchnąć filament przez większą dyszę.
I w drugą stronę - przy mniejszych dyszach warto zmniejszyć odrobinę MVS.
Jest to często przeoczane podczas cięcia, ale możesz znaleźć się w sytuacji, w której np. dysza 0,8 mm na warstwie 0,5 mm będzie powodować ograniczanie prędkości drukowania natężeniem przepływu. Oczywiście do czasu, aż nie zmienisz hotendu na bardziej wydajny. Jeśli w podglądzie cięcia zauważysz, że prędkość wydruku jest ograniczona przez MVS, spróbuj odrobinę podwyższyć temperaturę oraz natężenie przepływu w ustawieniach. Możesz również po prostu obniżyć wysokość warstwy - wydruk będzie bardziej szczegółowy, ale czas się nie zmieni, ponieważ drukarka będzie w stanie rozpędzić się do wyższej prędkości.
Podgląd MVS
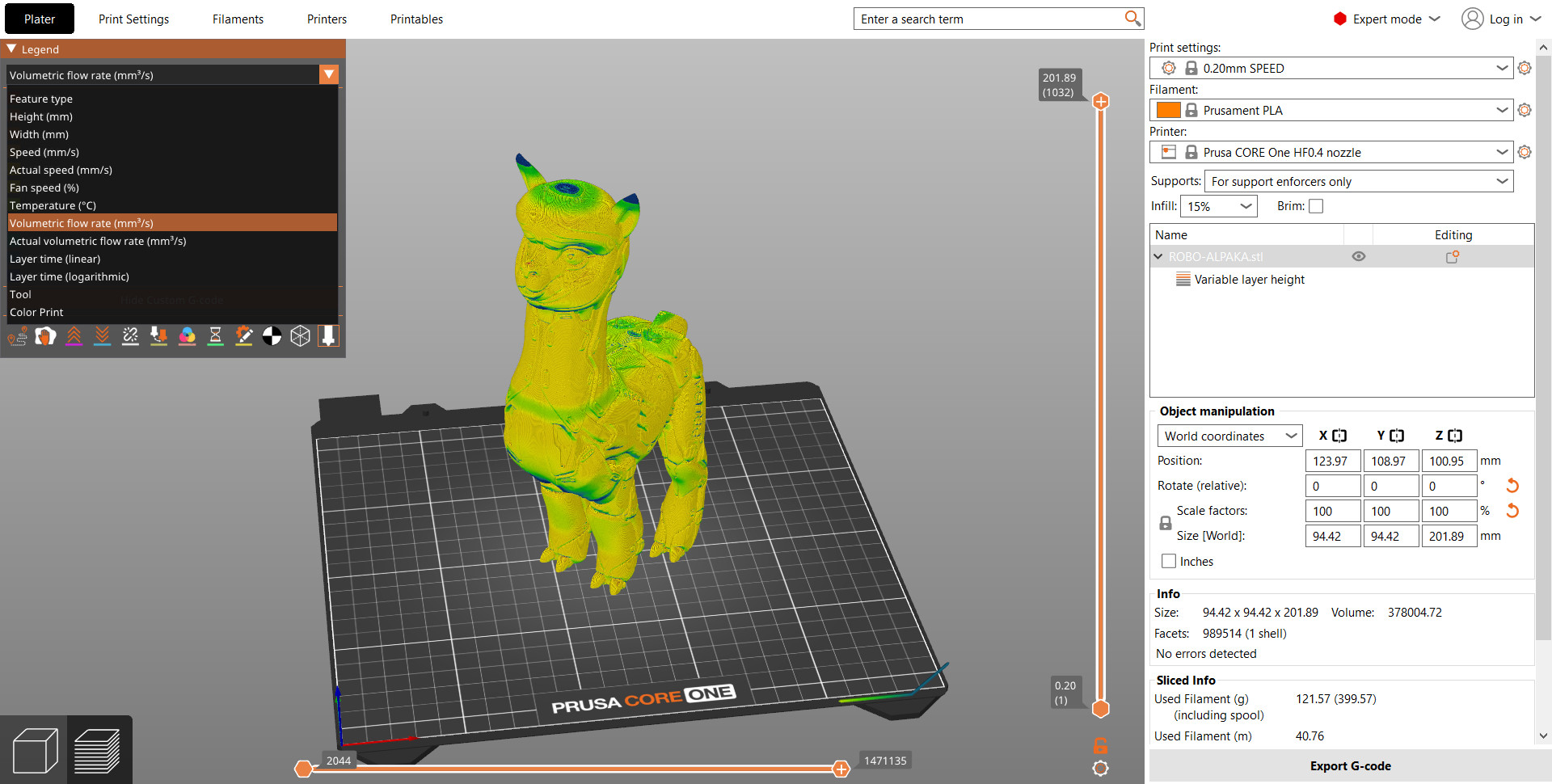
Po pocięciu modelu możesz przełączyć podgląd cięcia w tryb Objętościowe natężenie przepływu z listy rozwijanej w lewym dolnym narożniku.
Na mniejszych modelach zauważysz, że MVS w ogóle nie ogranicza wysokości druku. Podobnie, jeśli drukujesz z małą wysokością warstwy, najprawdopodobniej nie będzie ograniczał prędkości.
Z drugiej strony, podczas drukowania dużych modeli na wyższych warstwach, prędkość druku może być ograniczona przez maksymalne natężenie przepływu, szczególnie podczas drukowania wypełnienia. Jeśli większość Twojego wydruku jest spowolniona przez osiąganie limitu MVS, rozważ zmniejszenie wysokości warstwy, co pomoże Ci osiągnąć wyższą szczegółowość wydruku "bez kosztów".
Ogromne podziękowania dla Bob'a George'a za pomoc w napisaniu tego artykułu.