Cold pull to technika pozwalająca wyczyścić dyszę i hotend drukarki z wszelkich pozostałości materiału. Przydaje się szczególnie, gdy filament utknął w środku lub został przypalony i ekstruder nie jest w stanie wytłaczać go prawidłowo. Dzięki niej możesz również wyczyścić wnętrze hotendu podczas okresowego serwisu drukarki.
Cold pull wykonuje się, gdy dysza jest tylko częściowo zatkana, czyli gdy filament może być wytłaczany. Jeśli dysza jest całkowicie zaczopowana, przejdź do poradnika Zatkany hotend.
Procedura
- Przejdź do menu LCD → Ustawienia → Temperatura → Dysza (MK2.5/S, MK3/S/+) / menu LCD → Sterowanie → Temperatura → Dysza (MK3.5/S) i ustaw 270°C.
- Podczas oczekiwania na nagrzanie, wyłącz automatyczne ładowanie filamentu w menu LCD → Ustawienia → Czujnik filamentu → Automatyczne ładowanie filamentu(MK2.5/S, MK3/S/+) / menu LCD → Ustawienia → Czujnik filamentu (MK3.5/S).
- Pozostań w Menu, sekcja Ustawienia i wybierz Wyłącz silniki.(MK2.5/S, MK3/S/+). W MK3.5/S przejdź do Sterowanie → Wyłącz silniki.
Nie ma wskazania ani komunikatu mówiącego o wyłączonych silnikach krokowych, jednak delikatny pisk słyszalny przy włączonych może ustać. Jeśli jednak jesteś w stanie przesunąć głowicę lub stół wzdłuż ich osi, to silniki są wyłączone. - Otwórz drzwiczki docisku ekstrudera. Odkręć śruby zaznaczone kółkami na poniższej ilustracji przy pomocy klucza imbusowego 2,5 mm. Jeśli masz MMU2S lub MMU3, odkręć złącze rurki PTFE od strony ekstrudera.
 | 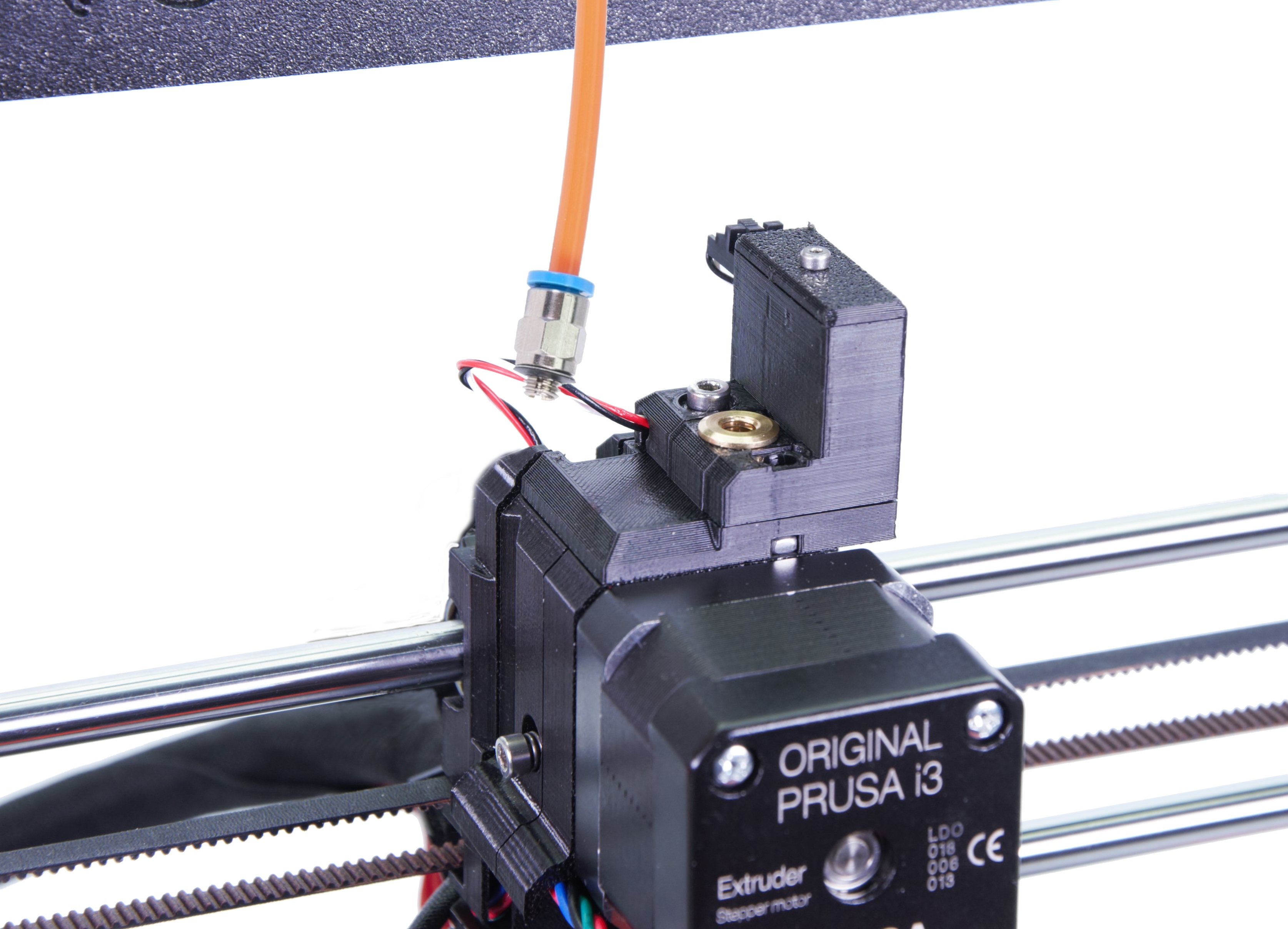 |
- Po osiągnięciu przez dyszę temperatury 270°C wsuń PLA ręcznie do ekstrudera i kontynuuj, aż zacznie wypływać z dyszy.
- Zatrzymaj nagrzewanie z menu LCD → Grzanie → Chłodzenie (przewiń menu do samego dołu) lub naciskając przycisk reset (X), aby pozwolić dyszy wystygnąć do temperatury otoczenia. Do przyspieszenia chłodzenia hotendu możesz użyć wentylatora wydruku na pełnej prędkości. Otwórz menu LCD → Ustawienia/Sterowanie → Temperatura → Prędkość wentylatora → [255].
- Zanim wystygnie, przepychaj filament przez dyszę, aż jej temperatura będzie już zbyt niska (okolice 170°C dla PLA). Materiał musi wypełniać dyszę w całości, aby cold pull się powiódł.
- Ściągnij z dyszy i wyrzuć wytłaczany materiał, aby nie przeszkadzał podczas kolejnych czynności.
- Po wystygnięciu dyszy przejdź ponownie do menu LCD → Ustawienia/Sterowanie → Temperatura → Dysza i ustaw 85°C.
- Po osiągnięciu ustawionej temperatury złap filament szczypcami i powoli, lecz zdecydowanie wyciągnij go z ekstrudera w górę. Filament może się zerwać w środku - aby zminimalizować ryzyko, wyciągaj go równo, pionowo w górę, nie w bok. Przytrzymaj ekstruder drugą ręką.
- Wyciągnij go w całości - nie zatrzymuj się w trakcie.
Rezultat
Na końcówce wyciągniętego filamentu mogą znajdować się resztki pozostałych materiałów lub zwęglony osad, który zalegał w dyszy (ilustracja z lewej). Możesz powtórzyć ten proces kilkukrotnie (obcinając najpierw zabrudzony odcinek), aż wyciągana końcówka będzie zupełnie czysta.
Ilustracja z prawej pokazuje jak powinna wyglądać czysta końcówka po cold pull-u. Ważne jest, aby jej kształt odwzorowywał kształt wnętrza dyszy - w ten sposób masz pewność, że filament wypełnił całą przestrzeń, a w środku nic nie zostało. Zwróć również uwagę na kolor filamentu - nie powinien być zmieszany z poprzednio używanym lub też mieć ciemnych przebarwień.
 |  |
Na zakończenie
Dokręć z powrotem dźwignię dociskową tak, aby łeb śruby docisku z lewej strony ekstrudera był prawie zrównany z częścią plastikową, gdy filament nie jest załadowany. Następnie zalecamy kalibrację osi Z, ponieważ ciągnięcie za filament mogło przekrzywić oś. Jeśli używasz automatycznego ładowania filamentu, to pamiętaj, aby włączyć tę funkcję z powrotem.
W MK2.5/S i MK3/S/+, kalibrację osi Z znajdziesz w menu LCD → Kalibracja → Kalibracja Z).
W MK3.5/S, kalibrację osi Z znajdziesz w menu LCD → Sterowanie → Kalibracje i testy → 3. Wyrównanie osi Z..
1 komentarz