
1. Rozpocznij montaż
Krok 1 z 15 (Rozdział 4 z 7)
Spis treści
Komentarze
Spis treści
Konserwacja drukarki
- Jak wymienić barierę cieplną/blok grzejny/radiator (MK3/MK2.5)
- Jak wymienić rurkę PTFE (MK3/MK2.5)
- Jak przyciąć rurkę PTFE - Multi Material
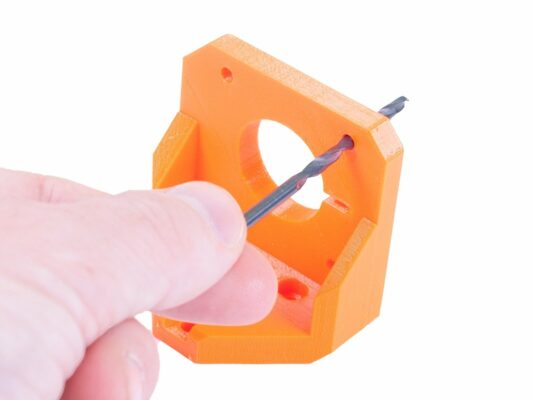
- Jak obrabiać części drukowane
- Rozpocznij montaż
- Po co obrabiać części drukowane?
- Narzędzia używane do obróbki
- Opcjonalne narzędzia do obróbki
- Części drukowane do obróbki
- Ogólne wskazówki dot. obróbki
- Ogólne wskazówki dot. obróbki
- Obróbka części osi Y
- Obróbka części osi X
- Obróbka części osi X
- Obróbka części ekstrudera
- Obróbka części ekstrudera
- Obróbka części ekstrudera
- Obróbka części ekstrudera
- Obróbka części ekranu LCD
- Jak wymienić termistor hotendu (MK2S)
- Jak przyciąć rurkę PTFE - drukarki Original Prusa
- Wymiana arkusza PEI (MK3S/MK3/MK2.5S/MK2.5)
Komentarze
Zaloguj się , aby dodać komentarz
Brak komentarzy