複数のオブジェクトを同時にプリントする場合、それらを順番に一つずつ仕上げることができます。これは、全てのオブジェクトをレイヤーごとに同時に作成する通常のプリントとは異なります。主な利点は以下の通りです。
- 糸引き/にじみの低減: 各パーツが個別に仕上げられるため、パーツ間の移動が少なくなります。
- レイヤー接着の向上: 各オブジェクトが中断されることなく完成します。
- プリント失敗の軽減: 一部のパーツが失敗しても、他のパーツが台無しになるリスクが低くなります。
- 複数オブジェクトのベースモード: 複数のアイテムをベースモードで順番にプリントできます。
この機能は、高度な衝突回避機能を使用し、プリントヘッドアセンブリ(エクストルーダー、ロッド、ケーブル)がすでに完成したオブジェクトに衝突しないように、自動的にビルドプレート上のオブジェクトを配置・順序付けします。
なお、これはサポートされているPrusaプリンターでのみ利用可能です。他のプリンターでスライスする場合、PrusaSlicerは簡易的なクリアランス設定(エクストルーダークリアランス半径とエクストルーダークリアランス高さ)にフォールバックし、衝突チェック用の簡易形状を定義します。エクストルーダークリアランス半径とエクストルーダークリアランス高さの設定は、プリンター設定 -> 順次プリント制限にあります。
機能の使い方
この機能は、プリント設定 -> 出力オプション -> 個別オブジェクトごとに完成させるを有効にすることでオンにできます。

その後、プレートビューでアイコンをクリックするか、Aキーを押すと、順次プリントに適した安全な方法で自動的にオブジェクトが配置されます。
アイテムが移動され、衝突の可能性がある場合は、影響を受けるオブジェクトを示すエラーメッセージが表示されます。このエラーはGコードのエクスポートをブロックしませんが、慎重に確認する必要があります。

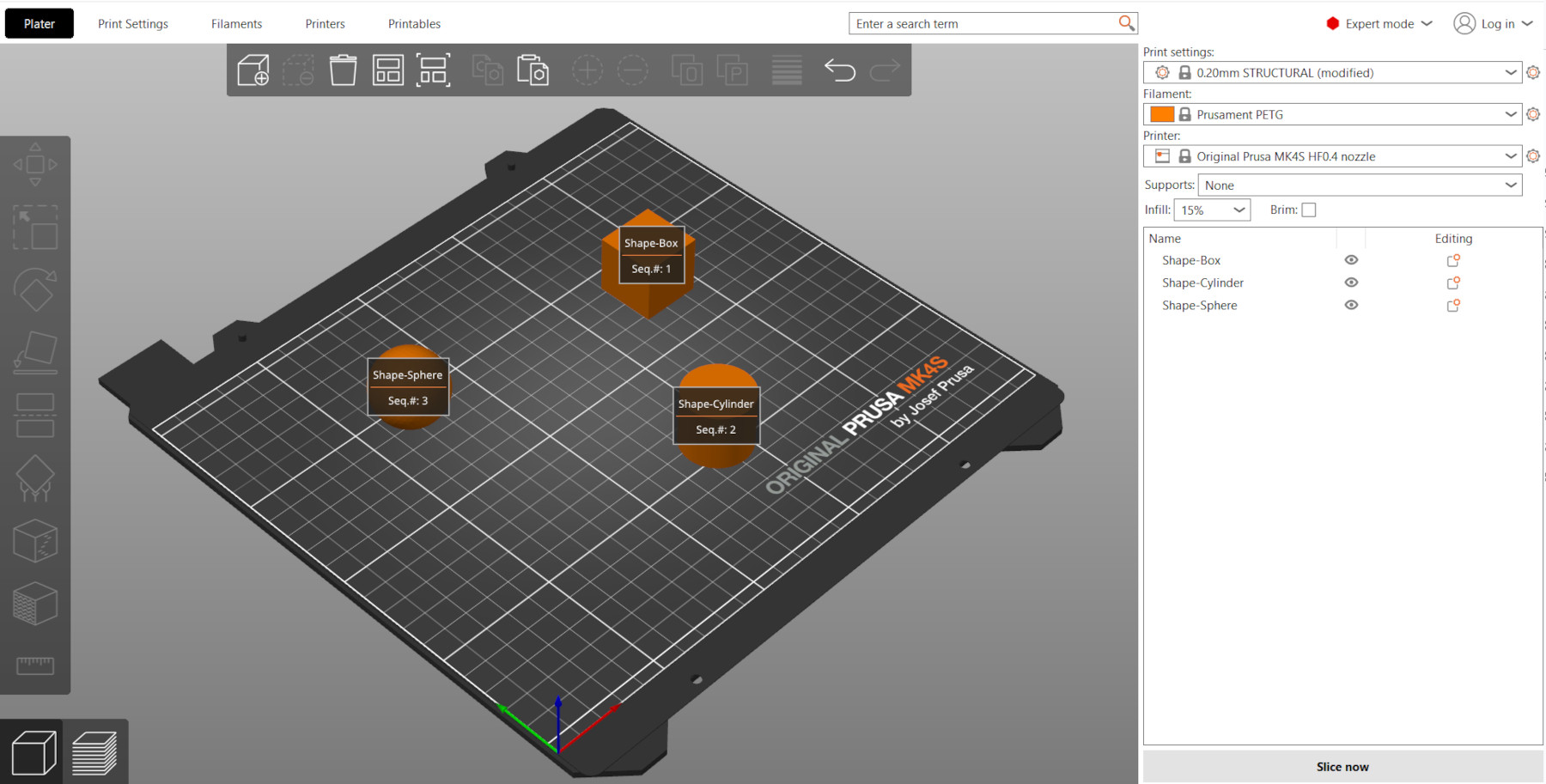
プリント順序
プリント順序を確認してください。プリント順はオブジェクトのリストで上から下へと表示されます。ここでアイテムをドラッグすることで手動で順序を変更できます。3DビューでEキーを押すと、オブジェクト上に数値でプリント順が表示されます。
Gコードプレビュー
PrusaSlicerバージョン2.9.1以降、Prusaプリンター専用に、プレビューで水平スライダーを使用してエクストルーダーの3Dモデルを確認できるようになりました。標準モードでは、最上層のみのプレビューが表示されます。プレート右下の歯車をクリックし、「順次スライダーを最上層のみに適用」のチェックを外すことで、プリントプロジェクト全体のプレビューを確認できます。