Hauteur de couche
Hauteur de chaque tranche/épaisseur de chaque couche. La hauteur de couche est le principal facteur affectant à la fois :
- le temps d'impression
- la résolution verticale
En choisissant des hauteurs de couche plus élevées, vous pouvez réduire considérablement le temps d'impression au prix de couches plus visibles. D'un autre côté, choisir une petite hauteur de couche (par exemple 0,10 mm) permettra des détails supplémentaires au prix de temps d'impression plus longs.
En règle générale, nous ne suggérons pas de descendre à moins de 0,10 mm car l'amélioration de la qualité d'impression avec des couches de 0,07 ou 0,05 mm est relativement mineure avec des temps d'impression nettement plus longs.
Gardez à l'esprit que la hauteur de couche ne modifie que la résolution verticale . Par exemple, un texte en relief parallèle au plateau d'impression aura la même apparence quelle que soit la hauteur de couche. Si vous recherchez une résolution accrue dans le plan XY, allez voir les buses avec un diamètre différent.
La hauteur de couche doit être inférieure à 80% du diamètre de la buse (par exemple, la hauteur de couche maximale avec une buse de 0,4 mm est d'environ 0,32 mm). La hauteur de couche ne peut pas être supérieure au diamètre de la buse, PrusaSlicer affichera un message d'erreur si vous essayez de saisir une telle valeur.
Vous pouvez également envisager d'utiliser la Fonction de hauteur de couche variable.

Hauteur de la première couche
Lors de l'impression avec des hauteurs de couche basses, vous souhaiterez peut-être toujours imprimer une première couche plus épaisse pour augmenter l'adhérence au plateau d'impression. Les profils d'impression Original Prusa utilisent toujours 0,20 mm comme première hauteur de couche.
Vous pouvez l'exprimer en valeur absolue (par exemple 0,20 mm) ou en pourcentage de la hauteur de couche par défaut (par exemple 150%).
Changer la hauteur de la première couche nécessitera très probablement une calibration de la première couche sur votre imprimante.
Périmètres
Définit le nombre minimal de contours qui forment la paroi d'un modèle. Les profils Original Prusa utilisent toujours un minimum de deux périmètres.
La résistance d'un modèle est principalement définie par le nombre de périmètres (pas le remplissage). Si vous voulez une impression plus résistance, augmentez le nombre de périmètres.
Vase Spiral
Crée un conteneur avec un contour unique continu, augmentant progressivement la hauteur en Z.
Lorsque vous imprimez quelque chose avec une paroi à périmètre unique, il y a toujours un petit défaut où l'imprimante passe à la couche suivante. Cet endroit, où l'imprimante s'arrête et termine le périmètre, augmente la hauteur en Z de la hauteur de la couche et commence un nouveau périmètre, crée une 'cicatrice' disgracieuse sur le côté du modèle. Cette cicatrice est également un point faible de l'impression.
le vase en spirale ne présente aucun point où la couche change, à l'exception des N premières couches solides inférieures. Au lieu de cela, la hauteur augmente progressivement tout le temps, jusqu'à ce que le haut de l'impression soit atteint.
Lorsque le mode vase est activé, PrusaSlicer définit automatiquement les paramètres associés en conséquence :
- un périmètre
- remplissage de 0%
- couches solides supérieures désactivées
- supports désactivés
- "maintien de l'épaisseur de coque verticale" désactivé
Vous pouvez toujours ajuster le nombre de couches solides inférieures. De plus, vous pouvez régler la largeur d'extrusion des périmètres externes dans le menu Avancé pour obtenir un vase plus épais/plus solide/étanche (par exemple de 0,45 à 0,6).
Le modèle doit être défini comme un solide. Sinon, PrusaSlicer essaiera (et échouera) de créer des surfaces intérieures et extérieures, donc modélisez uniquement les dimensions extérieures.
Un seul objet à la fois peut être imprimé en mode vase. Si vous aviez plusieurs objets sur le plateau d'impression, il serait impossible de les imprimer en continu. Vous pouvez contourner cette limitation en activant l'impression séquentielle.
Épaisseur des parois fines recommandée
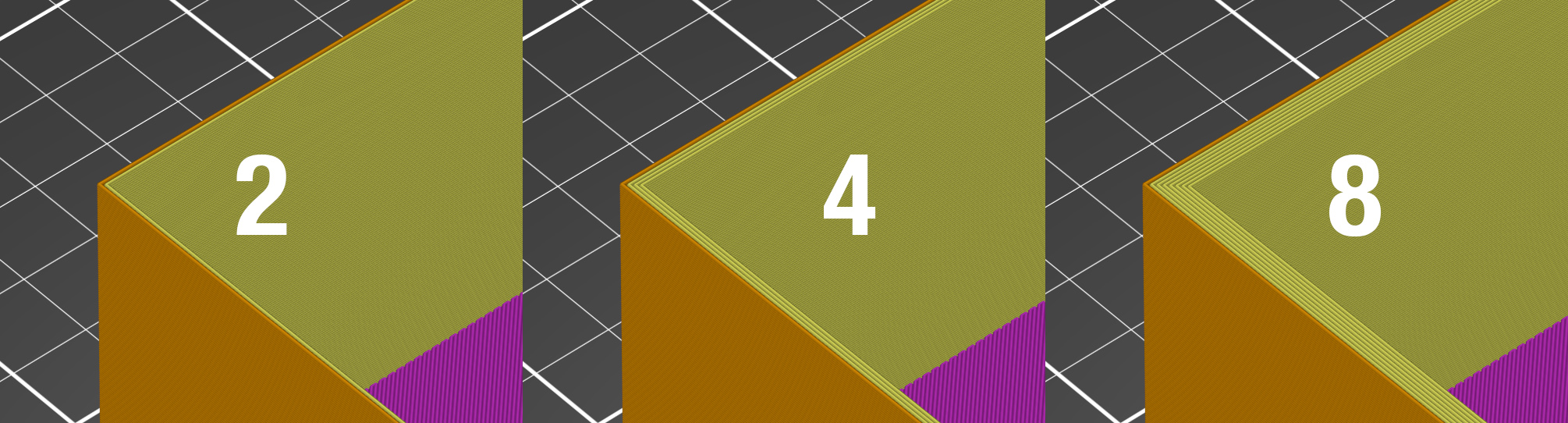
Pour un nombre sélectionné de périmètres et une hauteur de couche, PrusaSlicer calcule l'épaisseur des parois fines optimale. Si vous revenez à votre dessin CAO et modifiez l'épaisseur de la paroi à cette valeur exacte, vous éliminerez les chevauchements inutiles du périmètre et votre impression aura une finition parfaite de la surface des parois.
Normalement, vous obtenez des recommandations pour un nombre pair de périmètres (2,4,6…). Si vous activez Détecter les parois fines, vous obtiendrez également une recommandation pour un nombre impair de périmètres (1,3…).
Vous pouvez penser que lorsque la largeur d'extrusion d'un périmètre est de 0,45 mm, deux périmètres auront une largeur de 0,90 mm (2x0,45). Cependant, si vous regardez la recommandation pour une hauteur de couche de 0,2 mm, vous constaterez que ce n'est pas vrai et que la valeur suggérée est de 0,86 mm.
Afin de comprendre comment ce nombre est calculé, nous devons examiner la section transversale d'un périmètre. PrusaSlicer suppose que la section transversale d'une extrusion est un rectangle avec des extrémités semi-circulaires. Notez que la largeur d'extrusion comprend les deux extrémités semi-circulaires.
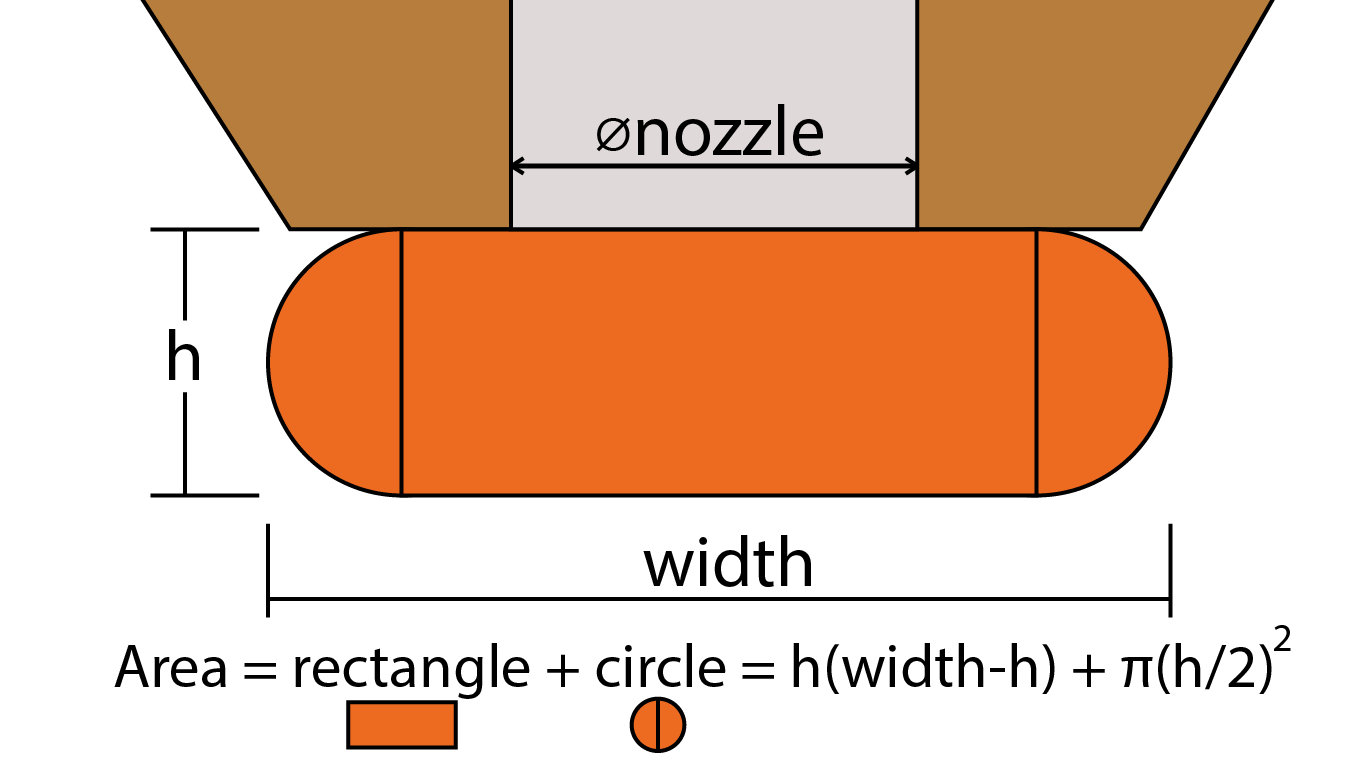
(Cette image est une reprise de la source originale : https://manual.slic3r.org/advanced/flow-math)
Ajoutons maintenant une seconde extrusion/périmètre. Si nous supposons qu'il n'y a pas de chevauchement (chemins tangents), il y aurait un espace vide (en jaune). Afin de remplir l'espace vide et de relier les périmètres ensemble, PrusaSlicer chevauche légèrement les périmètres. C'est essentiellement pourquoi vous ne pouvez pas simplement multiplier le nombre de périmètres par la largeur d'un seul périmètre pour obtenir l'épaisseur de paroi idéale.
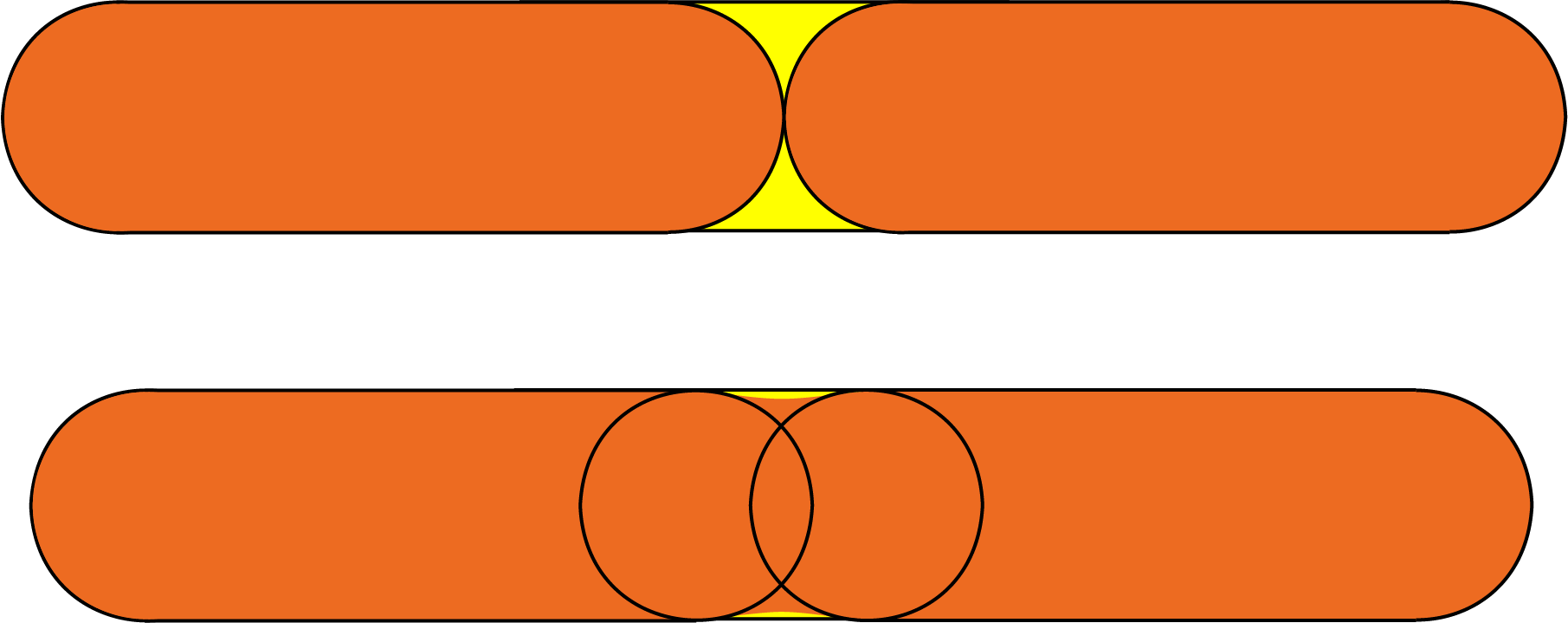
(Cette image a été fortement inspirée par la source originale : https://manual.slic3r.org/advanced/flow-math)
Pour plus d'informations, consultez la page mathématique du Flux de Slic3r (certaines parties de ce texte proviennent de la même page).
Couches solides - supérieures/inférieures
Les parties inférieures et supérieures des modèles sont généralement remplies de couches solides (remplissage à 100%).
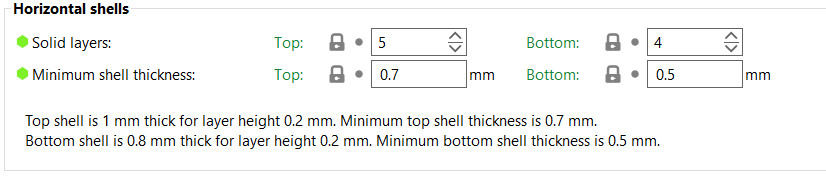
Vous pouvez définir le nombre de couches supérieures et inférieures que vous souhaitez imprimer. Vous pouvez également définir une épaisseur de paroi minimale, ce qui est particulièrement utile lorsque vous utilisez la fonction de hauteur de couche variable. L'info-bulle sous ces paramètres sera mise à jour à chaque modification, vous donnant une meilleure idée de l'épaisseur de paroi supérieure/inférieure résultante.
Régler les couches solides supérieures ou inférieures à 0 remplace l'épaisseur de paroi minimale. Vous n'avez donc pas besoin de régler également l'épaisseur de paroi minimale à 0 pour obtenir des couches supérieures ou inférieures.
Le remplissage solide supérieur est essentiellement un pont sur le motif de remplissage. Pour cette raison, vous verrez presque toujours un peu d'affaissement des premières lignes de remplissage solides. Plus le remplissage est faible, plus la distance de pontage est longue et, par conséquent, plus l'affaissement est important. Cela peut être contrecarré en augmentant simplement le nombre de couches solides - nous suggérons au moins 3 couches supérieures. Vous pouvez réduire davantage ce comportement avec un mesh modificateur, qui augmente le remplissage pour les dernières couches avant le remplissage solide.
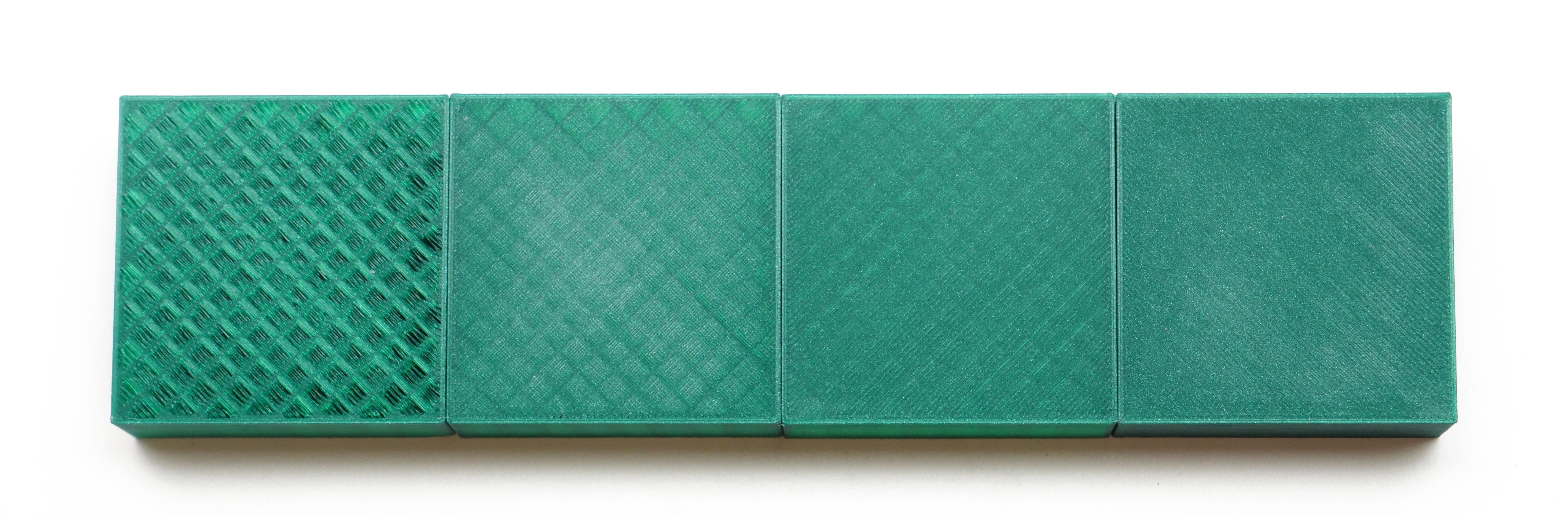
De gauche à droite, 1, 2, 3 et 5 couches supérieures, imprimées à une hauteur de couche de 0,1 mm.
Notez que lorsque vous imprimez à des hauteurs de couche basses, vous aurez besoin de plus de couches solides pour obtenir la même épaisseur de paroi supérieure/inférieure (par exemple, avec une hauteur de couche de 0,3 mm, utilisez 3 couches supérieures, avec une hauteur de couche de 0,1 mm, utilisez 9 couches supérieures).
Le motif de remplissage solide par défaut est rectiligne, mais vous pouvez choisir parmi plusieurs autres motifs.
Périmètres supplémentaires si nécessaire
Une option héritée qui, à notre connaissance, ne fait plus rien. Faites-nous savoir si vous trouvez un cas où cela change quelque chose.
S'assurer de l'épaisseur de la coque verticale
Cette fonction résout l’un des plus gros problèmes des anciens slicers, les trous entre les périmètres sur une surface inclinée. Cela était typique lors de l'impression de bustes et d'autres modèles à l'aspect organique. De tels objets avaient généralement quelques trous au-dessus de la tête. Avec cette fonction activée, PrusaSlicer s'assure qu'il définit les supports (internes) nécessaires pour les périmètres d'une couche à venir.
- Désactivé : Produit une extrusion supplémentaire uniquement pour supporter les couches supérieures. Le choix de cette option peut entraîner l’échec de votre impression.
- Partiel : Fournit un support partiel aux coques verticales sans appliquer complètement l'épaisseur requise.
- Activé : Réglage standard. Permet l'ajout de remplissage solide à proximité des surfaces en pente pour garantir l'épaisseur de la coque verticale. Cela est appliqué sur les couches solides supérieures et inférieures.

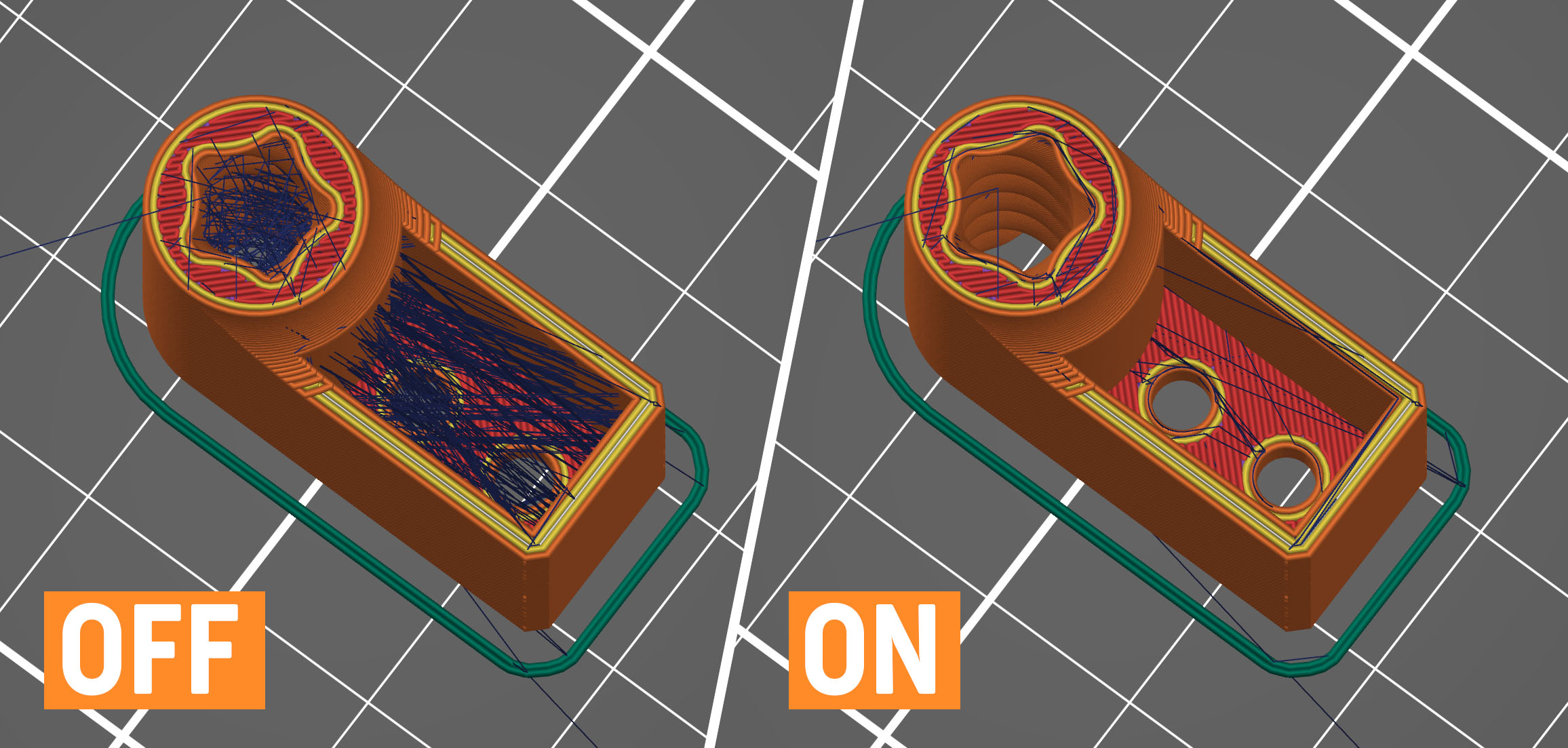
Éviter de traverser les périmètres
Eviter le franchissement de périmètres est un algorithme permettant de minimiser les franchissement de périmètres externes lors des déplacements, ce qui réduit la création de fils (en particulier avec les extrudeurs Bowden) et améliore la qualité d'impression globale.
L'activation de cette fonctionnalité ralentit la génération de G-code et augmente quelque peu le temps d'impression (l'augmentation du temps varie selon les modèles).
Cette fonctionnalité a été considérablement améliorée dans PrusaSlicer 2.3. Le nouvel algorithme essaie de créer un chemin de déplacement à l'intérieur des îles d'objets avec le chemin le plus court tout en évitant les trous et les concavités, tandis qu'il prend le chemin le plus court lorsqu'il se déplace entre les îles.
Si le détour est plus long que la Longueur maximale du détour, éviter le franchissement des périmètres ne sera pas appliqué pour ce déplacement. Vous pouvez utiliser des valeurs absolues en millimètres, un pourcentage du mouvement de déplacement ou le définir sur 0 pour désactiver la vérification de la longueur de détour max.
Détecter les parois fines
Par défaut, chaque mur se compose de périmètres extérieurs et intérieurs (un minimum de deux périmètres pour les parois fines). S'il y a suffisamment d'espace, un motif de remplissage comble le vide entre ces périmètres intérieurs/extérieurs.
L'activation de Détecter les parois fines permet à PrusaSlicer de générer un seul périmètre qui officie à la fois pour la coque intérieur et extérieur. Cela vous aidera à obtenir de petits détails. Cependant, les parois plus fines qu'une seule largeur d'extrusion de périmètre seront probablement ignorées.
Cette fonctionnalité est automatiquement désactivée si le générateur de périmètre Arachne est actif, car il s'ajuste déjà automatiquement aux parois minces.
Ponts épais
Pour des raisons historiques, PrusaSlicer imprimait des ponts avec des lignes extrêmement épaisses. Cela rend le pontage très fiable et vous permet de couvrir de plus longues distances, mais ils n'étaient pas très jolis. Le nouveau comportement par défaut utilise la hauteur de couche actuelle pour le pontage, ce qui rend le pontage fiable pour des distances plus courtes, mais beaucoup plus joli. C'est la stratégie que la plupart des slicers modernes utilisent. Vous pouvez revenir à l'ancien comportement en activant l'option Ponts épais. Étant donné que la première couche solide au-dessus des supports utilise les réglages de pontage, cette modification a également un impact important sur l'apparence des surplombs supportés.
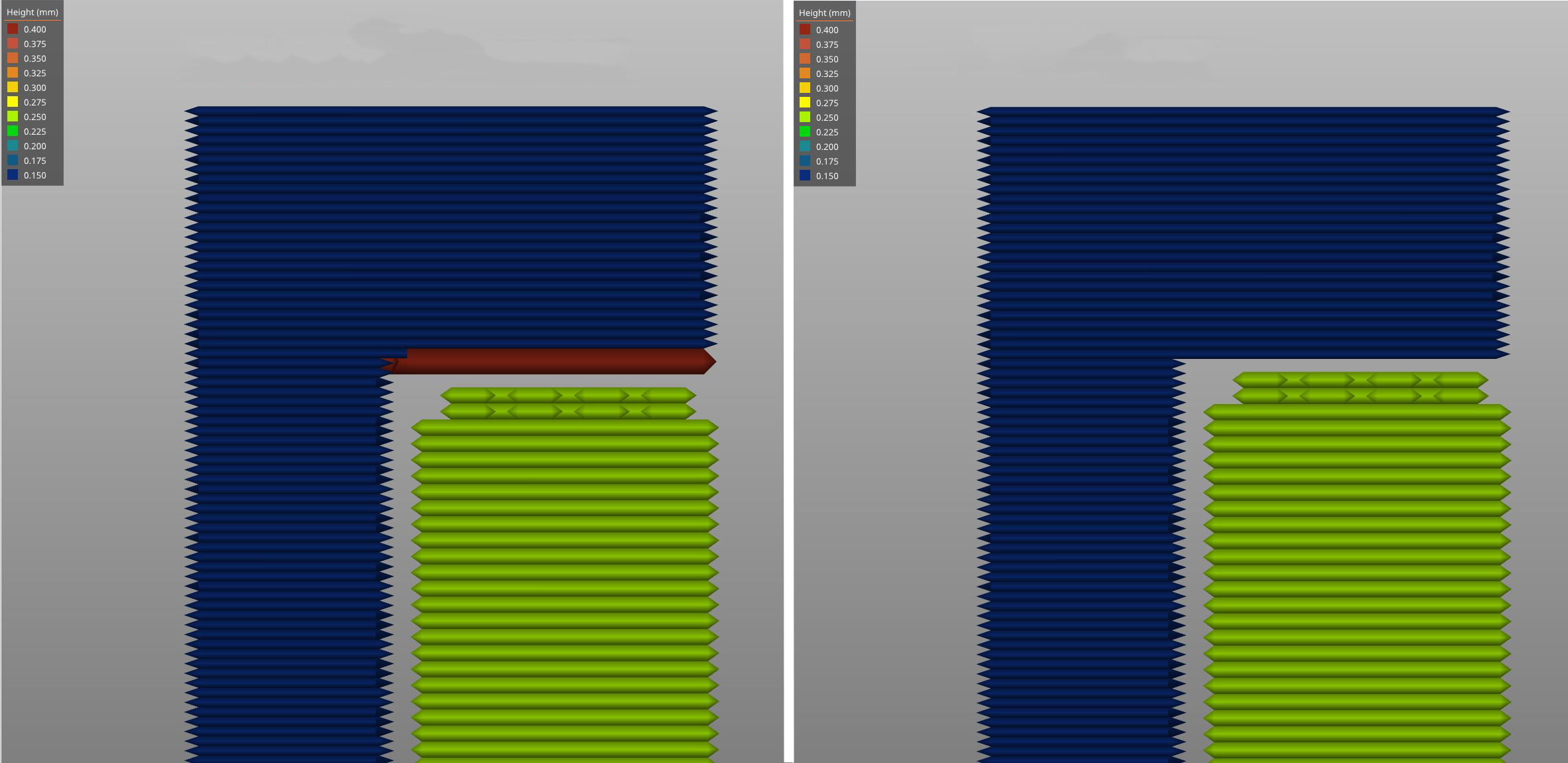
Gauche : Ponts épais activés, Droite : Ponts épais désactivés
Détecter les périmètres faisant des ponts
Active le flux de pontage pour les surplombs et allume le ventilateur.
Position de la jointure
Détermine le point de départ de chaque boucle de périmètre, et donc la position de la jointure verticale potentiellement visible sur le côté de l'objet. Sauf si vous imprimez en mode vase spirale.
La jointure ressemble à un petit zit sur la surface du modèle. PrusaSlicer peut tenter de masquer la jointure dans les coins du modèle (en utilisant le réglage "Le plus proche” ) ou sur la face arrière (“Arrière”), répartissez-les au hasard sur la surface (“Aléatoire”), ou organisez-les en lignes (“Aligné”).
Vous trouverez plus d'informations et de photos dans l'article Position de la jointure.
Jointures intérieures décalées
Cette fonction provoque le déplacement des jointures intérieures vers l'arrière en fonction de leur profondeur, formant ainsi un motif en zigzag. Cela crée une pièce plus solide en évitant que les jointures s'alignent.
Périmètres externes en premier
Les périmètres seront imprimés de l'extérieur vers l'intérieur au lieu de l'ordre inverse.
Ce paramètre peut aider à la précision dimensionnelle car le périmètre extérieur est posé en premier et tout filament supplémentaire extrudé lors de l'impression des périmètres suivants est repoussé à l'écart de la paroi extérieure. En revanche, la surface peut être légèrement moins lisse.
Remplir les trous
Permet de remplir les trous entre les périmètres individuels et entre le périmètre le plus interne et le remplissage.
Générateur des périmètres
Vous permet de basculer entre le générateur de périmètre Arachne (par défaut) et le générateur de périmètre classique. Le générateur de périmètre Arachne ajuste automatiquement la largeur d'extrusion des périmètres selon les besoins. Pour la plupart des impressions, le générateur de périmètre Arachne est supérieur, mais pour certaines impressions fonctionnelles où la précision des coins concaves est importante, le générateur de périmètre classique peut être meilleur.