Altura de la capa
Altura de los cortes individuales / grosor de cada capa. La altura de la capa es el factor principal que afecta a ambos:
- tiempo de impresión
- resolución vertical
Si eliges alturas de capa más altas , puedes acortar significativamente el tiempo de impresión a costa de capas más visibles. Por otro lado, si eliges una altura de capa pequeña (por ejemplo, 0,10 mm) dará como resultado detalles adicionales a costa de tiempos de impresión más largos.

La altura de la capa debe ser inferior al 80% del diámetro de la boquilla (p. Ej., La altura máxima de la capa con una boquilla de 0,4 mm es de aproximadamente 0,32 mm). La altura de la capa no puede ser mayor que el diámetro de la boquilla, PrusaSlicer mostrará un mensaje de error si intenta ingresar dicho valor.
Altura de la primera capa
Cuando imprimas con alturas de capa muy bajas, es posible que desees imprimir una primera capa más gruesa para aumentar la adhesión a la cama de impresión. Los perfiles de impresión originales de Prusa utilizan siempre 0,20 mm como altura de la primera capa.
Puedes expresar esto como un valor absoluto (por ejemplo, 0,20 mm) o como un porcentaje de la altura de capa predeterminada (por ejemplo, 150%).
Cambiar la altura de la primera capa probablemente requerirá ajustar la calibración de la primera capa en tu impresora.
Perímetros
Defina el número mínimo de contornos que forman la pared de un modelo. Los perfiles originales de Prusa siempre utilizan un mínimo de dos perímetros.
La fuerza de un modelo se define principalmente por el número de perímetros (no de relleno). Si deseas tener una impresión más fuerte, aumenta el número de perímetros.
Vaso en espiral
Crea un contenedor de contorno único continuo, aumentando gradualmente la altura de Z.
Al imprimir cualquier cosa con una pared de un solo perímetro, siempre hay un pequeño defecto en el que la impresora avanza a la siguiente capa. Este punto, donde la impresora se detiene y termina el perímetro, eleva la altura Z por la altura de la capa y comienza un nuevo perímetro, crea una "cicatriz" antiestética que corre por el costado del modelo. Esta cicatriz también es un punto débil de la impresión.
El vaso en espiral no tiene ningún punto en el que cambie la capa, con la excepción de las primeras N capas sólidas inferiores. En cambio, la altura aumenta gradualmente todo el tiempo, hasta que se alcanza la parte superior de la impresión.
Cuando se activa el modo vaso espiral, PrusaSlicer establece automáticamente los ajustes relacionados en consecuencia:
- un perímetro
- 0% de relleno
- capas sólidas superiores deshabilitadas
- soportes deshabilitados
- desactivado "asegurar el grosor vertical de la carcasa"
Aún puedes ajustar el número de capas sólidas inferiores . Además, puedes ajustar el Ancho de extrusión de perímetros externos en el menú Avanzado para obtener un vaso más grueso / fuerte / hermético (por ejemplo, de 0,45 a 0,6).
El modelo debe definirse como un sólido. De lo contrario, PrusaSlicer intentará (y fallará) crear superficies internas y externas, así que modele solo las dimensiones externas.
Solo se puede imprimir un objeto a la vez en el modo vaso espiral. Si tuvieras varios objetos en la cama de impresión, sería imposible imprimirlos de forma continua. Puedes evitar esta limitación habilitando la impresión secuencial.
Espesor de pared delgada recomendado
Para un número seleccionado de perímetros y altura de capa, PrusaSlicer calcula el grosor óptimo de pared delgada . Si vuelves a su dibujo CAD y cambias el grosor de la pared a este valor exacto, eliminarás la superposición perimetral innecesaria y tu impresión tendrá un acabado perfecto de la superficie de la pared.
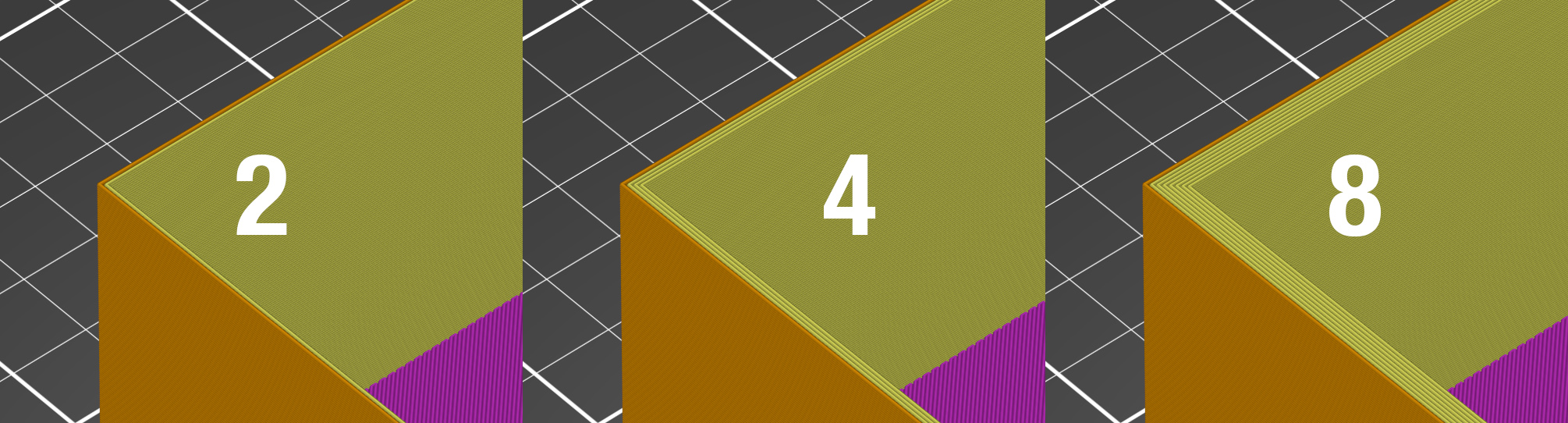
Normalmente obtienes recomendaciones para un número par de perímetros (2,4,6…). Si habilitas Detectar paredes delgadas, también obtendrás una recomendación para un número impar de perímetros (1,3…).
Puedes pensar que cuando el ancho de extrusión de un perímetro es 0.45 mm, dos perímetros tendrán 0.90 mm de ancho (2x0,45). Sin embargo, si observas la recomendación de una altura de capa de 0,2 mm, encontrarás que esto no es cierto y el valor sugerido es de 0,86 mm.
Para entender cómo se calcula este número, debes echar un vistazo a la sección transversal del perímetro. PrusaSlicer asume que la sección transversal de una extrusión es un rectángulo con extremos semicirculares. Ten en cuenta que el ancho de la extrusión incluye los dos extremos semicirculares.
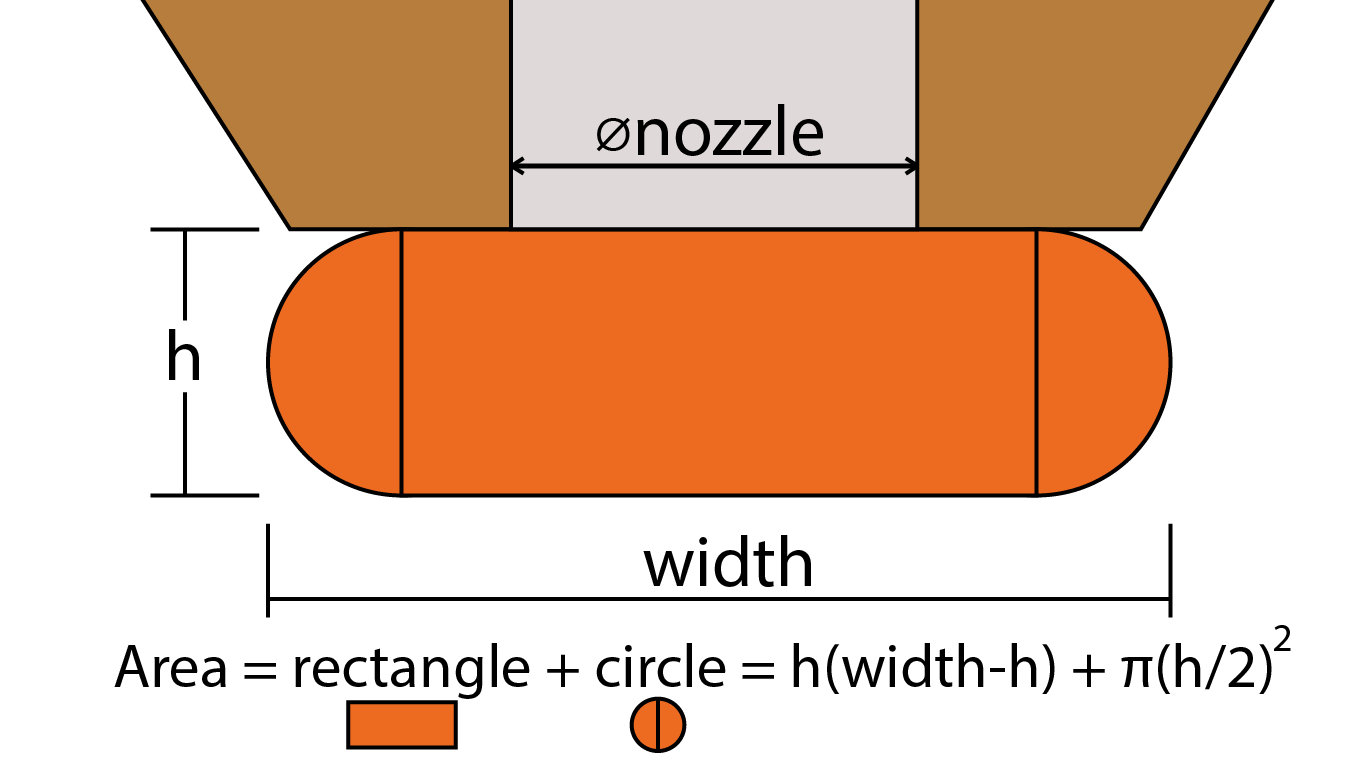
(Esta imagen es un nuevo dibujo de la fuente original:https://manual.slic3r.org/advanced/flow-math)
Ahora agreguemos una segunda extrusión / perímetro. Si suponemos que no hay superposición (caminos tangentes), habría un espacio vacío (amarillo). Para llenar el espacio vacío y unir los perímetros, PrusaSlicer superpone ligeramente los perímetros. Básicamente, esta es la razón por la que no puedes simplemente multiplicar el número de perímetros por el ancho de un solo perímetro para obtener el grosor de pared ideal.
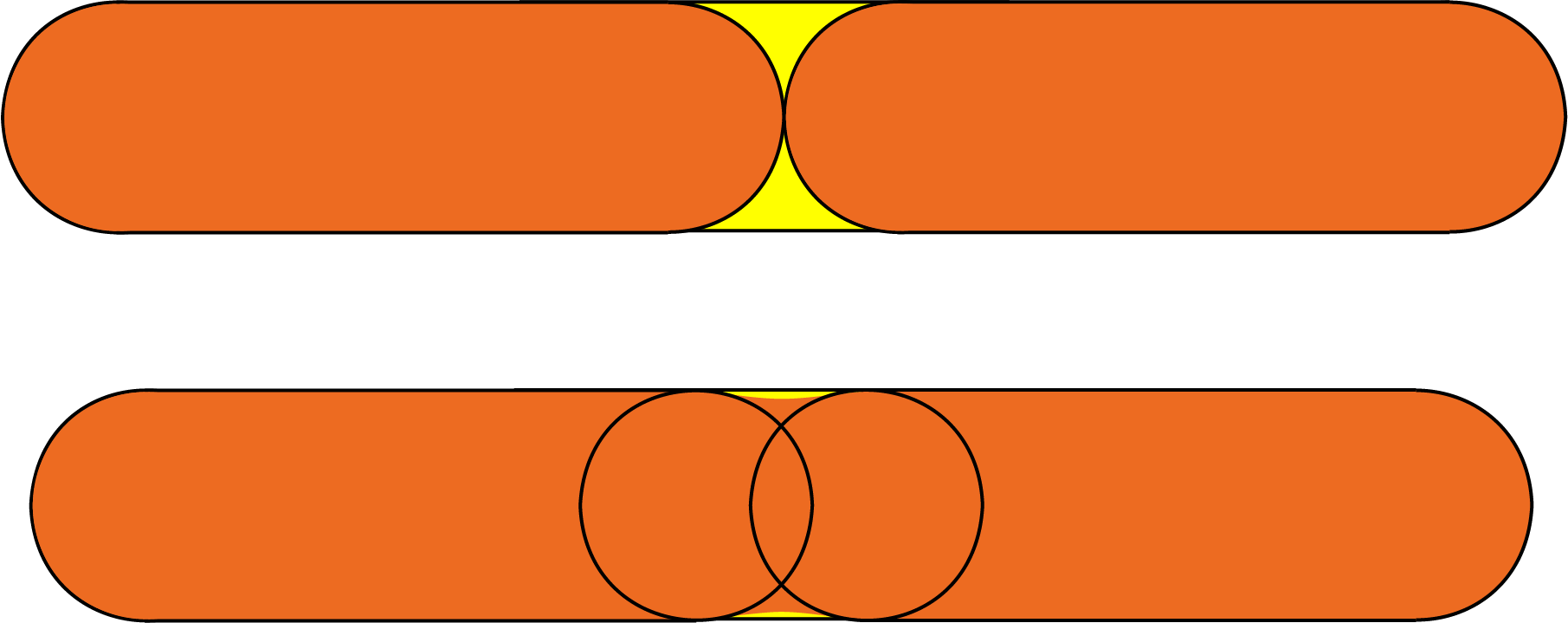
(Esta imagen se inspiró en gran medida en la fuente original: https://manual.slic3r.org/advanced/flow-math)
Para obtener más información, consulta la página de matemáticas de Slic3r Flow (partes de este texto provienen del mismo página).
Capas sólidas: superior / inferior
Las partes inferior y superior de cada modelos suelen estar rellenas de capas sólidas (100% de relleno).
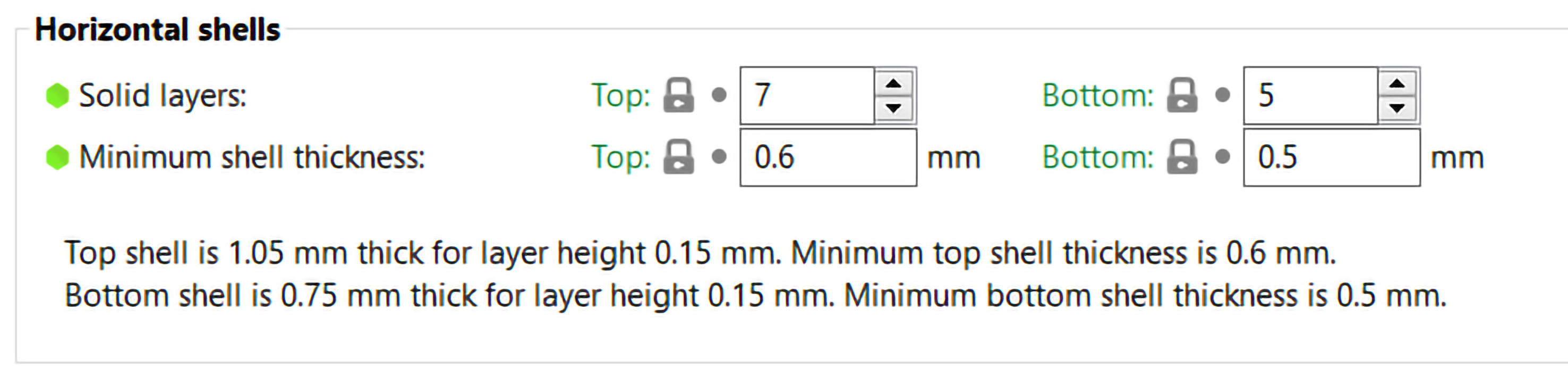
Puedes establecer cuántas capas superior e inferior deseas imprimir. También puedes establecer un grosor de pared mínimo , que es especialmente útil cuando se utiliza la función de altura de capa variable. La información sobre herramientas debajo de esta configuración se actualizará con cada cambio que realice, lo que le dará una mejor idea del grosor de la pared superior / inferior resultante.
Establecer las capas sólidas superior o inferior en 0 anula el espesor mínimo de la pared. Por lo tanto, no tienes que establecer el grosor mínimo de la pared en 0 también para obtener capas superiores o inferiores.
El relleno sólido superior es esencialmente un puente sobre el patrón de relleno. Por eso, casi siempre verás un poco de pandeo en las primeras líneas de relleno sólidas. Cuanto menor sea el relleno, mayor será la distancia de puente y, como resultado, mayor será el hundimiento. Esto se puede contrarrestar simplemente aumentando el número de capas sólidas; sugerimos al menos 3 capas superiores. Puedes reducir aún más este comportamiento con una malla modificadora, que aumenta el relleno de las últimas capas antes del relleno sólido.
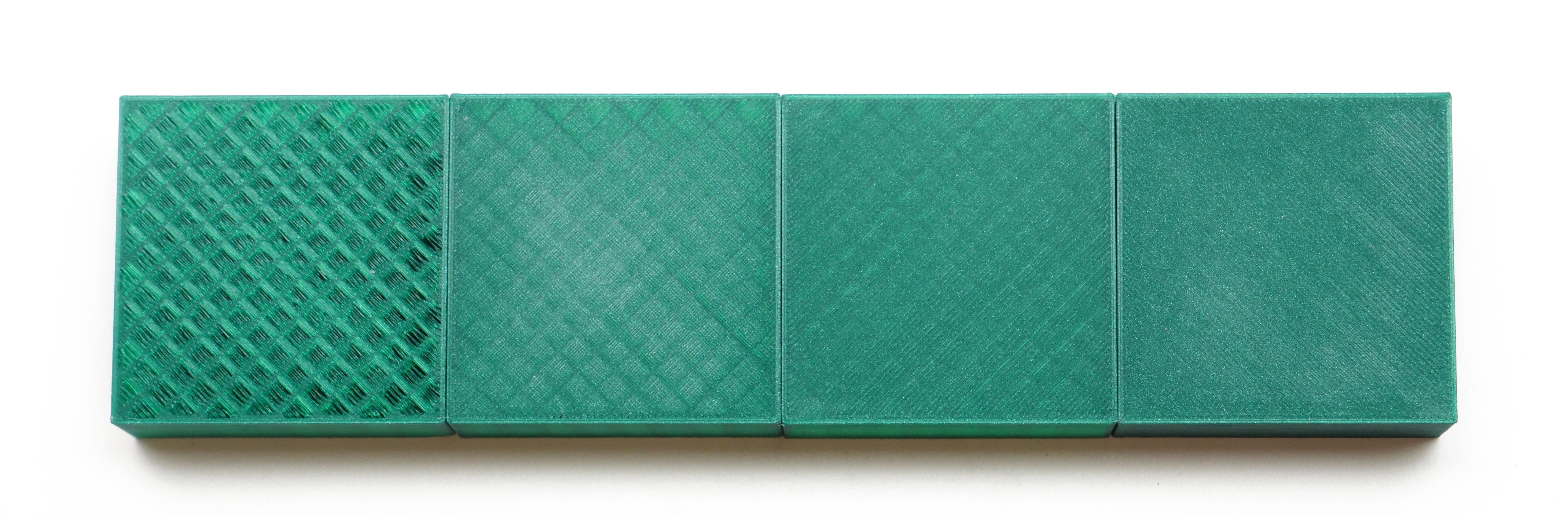
De izquierda a derecha, 1, 2, 3 y 5 capas superiores, impresas a una altura de capa de 0,1 mm.
El patrón de relleno sólido predeterminado es rectilíneo, sin embargo, hay varios otros patrones para elegir.
Perímetros adicionales si es necesario
Una opción heredada que, hasta donde sabemos, ya no hace nada. Haznos saber si encuentras un caso en el que esto cambie algo.
Asegúrate de que el espesor de la carcasa sea vertical
Esta función resuelve uno de los mayores problemas del software de laminado mas antiguo, y es tener agujeros entre los perímetros en una superficie inclinada. Esto era típico al imprimir bustos y otros modelos de aspecto orgánico. Estos objetos normalmente tenían algunos agujeros en la parte superior de la cabeza. Con esta función habilitada, PrusaSlicer se asegura de colocar los soportes necesarios (internos) para los perímetros en una capa próxima.

Evita cruzar perímetros
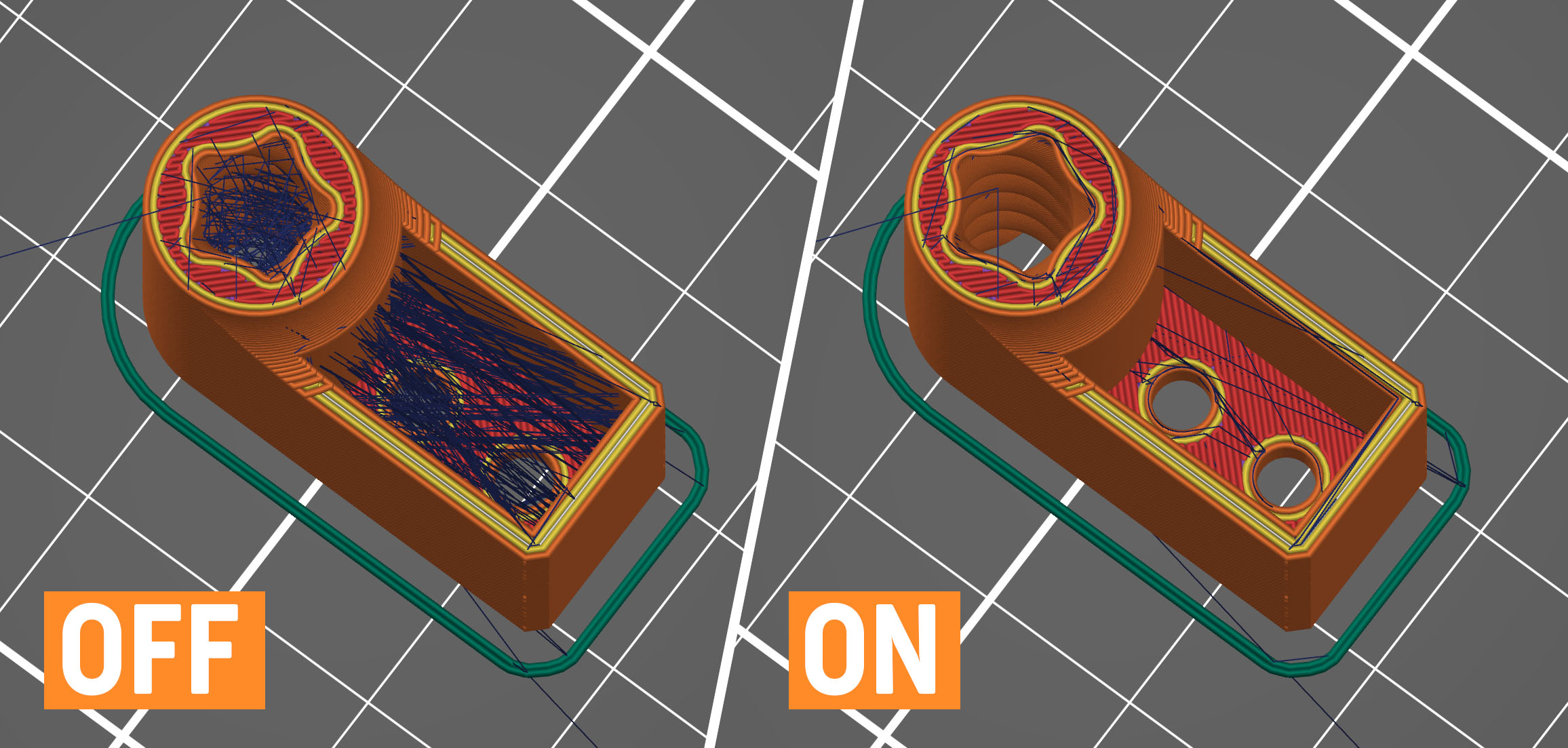
Evitar cruzar perímetros es un algoritmo para minimizar los cruces de perímetros externos durante los movimientos de desplazamiento, lo que reduce el encordado (especialmente con extrusores Bowden) y mejora la calidad general de la impresión.
La activación de esta función ralentiza la generación del código G y aumenta un poco el tiempo de impresión (el aumento de tiempo varía según los modelos).
Esta función se ha mejorado considerablemente en PrusaSlicer 2.3. El nuevo algoritmo trata de trazar una ruta de movimiento dentro de las islas de objetos con el camino más corto mientras evita los agujeros y las concavidades, mientras que toma el camino más corto cuando viaja entre las islas.
Si el desvío es más largo que la Longitud máxima del desvío, no se aplicarán los perímetros a evitar para este movimiento de desplazamiento. Puede utilizar valores absolutos en milímetros, un porcentaje del movimiento de desplazamiento o establecerlo en 0 para desactivar la comprobación de la longitud máxima del desvío.
Detectar paredes delgadas
De forma predeterminada, cada pared consta de perímetros exterior e interior (un mínimo de dos perímetros para paredes delgadas). Si hay suficiente espacio para ello, se utiliza un patrón de relleno para llenar el vacío entre estos perímetros interior / exterior.
Habilitar Detectar paredes delgadas permite que PrusaSlicer genere un solo perímetro que funciona como interior & cáscara exterior. Esto ayudará a capturar pequeños detalles. Sin embargo, es probable que se ignoren las paredes más delgadas que el ancho de extrusión de un solo perímetro.
Puentes gruesos
Por razones históricas, PrusaSlicer solía imprimir puentes con líneas extremadamente gruesas. Esto hace que los puentes sean muy fiables y le permite hacer puentes en distancias más largas, pero no se veían muy bien. El nuevo comportamiento por defecto utiliza la altura de la capa actual para hacer el puente, lo que hace que el puente sea fiable para distancias más cortas, pero se ve significativamente mejor. Esta es la estrategia que utilizan la mayoría de los laminadores modernos. Se puede cambiar al comportamiento antiguo activando la opción Puentes gruesos. Dado que la primera capa sólida por encima de los soportes utiliza la configuración de los puentes, este cambio también tiene un gran impacto en el aspecto de los voladizos soportados.
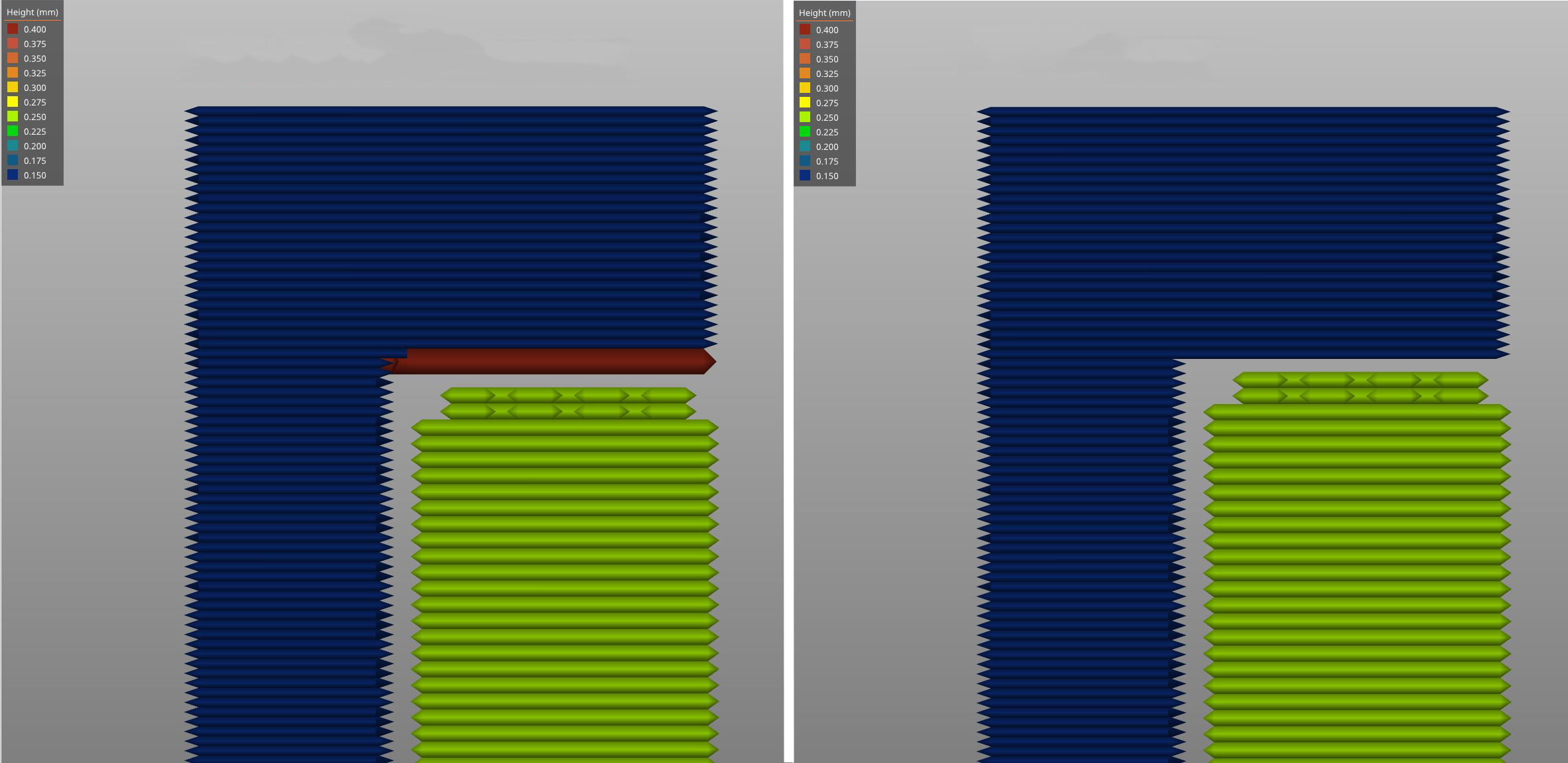
Izquierda: Puentes gruesos activados, Derecha: Puentes gruesos desactivados
Detectar perímetros de puente
Habilita el flujo puente para voladizos y enciende el ventilador.
Posición de la costura
Determina el punto de inicio de cada bucle perimetral y, por lo tanto, la posición de la costura vertical potencialmente visible en el costado del objeto. A menos que estés imprimiendo en el modo de jarrón en espiral.
La costura parece un pequeño grano en la superficie del modelo. PrusaSlicer puede intentar ocultar la costura en los bordes del modelo (utilizando el ajuste " Más cercano ") o en la parte trasera (" Posterior "), distribuirlos al azar en la superficie ( " Aleatorio ") o organizados en líneas (" Alineados ").
Encontrarás más información e imágenes en el artículo Posición de la costura.
Primero los perímetros externos
Los perímetros se imprimirán desde el más externo hasta el más interno en lugar del orden inverso.
Este parámetro puede ayudar con la precisión dimensional ya que el perímetro exterior se coloca primero y cualquier filamento adicional que se extruye al imprimir los siguientes perímetros se presiona hacia atrás desde la pared exterior. Por otro lado, la superficie puede ser un poco menos lisa.
Rellenar huecos
Permite rellenar los huecos entre perímetros individuales y entre el perímetro más interno y el relleno.