¿Qué es el Alisado y cómo funciona?
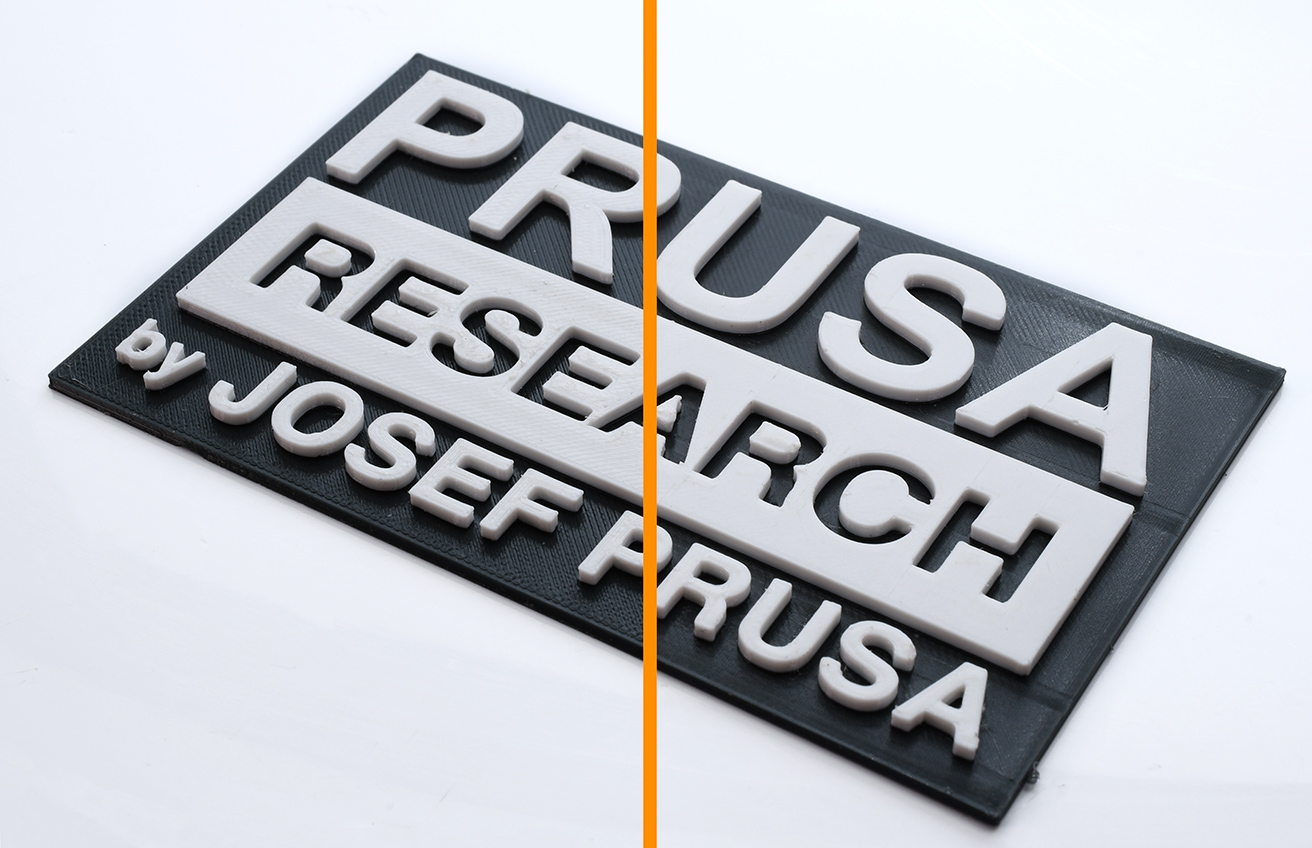
Es posible utilizar la herramienta de alisado a partir de la versión 2.3.0 de Prusa Slicer. El alisado suaviza las superficies planas superiores realizando una segunda pase de relleno en la misma capa.
Al ir moviendo la boquilla caliente sobre la superficie de la capa superior, alisa cualquier plástico que pudiera haberse levantado. La boquilla sigue extruyendo una pequeña cantidad de filamento para rellenar cualquier hueco en la superficie. La distancia entre las pasadas del alisado son, normalmente, menores que el diámetro de la boquilla. Esto implica que la boquilla pasará sobre los mismos lugares varias veces. El alisado se se realiza a un ángulo fijo de 45 grados respecto al ángulo de la ultima capa, ya que produce mejores resultados.

Desventajas
La mayor desventaja es que aumenta el tiempo de impresión ya que la segunda fase de alisado se lleva a cabo con un ancho de impresión muy pequeño entre las líneas. Puedes comprobar cuanto tiempo se va a usar en el alisado en la previsualización.
Si vas a alisar una superficie muy grande, en algunas máquinas podrías sufrir de recalentamiento y, en algunos casos, hasta un atasco en el fusor porque la extrusión es muy pequeña y muy lenta durante el alisado. Esto podría suceder principalmente al imprimir con PLA, ya que tiene poca resistencia térmica. El riesgo es mayor durante las olas de calor del verano.
Otra desventaja es que los bordes pueden quedar un poco rugosos, o menos definidos. Las pasadas del alisado son muy pequeñas y la extrusión es mínima, pero el diámetro de la boquilla es el mismo, así que algo del plástico podría sobresalir en los bordes.
Cuándo usar el alisado
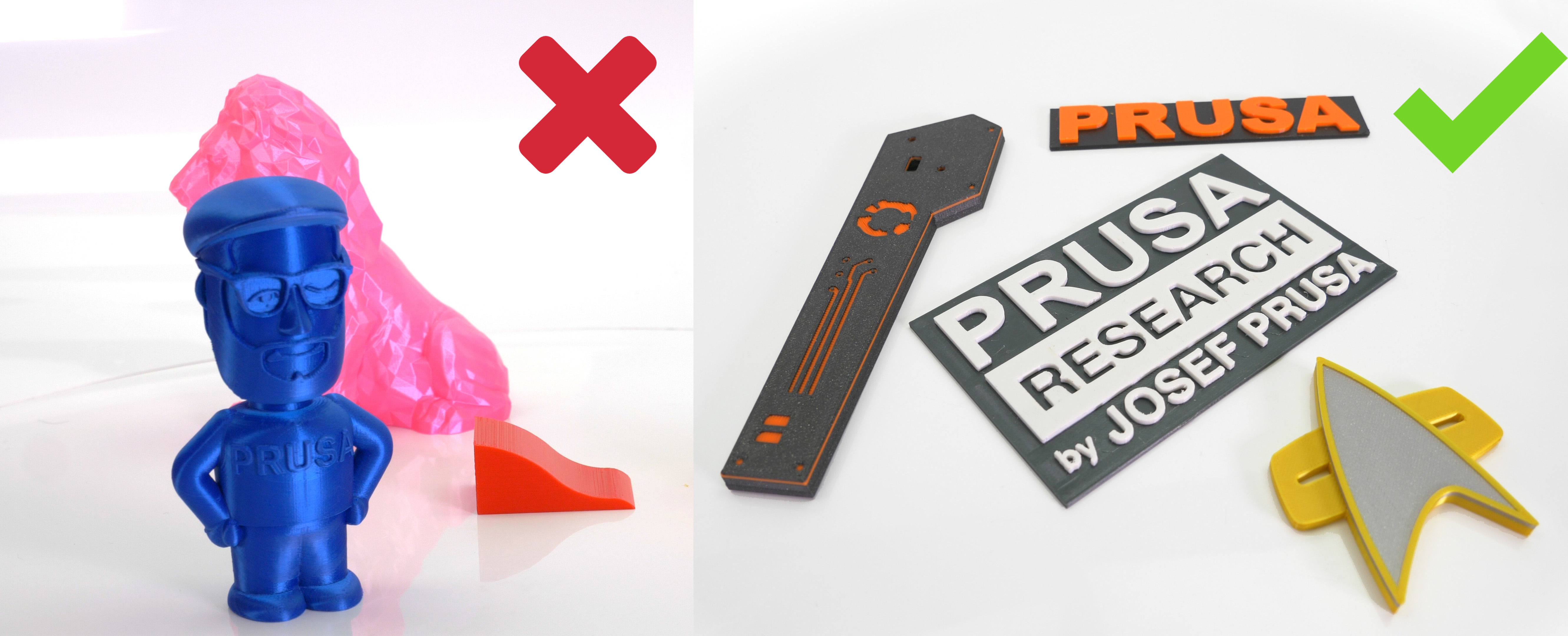
El alisado es útil para piezas con la superficie plana, como letreros, logotipos, insignias, cajas, tapas, etc.
El alisado también puede ser útil cuando quieres pegar dos piezas juntas y necesitas que las superficies sean lo más lisas posible para que la separación sea mínima.
Cuando no usar el alisado
El alisado no es útil para objetos redondeados, figuras y formas orgánicas en general. Tampoco es útil para objetos que tengan superficies planas, pero estas no sean paralelas a la superficie de impresión. Tampoco tendrá un efecto negativo en las piezas, pero lo único que hará es aumentar innecesariamente el tiempo de impresión.

Algunos modelos se pueden imprimir boca abajo. La capa inferior que se imprime sobre la superficie de impresión normalmente es más lisa aún que la capa con alisado. Además, puedes añadirle textura a la superficie, dependiendo del tipo de lámina que utilices.
El Relleno Monotónico es otra función que mejora la calidad de las capas superiores. Úsalo junto al alisado para obtener los mejores resultados. Los perfiles Prusa Original tienen el relleno monotónico activado por defecto como patrón de relleno superior.
Cómo activar Alisado
Para todos los modelos
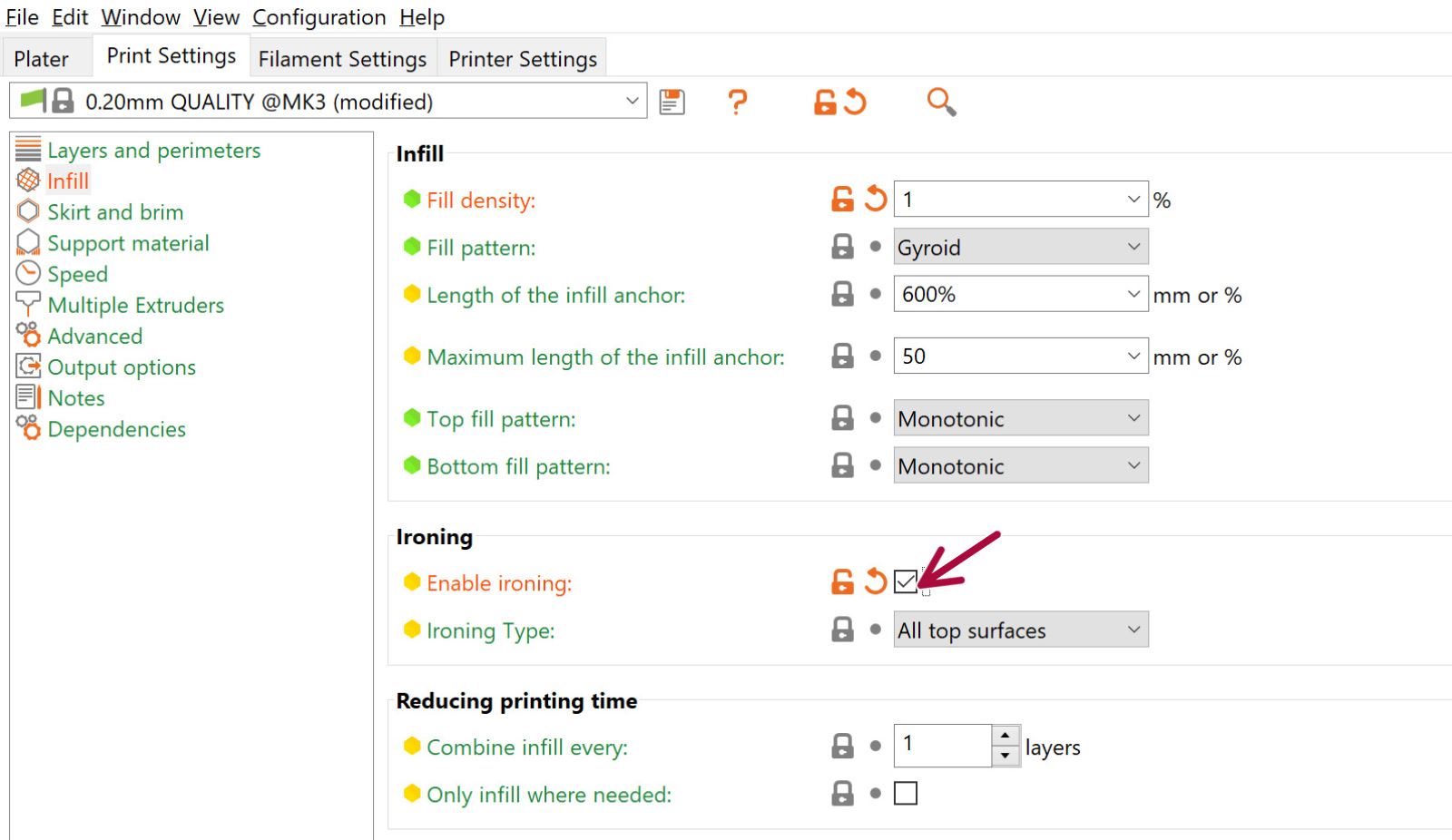
El alisado no está disponible en el modo sencillo, así que deberás utilizar el modo Advanzado o Experto.
Ve a Configuración de impresión -> Relleno -> Alisado -> Activar alisado.
Para el modelo seleccionado
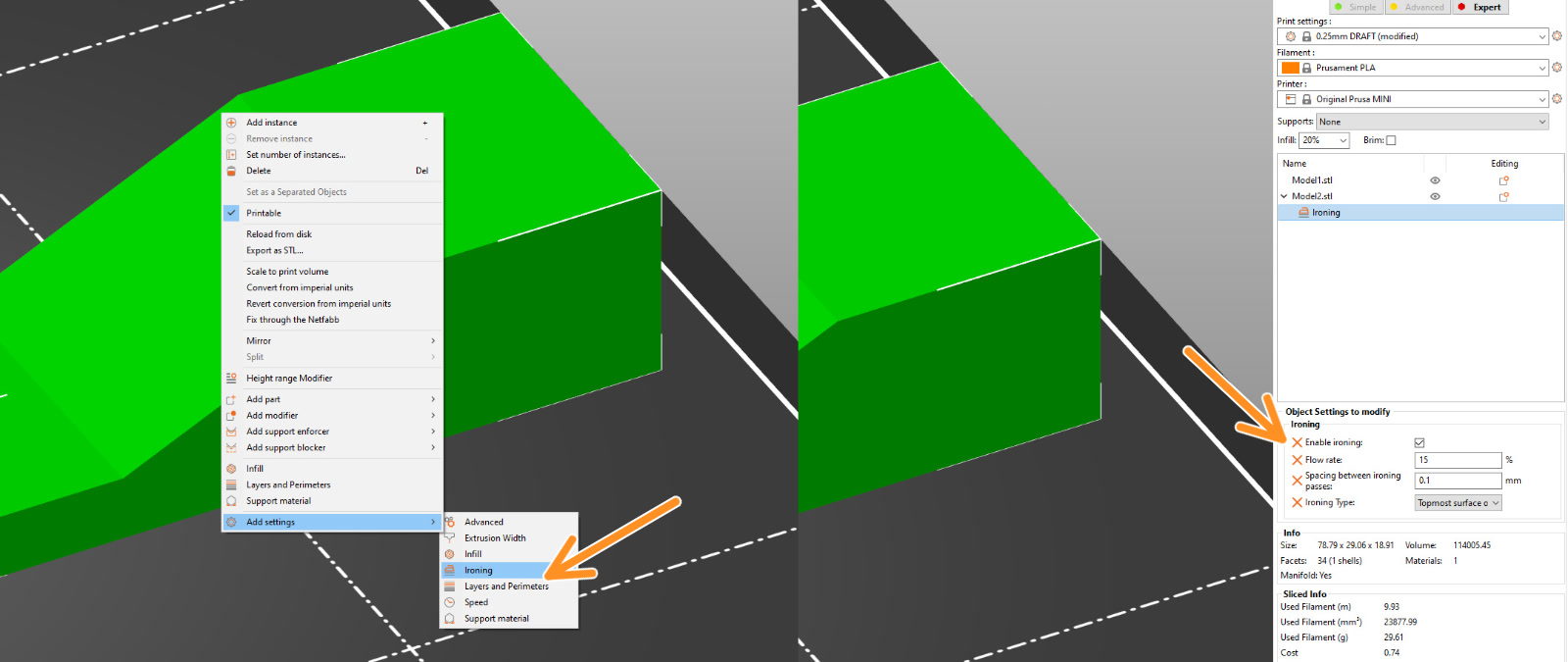
Primero, cambia al modo Experto ya que el alisado de modelos individuales solo está disponible en este modo. Haz clic derecho en el modelo y selecciona Añadir ajustes - Alisado desde el menú. Marca Activar alisado. Aquí también podrás activar el resto de opciones del alisado para realizar ajustes individuales para cada modelo. Ahora ya podrás acceder a los ajustes de alisado para esta pieza desde el panel de la derecha.
Si tienes varias Instancias del mismo objeto en el área de impresión, y quieres activar el alisado en uno de ellos únicamente, primero tendrás que hacer clic derecho en el modelo y seleccionar Establecer como objeto separado desde el menú. De otro modo, lo activarás para todas las instancias, ya que comparten los mismos ajustes.
Modificadores
Puedes usar Modificadores de Rango de Alturas o Modificadores de malla para activar el alisado únicamente en parte del modelo (en el modo Experto).
Modificador Rango de Alturas
Como el alisado funciona únicamente en superficies planas, tiene mucho sentido usar un modificador de rango de alturas para especificar el intervalo de alturas donde se usará el alisado.
- Haz clic en el modelo y selecciona Modificador Rango de Alturas.
- Especifica la altura a la que Comenzar y Parar desde el panel de la derecha
- Haz clic en el engranaje junto al Rango en el panel de la derecha
- Selecciona Añadir ajustes - Alisado
- Marca Alisado y ya podrás activar el alisado únicamente para esta pieza en el panel de la derecha
Modificador de malla
- Haz clic derecho en la pieza y selecciona Añadir modificador
- Puedes usar una forma geométrica sencilla (caja, cilindro) o usar Cargar... para importar una malla personalizada como modificador
- Coloca el modificador para que se solape sobre la parte del modelo que quieras
- Haz clic derecho en el engranaje junto al modificador en el panel derecho
- Selecciona Añadir ajustes - Alisado
- Marca Alisado y ya podrás activar el alisado únicamente para esta pieza en el panel de la derecha
Tipo de alisado
Todas las superficies superiores
La boquilla alisará la capa superior de todas las superficies planas (la última capa de cada área plana).
Solo en la superficie superior
Solo se alisará la última capa del objeto. Esto significa que, en el caso de un texto en relieve (orientado en paralelo a la superficie de impresión) únicamente se alisaría la parte superior de las letras, pero no los espacios entre las letras.
Todas las superficies sólidas
Esta función no funciona correctamente de momento.
Cada capa recibe una pasada de alisado. Esta es una función experimental que está diseñada para usarse con 100% de relleno para crear objetos transparentes más claros.
Tasa de flujo
Porcentaje de flujo en relación a la altura de capa normal del objeto.
Separación entre pasadas de alisado
Distancia entre las líneas individuales de la pasada de alisado. Este parámetro debe ser menor que el diámetro de la boquilla. Por eso, la boquilla pasará por cada punto más de una vez.
Velocidad
Esta opción no está agrupada con los otros ajustes de alisado. Por eso, la encontrarás en Configuración de impresión -> Velocidad -> Alisado. Puedes ajustar la velocidad a tu gusto, pero por lo general, cuanto más despacio mejores resultados.
Calibración
El alisado es muy sensible a la calibración del extrusor. Demasiado poco, y se verán hendiduras pequeñas y brillantes en la capa superior. Demasiada cantidad y la boquilla arrastrará el exceso de plástico hasta los bordes de la superficie. Así que la calibración es cuestión de prueba y error. Puedes experimentar con la Tasa de flujo, la velocidad o la separación hasta conseguir buenos resultados.
Diferentes materiales
Los ajustes no son diferentes para cada tipo de material. De todos modos, el alisado se comporta de manera ligeramente diferente según el filamento que utilices.
El PLA se alisa muy bien, aunque es propenso a sufrir recalentamiento (dependiendo mucho de tu impresora y de la temperatura ambiente).
El PETG se alisa bastante bien, pero existe el riesgo de que el filamento se vaya pegando a la boquilla. Estos restos de plástico se podrían ir acumulando en la boquilla, oscurecerse por el exceso de temperatura y quedarse pegados por la superficie de impresión. Lo mismo sucede con FLEX, pero mucho aun peor.
El ASA se alisa increíblemente bien y produce unas superficies super suaves.
Cuando hemos intentado alisar superficies de filamentos con contenido de madera, no hemos obtenido buenos resultados. Pero los resultados pueden variar de un filamento a otro.
Historia
La idea del alisado la propuso por primera vez el usuario "Neotko" en el foro de la comunidad Ultimaker. Neotko hizo un prototipo de "Neosanding" - un alisado de las superficies superiores en Simplify3D realizando una segunda fase de relleno a la misma altura de impresión con una extrusión mínima o desactivada y una dirección perpendicular al relleno inicial de la capa. Este "Neosanding" fué incorporado por Ultimaker más tarde a Cura Slicer. Kisslicer integró el alisado con una variante: La segunda fase no era en dirección perpendicular a la primera, sino a 45 grados, lo que Jonathan, el autor de Kisslicer, comprobó que producía mejores resultados. PrusaSlicer implementa el "Neosanding" de Neotko a 45 grados como en Kisslicer.
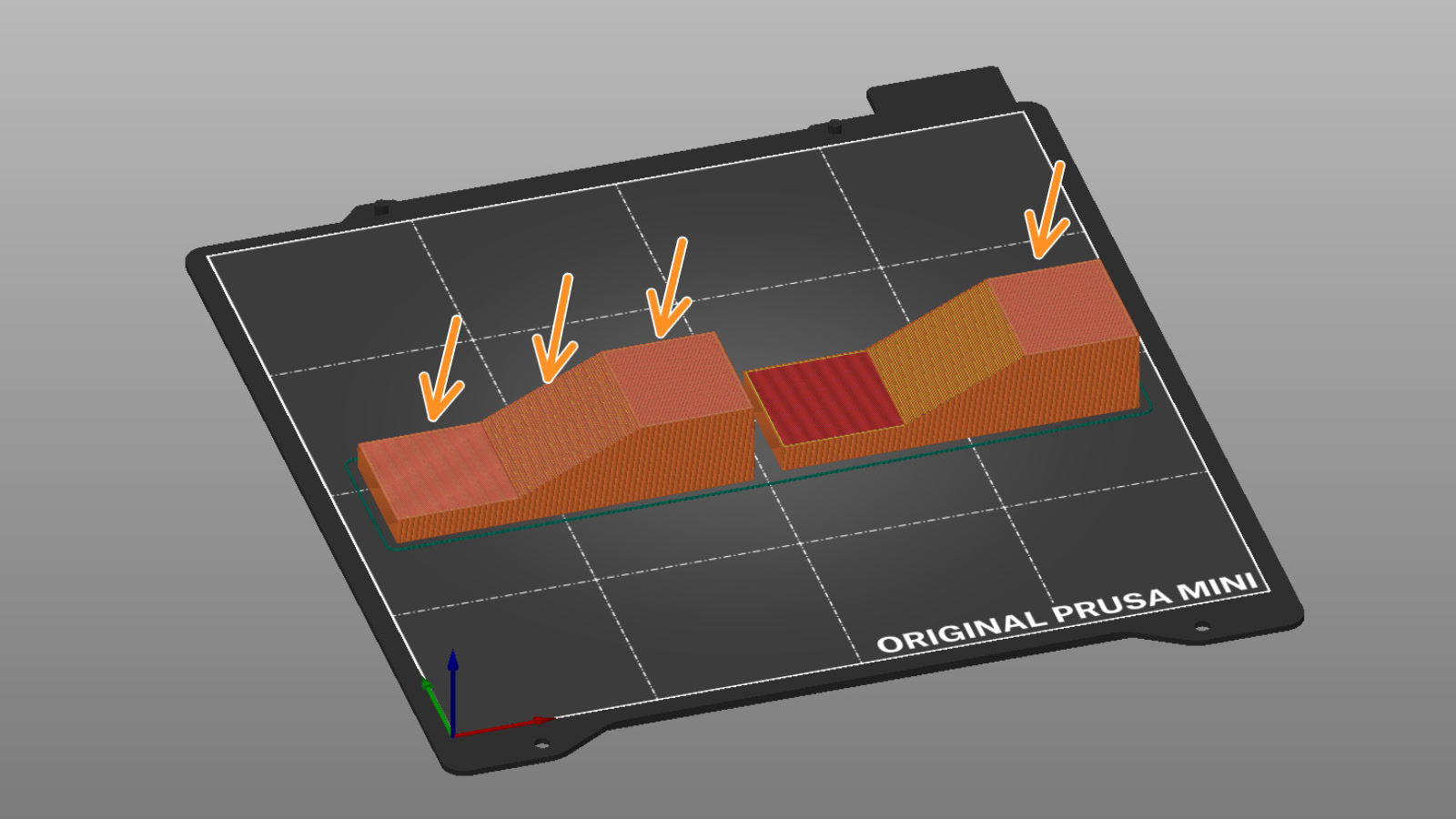
Puedes ver el alisado en el cubo de la derecha
1 comentario
Hola Jordi. Me temo que no hay un método directo. Pero puedes imprimir la página (Ctrl+P) y elegir PDF como impresora. O intentar descargar la información y luego convertirla en PDF con algún conversor online.Un saludo,