Výška vrstvy
Výška jednotlivých řezů/tloušťka každé vrstvy. Výška vrstvy je hlavním faktorem ovlivňujícím:
- dobu tisku
- vertikální rozlišení
Výběrem větších výšek vrstev můžete výrazně zkrátit dobu tisku za cenu viditelnějších vrstev. Na druhou stranu, výběr malé výšky vrstvy (např. 0,10 mm) povede k vytištění lepších detailů za cenu delší doby tisku.
Obecně nedoporučujeme jít pod výšku 0,10 mm, protože zlepšení kvality tisku s vrstvami 0,07 nebo 0,05 mm je relativně malé s výrazně delšími časy tisku.

Výška vrstvy by měla být pod 80% průměru trysky (např. maximální výška vrstvy pro průměr trysky 0,4 mm je asi 0,32 mm). Výška vrstvy nemůže být vyšší než je průměr trysky, PrusaSlicer zobrazí chybovou zprávu, pokud se takovou hodnotu pokusíte vložit.
Výška první vrstvy
I když tisknete s velmi nízkou výškou vrstvy, první vrstva může být silnější, aby se zvýšila přilnavost k tiskové podložce. Tiskové profily Original Prusa používají pro první vrstvu vždy výšku 0,20 mm.
Toto můžete vyjádřit jako absolutní hodnotu (např. 0,20 mm) nebo jako procento výšky výchozí vrstvy (např. 150 %).
Změna výšky první vrstvy bude s největší pravděpodobností vyžadovat úpravu kalibrace první vrstvy na vaší tiskárně.
Perimetry
Definuje minimální počet obvodových čar (ležících vedle sebe) tvořících zeď modelu. Profily Original Prusa používají pokaždé minimálně dva perimetry.
Pevnost modelu je nejvíce určená počtem perimetrů (a ne výplní). Chcete-li mít pevnější výtisk, zvyšte počet perimetrů.
Spirálová váza
Vytváří jediný souvislý obrys postupným zvyšováním výšky Z.
Tisknete-li cokoli s jedinou obvodovou stěnou, vždy se vyskytne malá vada v okamžiku, kdy tiskárna přechází do další vrstvy. V místě, kde se tiskárna zastaví, dokončí perimetr, zvýší polohu Z o výšku vrstvy a začíná nový obvod, vytváří nevzhlednou "jizvu" běžící nahoru po boku modelu.
Spirálová váza neobsahuje žádné takové místo změny vrstvy, s výjimkou prvních N spodních pevných vrstev. Místo toho se výška postupně spojitě zvyšuje, dokud není dosažen nejvyšší bod tisku.
V aktivovaném režimu spirálové vázy PrusaSlicer automaticky nastaví ostatní související nastavení odpovídajícím způsobem:
- jeden perimetr
- 0% výplň
- žádné plné vrstvy
- žádné podpěry
- zakáže "zajistit tloušťku svislých stěn"
Stále ale můžete upravit počet spodních plných vrstev. Kromě toho můžete v nabídce Pokročilý - Vnější perimetry upravit a získat tím tlustší/pevnější/vodotěsnou vázu (např. od 0,45 do 0,6).
Model by měl být definován jako plný. Jinak se PrusaSlicer pokusí (neúspěšně) vytvořit vnitřní i vnější povrch, takže modelujte pouze vnější rozměry.
V režimu vázy lze tisknout najednou pouze jeden objekt. Pokud byste měli na tiskové podložce více objektů, nebylo by je možné tisknout souvisle. Toto omezení lze obejít povolením sekvenčního tisku.
Doporučená tloušťka stěny
Pro zvolený počet perimetrů a výšku vrstvy vypočítá PrusaSlicer optimální tloušťku tenké stěny. Pokud se vrátíte ke CAD návrhu modelu a změníte tloušťku stěny na tuto přesnou hodnotu, odstraníte zbytečné překrývání perimetrů a váš tisk bude mít dokonalou povrchovou úpravu stěny.
Normálně bude doporučený sudý počet perimetrů (2,4,6...). Pokud povolíte Detekci tenkých stěn, může být doporučený i lichý počet perimetrů (1,3...).
Můžete se domnívat, že když je šířka extruze pro perimetr 0,45 mm, budou dva perimetry široké 0,90 mm (2x0,45). Pokud se však podíváte na doporučení pro výšku vrstvy 0,2 mm, zjistíte, že to není pravda a navrhovaná hodnota je 0,86 mm.
Abychom pochopili, jak se toto číslo počítá, musíme se podívat na průřez perimetru. PrusaSlicer předpokládá, že průřez extruze je obdélník s půlkruhovými zakončeními. Všimněte si, že šířka extruze zahrnuje i dvě půlkruhová zakončení.
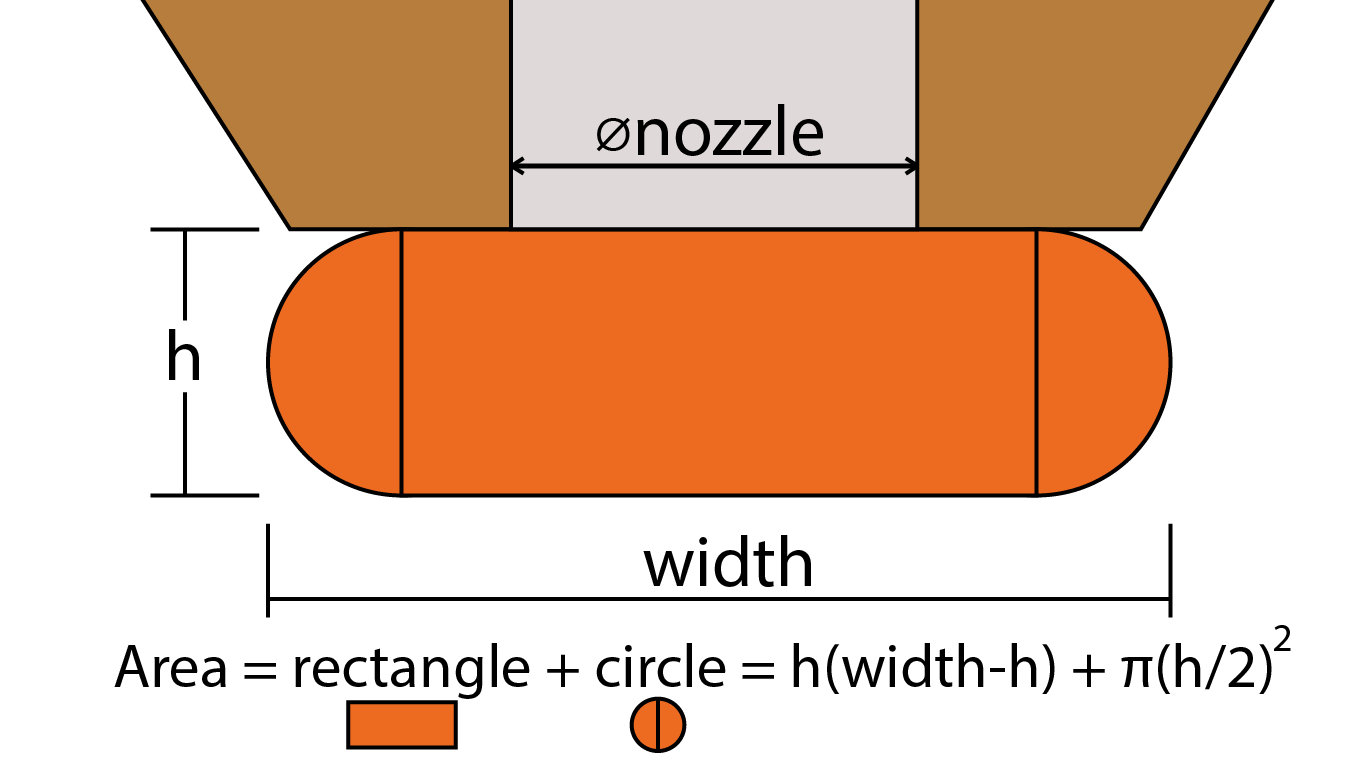
(Tento obrázek je překreslením původního zdroje: https://manual.slic3r.org/advanced/flow-math)
Přidejme nyní druhou extruzi/perimetr. Pokud předpokládáme, že se nepřekrývají (tečný spoj), vznikl by prázdný prostor (žlutý). Aby se prázdný prostor vyplnil a spojil perimetry k sobě, PrusaSlicer zajistí mírné překrývání perimetrů. To je v podstatě důvod, proč nelze jednoduše vynásobit počet perimetrů šířkou jednoho perimetru k zjištění ideální tloušťky stěny.
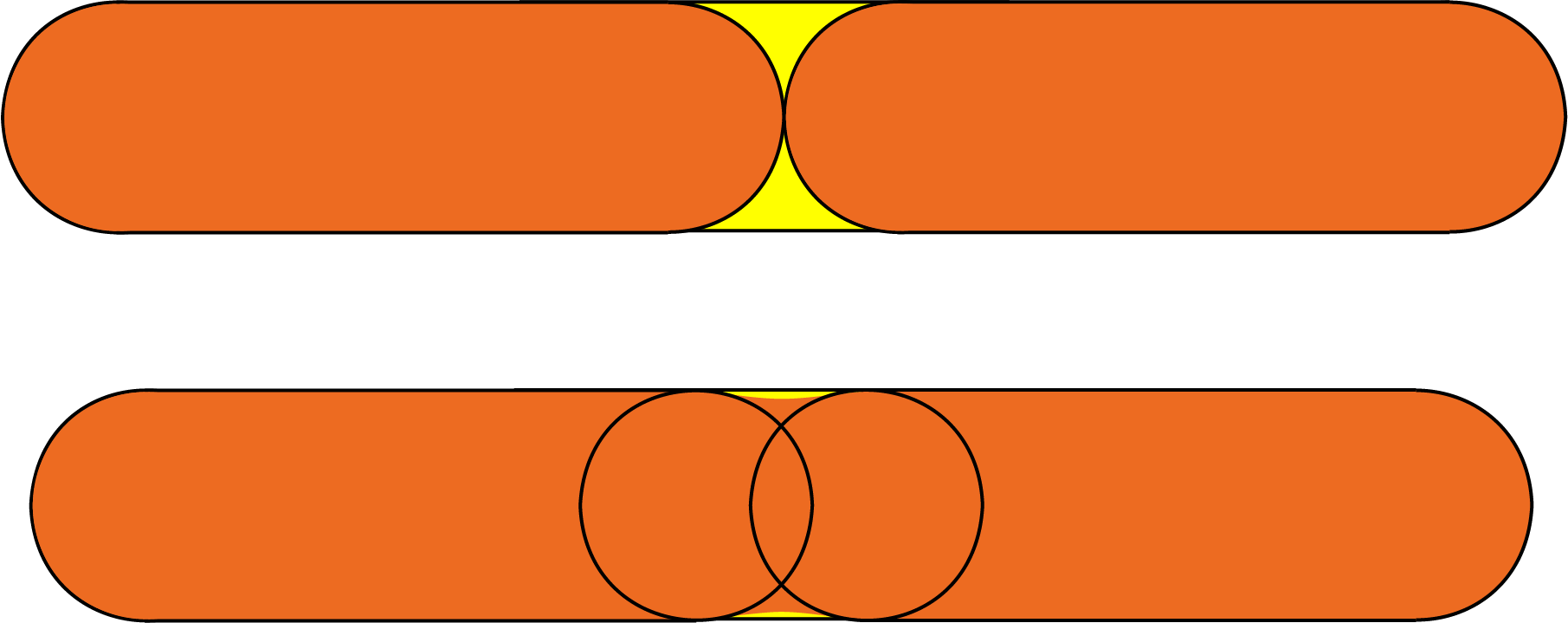
(Tento obrázek byl silně inspirován původním zdrojem: https://manual.slic3r.org/advanced/flow-math)
Získejte další informace na Slic3r Flow math page (části tohoto textu vycházejí ze stejné stránky).
Plné vrstvy - vrchní/spodní
Spodní a vrchní část každého modelu jsou obvykle vyplněny plnými vrstvami (výplň 100%).
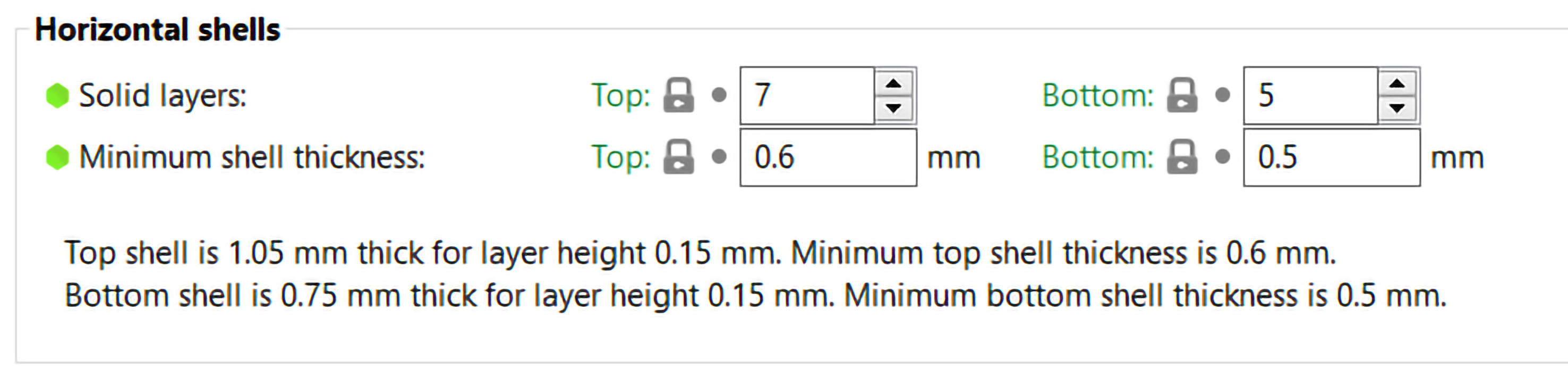
Lze nastavit kolik plných spodních a vrchních vrstev si přejete vytisknout. Můžete také nastavit minimální tloušťku stěny, což je užitečné především při použití funkce proměnlivé výšky vrstvy. Nápověda pod těmito nastaveními se aktualizuje s každou provedenou změnou a poskytne vám lepší představu o výsledné tloušťce horní/spodní stěny.
Nastavením horní nebo spodní pevné vrstvy na hodnotu 0 se přepíše minimální tloušťka stěny. Nemusíte tedy nastavovat minimální tloušťku stěny také na 0, abyste získali horní nebo spodní vrstvy.
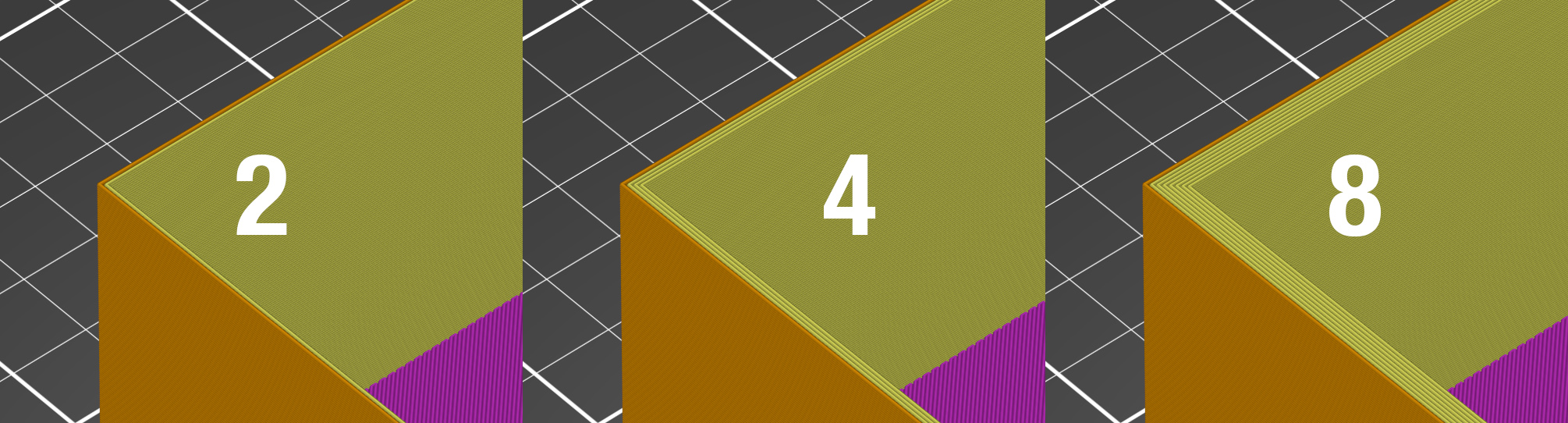
Vrchní plná výplň v podstatě přemosťuje vzor výplně. Z tohoto důvodu téměř vždy uvidíte několik prvních výplní malinko prohnutých. Čím níž je výplň, tím delší je vzdálenost přemostění a v důsledku toho je větší prohnutí. Tomu lze čelit jednoduše zvýšením počtu plných vrstev - doporučujeme alespoň 3 vrchní vrstvy. Toto chování můžete dále omezit pomocí modifikátoru výškového rozsahu, kterým můžete zvýšit výplň pro několik posledních vrstev před plnou výplní.
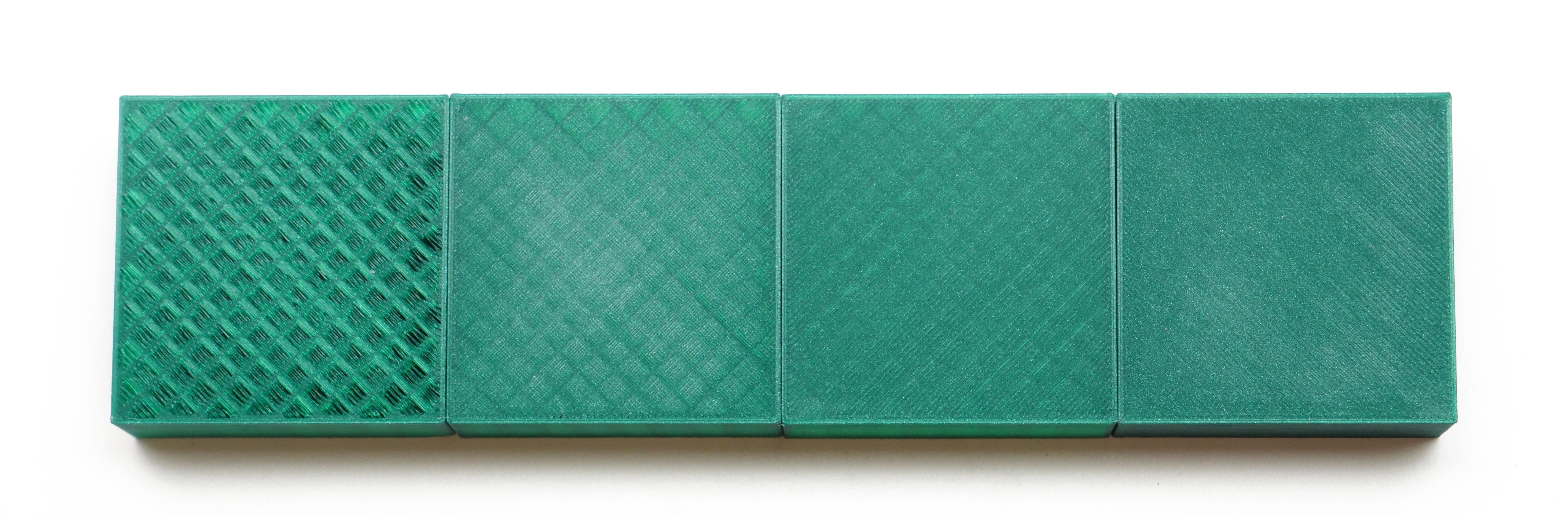
From left to right, 1, 2, 3 and 5 top layers, printed at 0.1 mm layer height.
Zleva doprava, 1, 2, 3 a 5 vrchních vrstev, tištěných s výškou vrstvy 0,1 mm.
Výchozí vzor výplně je přímočarý, existuje však několik dalších vzorů, z nichž si můžete vybrat.
Extra perimetry - pokud jsou potřeba
Starší možnost, která, pokud víme, už nic neumí. Dejte nám vědět, pokud najdete případ, kdy se něco změní.
Zajistit tloušťku svislých stěn
Tato funkce řeší jeden z největších problémů starších slicerů, které vytváří na šikmém povrchu mezery mezi perimetry. To bylo typické při tisku bust a dalších organických tvarů. Takové objekty měly obvykle na hlavě několik děr. Při povolení této funkce PrusaSlicer zajistí, že pro perimetry následující vrstvy budou položeny potřebné (interní) podpěry.

Vyhnout se přejíždění perimetrů
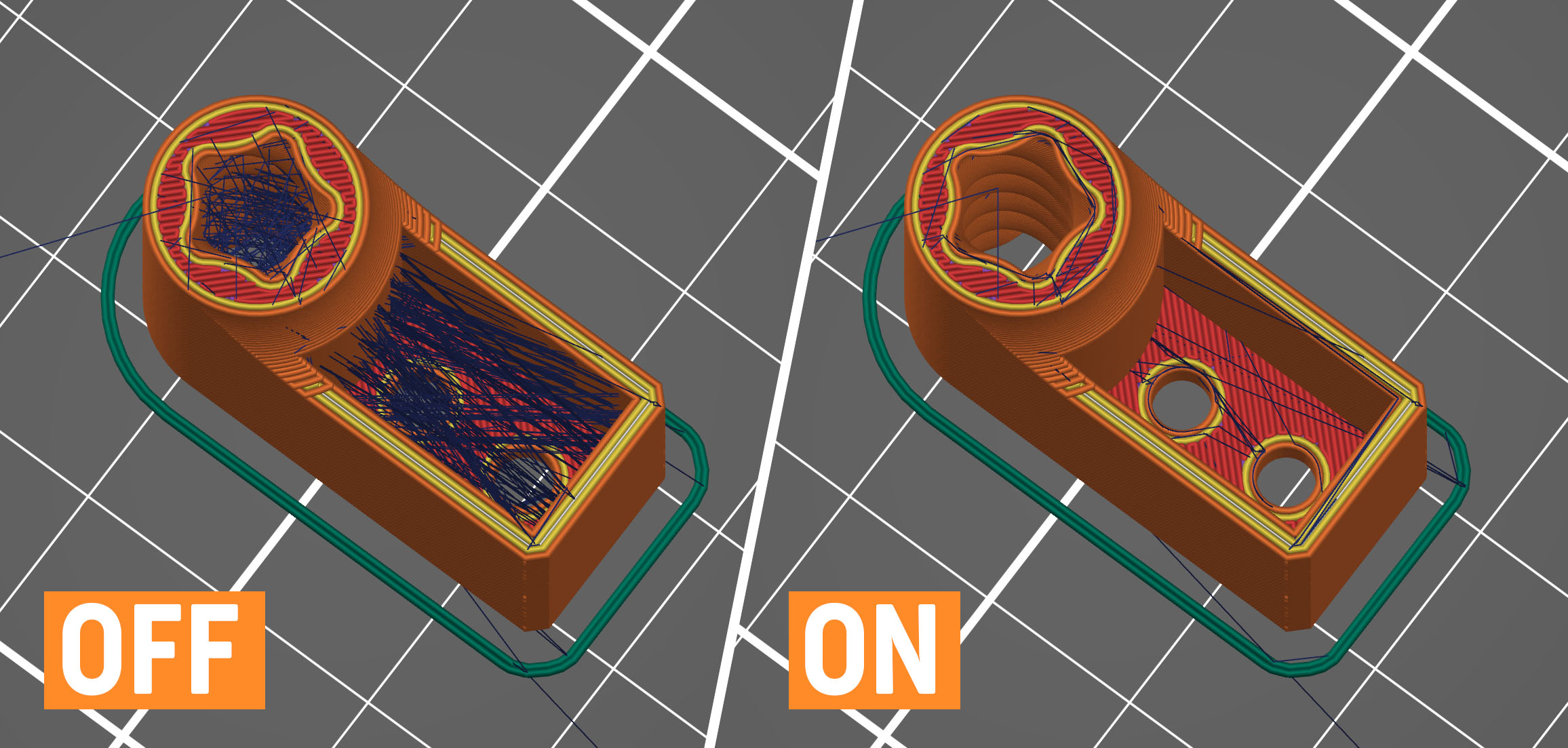
Funkce "vyhnout se přejíždění perimetrů" je založena na algoritmu, který minimalizuje překrytí jednotlivých vnější perimetrů během přesunu extruderu za tisku. Tato funkce má za úkol snížit stringování (zejména u Bowdenových extruderů) a obecně zlepšit kvalitu výtisku.
Aktivace této funkce má za výsledek prodloužení doby pro vygenerování G-codu a zároveň menší prodloužení doby tisku (to se liší model od modelu).
Tato funkce byla ve verzi PrusaSliceru 2.3 výrazně vylepšena. Byl zaveden nový algoritmus, který se snaží vést extrude tak, aby se pohybal vně jednotlivých ostrůvků modelů, vyhýbal dírám a dutinám a zároveň minimalizoval délku cesty mezi jednotlivými ostrůvky.
Avšak pokud je délka této nové cesty delší než "maximální délka objízdné cesty", tento algoritmus nebude použit. V této kolonce můžete zadávat absolutní hodnoty v milimetrech, použít procentuální rozdíl mezi jednotlivými cestami, nebo nastavit hodnotu 0 a tím tuto funkci kompletně vypnout.
Detekce tenkých stěn
Ve výchozím nastavení každá stěna sestává z vnějších a vnitřních perimetrů (u tenkých stěn minimálně dva perimetry). Pokud je pro to dostatek místa, použije se k vyplnění mezery mezi těmito vnitřními/vnějšími perimetry vzor výplně.
Detekce tenkých stěn umožňuje, aby PrusaSlicer generoval pouze jeden perimetr, který funguje jako vnitřní i vnější najednou. To pomáhá zachycení nejjemnějších detailů. Stěny tenčí než jeden perimetr však pravděpodobně budou stejně ignorovány.
Silné přemostění
Z historických důvodů PrusaSlicer tiskával přemostění s extrémně tlustými linkami. Takové přemostění bylo velmi spolehlivé a umožňoval překlenout delší vzdálenosti, nevypadalo ale příliš dobře. Nové výchozí nastavení používá pro přemostění aktuální výšku vrstvy, takže je spolehlivé i na kratší vzdálenosti, ale vypadá mnohem lépe. Tuto strategii používá většina moderních slicerů. Povolením možnosti Silné přemostění můžete přepnout na staré chování. Vzhledem k tomu, že první vrstva modelu nad podpěrami používá nastavení tisku mostu, má tato změna velký vliv i na vzhled podepřených převisů.
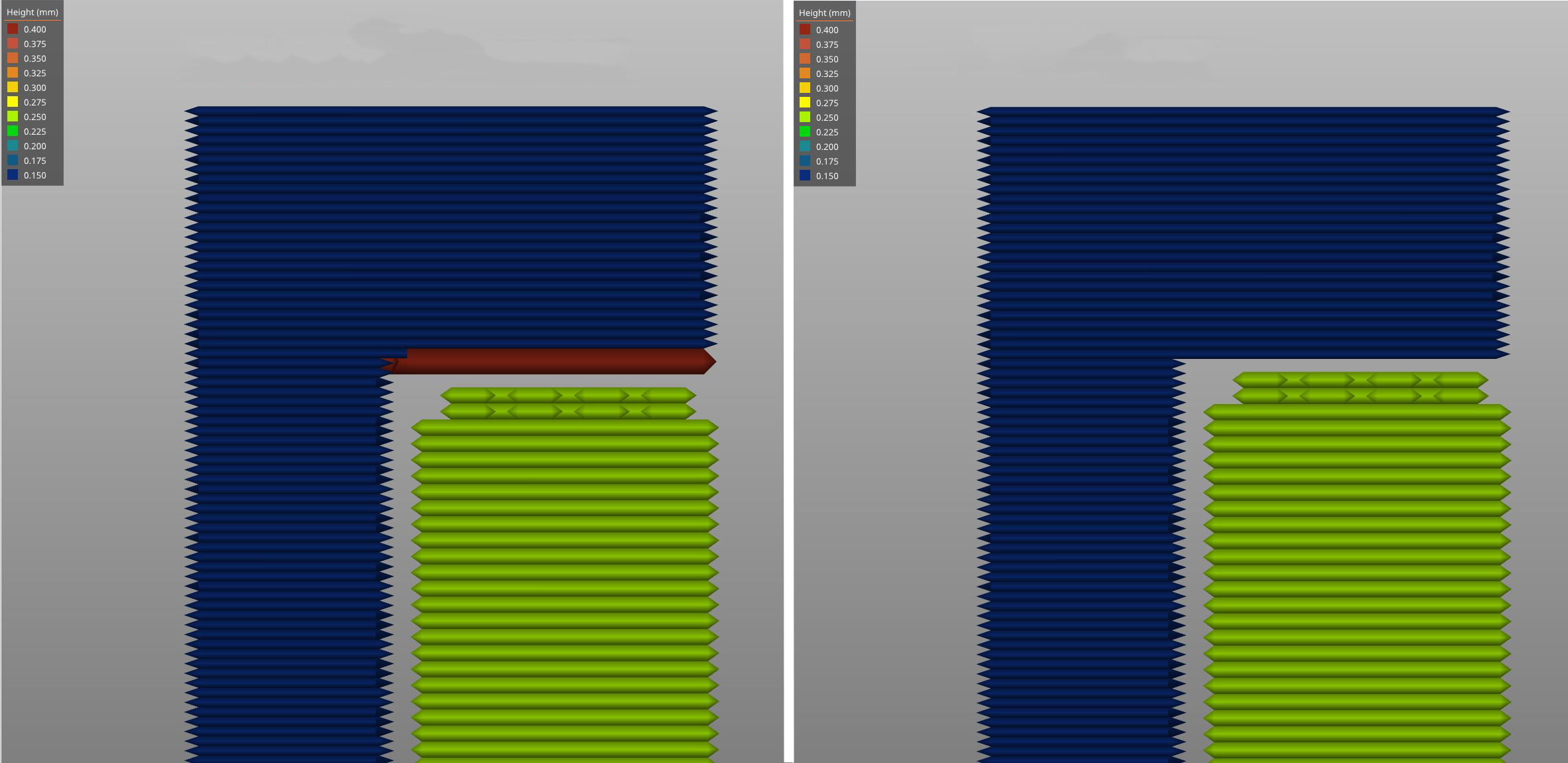
Vlevo: Povoleny tlusté mosty, Vpravot: Tlusté mosty zakázány
Detekovat perimetry přemostění
Umožní průtok přemostění pro převisy a zapne ventilátor.
Pozice švu
Stanoví pozici začátku smyčky perimetrů a tím i pozici potenciálně viditelného svislého švu po straně objektu. Pokud netisknete v režimu Spirálová váza.
Šev vypadá na povrchu modelu jako malý pupínek. PrusaSlicer se může pokusit šev skrýt do hran modelu (pomocí nastavení "Nejbližší") nebo na zadní stranu modelu ("Zadní"), rozložit jej náhodně po povrchu ("Náhodný") nebo uspořádat do řádků ("Zarovnaný").
Více informací a obrázků najdete v článku Pozice švu
.
Nejprve tisknout vnější perimetry
Perimetry budou vytištěny od nejvzdálenějších k nejbližším ke středu místo opačného pořadí.
Tento parametr může pomoci s přesností rozměrů, protože vnější obvod je položen jako první a jakýkoli další extrudovaný filament při tisku dalších perimetrů je zatlačován vnější stěnou dovnitř. Na druhé straně může být povrch o něco méně hladký.
Vyplnit mezery
Umožňuje vyplnit mezery mezi jednotlivými perimetry a mezi nejvnitřnějším perimetrem a výplní.
1 komentář
V aktualni verzi to bohuzel nejde, predam info vyvojarum, ze je o to zajem ;)