Unterextrudierte Schichten erkennen Sie daran, dass in den Schichten Ihres Drucks Material fehlt. Gedruckte Objekte mit zu wenig extrudierten Schichten können empfindlich sein und dazu neigen, auseinander zu brechen. Eine Unterextrusion kann verschiedene Ursachen haben und Sie sollten auch daran denken, ob Sie in letzter Zeit Änderungen an Ihrem Drucker vorgenommen haben (oder vielleicht über einen längeren Zeitraum keine Wartung durchgeführt haben), da Sie dort den Schuldigen finden könnten.
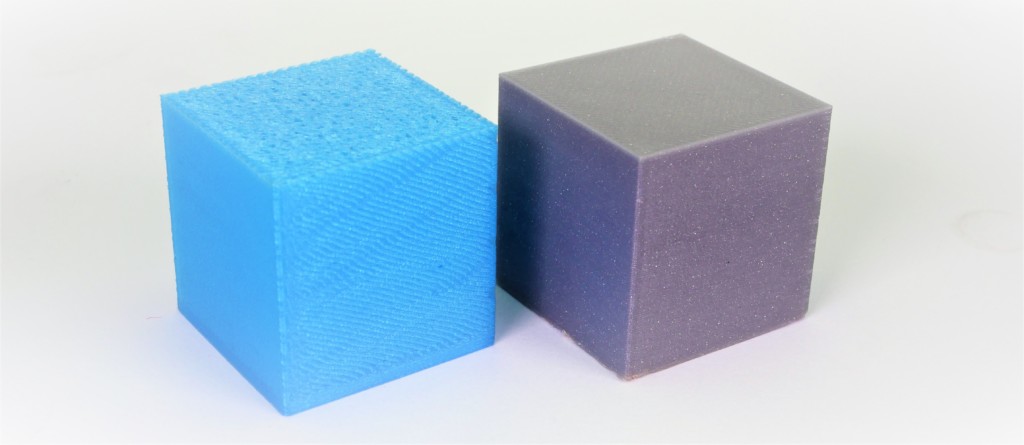 Beispiel für starke Unterextrusion (linker Würfel) und einen normalen Druck (rechter Würfel).
Beispiel für starke Unterextrusion (linker Würfel) und einen normalen Druck (rechter Würfel).
Häufige Faktoren für Unterextrusion sind:
- Kalibrierung der ersten Schicht zu niedrig
- Slicer Einstellungen
- Düse
- Extruder Antriebsräder
- Unzureichende Kühlung des Hotends
- Filament
Kalibrierung der ersten Schicht zu niedrig
Stellen Sie sicher, dass Sie die Kalibrierung der ersten Schicht korrekt durchgeführt haben. Vermeiden Sie es, einen Mangel an Haftung zu kompensieren, indem Sie die erste Schicht zu sehr quetschen. Wenn die Düse zu nahe an der Bauplatte ist, kann das Filament daran gehindert werden, sich durchzuschieben. Wir empfehlen, die Kalibrierung der ersten Schicht jedes Mal durchzuführen, wenn Sie den Drucker an einen anderen Ort bringen oder Wartungsarbeiten am Hotend durchführen, wie z.B. den Austausch der Düse. Wenn Sie außerdem das strukturierte Blech gegen ein glattes austauschen, müssen Sie die Kalibrierung aufgrund der unterschiedlichen Dicke des Blechs neu durchführen. Deshalb haben wir die Stahlblech-Profile eingeführt.
Slicer-Einstellungen
Jedes Profil im PrusaSlicer enthält Einstellungen, die die Temperatur, die Geschwindigkeit und die Menge des Filaments bestimmen, die der 3D-Drucker extrudieren soll. Der Drucker gibt keine Rückmeldung darüber, wie viel Filament tatsächlich die Düse verlässt. Es kann sein, dass weniger Filament extrudiert wird, als die Firmware erwartet. In diesem Fall können Sie Lücken in und/oder zwischen den gedruckten Schichten feststellen.
Stellen Sie sicher, dass Sie Ihren Drucker in PrusaSlicer eingerichtet haben, indem Sie den Konfigurationsassistenten ausführen. Als Ausgangspunkt sollten Sie die Standard-Filamentprofile verwenden, die auf Ihr Gerät, den Filamenttyp und die Düsengröße zugeschnitten sind.
Düse
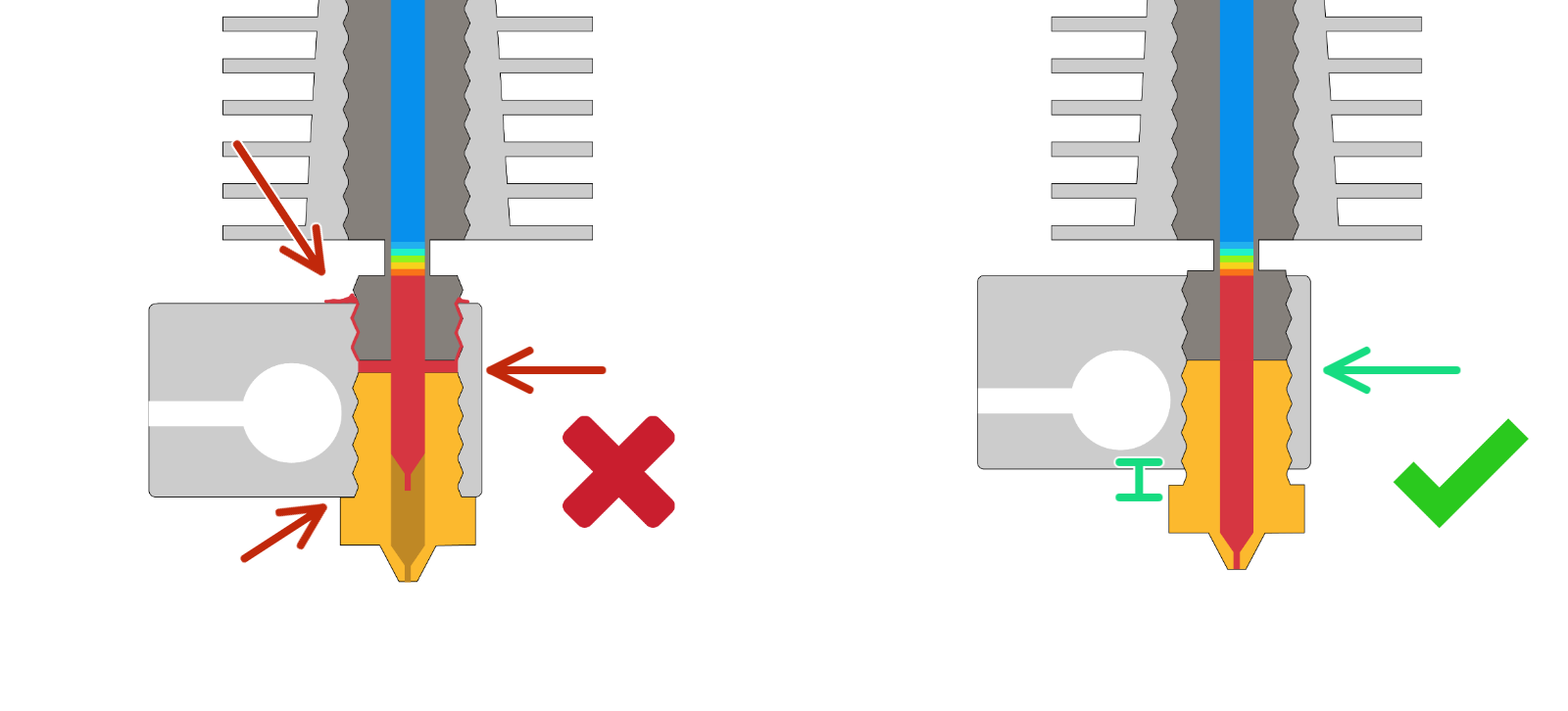
Wenn Sie die Düse irgendwann einmal aus dem Hotend entfernt haben, vergewissern Sie sich, dass sie korrekt wieder eingebaut wurde. Bitte lesen Sie die Anleitung für Ihr Hotend:
Ein falscher Einbau kann sowohl Verstopfungen als auch Lecks verursachen. Die Düse muss fest angezogen sein, wenn sie erhitzt wird, und es muss ein Spalt zwischen der Düse und dem Heizblock vorhanden sein. Überprüfen Sie außerdem den Extruder und das Hotend auf Beschädigungen, wie z.B. die Drähte des Heizelements oder des Thermistors oder einen verbogenen Heatbreak (nur am V6 Hotend).
Verwendung von Spezialdüsen
Wenn Sie Spezialdüsen wie gehärteten Stahl oder Edelstahl usw. verwenden, müssen Sie möglicherweise die Düsentemperatur beim Drucken erhöhen, in der Regel in einem Bereich von 5-10 °C. Stahl hat andere thermische Eigenschaften als eine Messingdüse, was sich auf die Druckergebnisse auswirken kann, vor allem auf die Haftung zwischen den Schichten. Denken Sie aber daran, dass höhere Temperaturen auch zu einer stärkeren Fadenbildung führen können. Wenn das Problem weiterhin besteht, versuchen Sie, die Düse durch die ursprüngliche 0,4 mm Messingdüse zu ersetzen, um zu sehen, ob dies einen Unterschied macht.
Außerdem sind nicht alle Düsengrößen für alle Filamente geeignet. Filament, das Holz- oder Metallpartikel enthält, eignet sich meist nicht für Düsen mit einem Durchmesser von weniger als 0,4 mm, und manche erfordern eine noch größere Düse, wie 0,6 mm oder 0,8 mm. Weitere Informationen finden Sie unter Unterschiedliche Düsentypen.
Extruder-Zahnräder
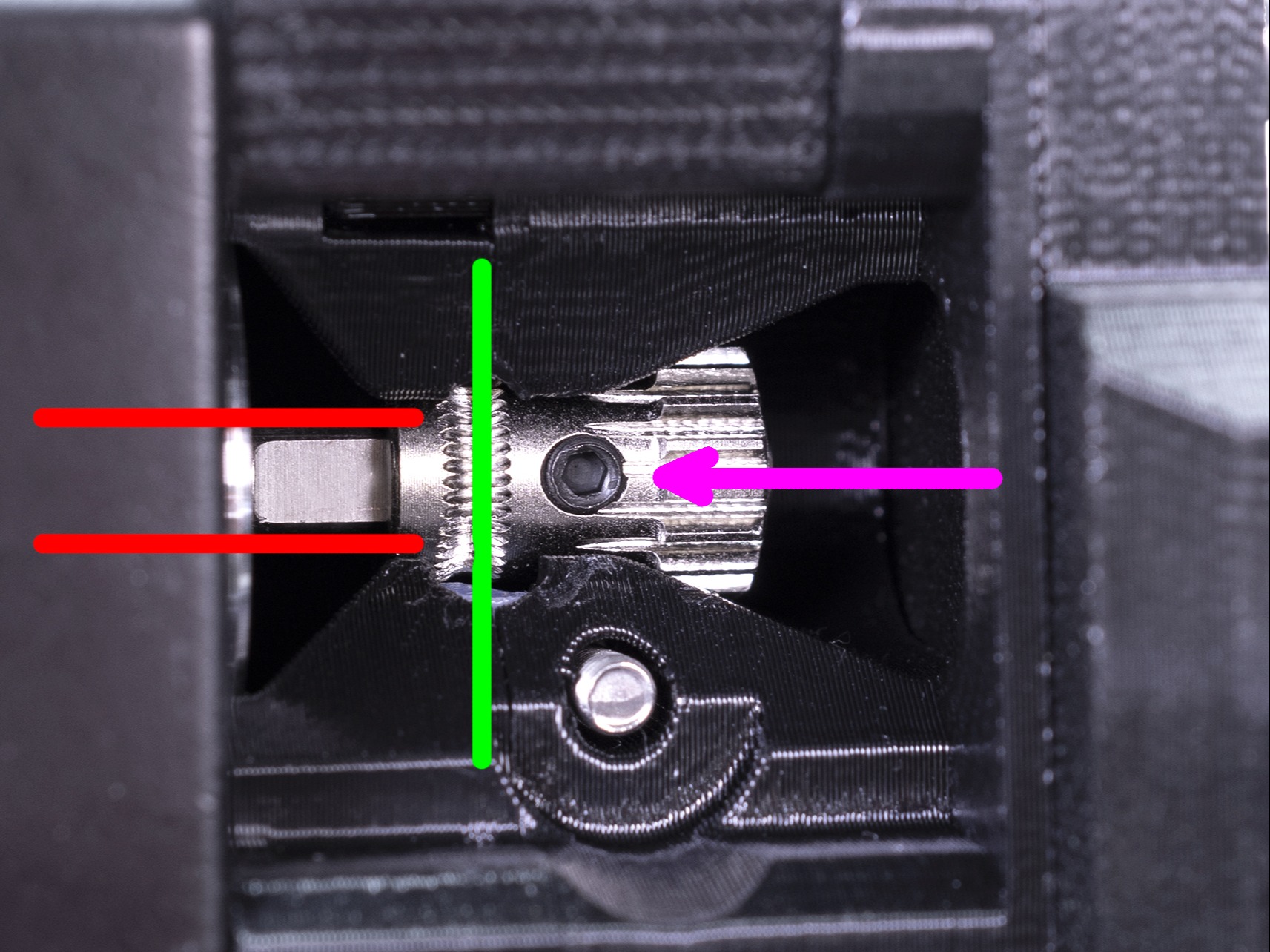
Prüfen Sie beide Bondtech-Zahnräder auf Verschmutzungen oder Fehlausrichtungen, damit sie das Filament durchschieben können. Einzelheiten finden Sie unter Bondtech-Zahnrad prüfen/neu ausrichten (MK3S/MK2.5S).
Außerdem sollten Sie sicherstellen, dass die Extruderspannrolle Ihres Druckers richtig gespannt ist. Eine zu lockere oder zu fest angezogene Spannschraube kann eine Unterextrusion verursachen.
 |  |
Unzureichende Kühlung des Hotends
Die Kontrolle der "Schmelzzone" des Filaments ist sehr wichtig. Bei unzureichender Kühlung kann das Filament zu weit von der Düse entfernt zu schmelzen beginnen. Überprüfen Sie, ob Ihr Extruderlüfter richtig ausgerichtet ist und ob der Lüfter nicht durch ein Stück Filament oder andere Verunreinigungen blockiert ist.
Wenn Sie Ihren Drucker in einem Gehäuse verwenden, stellen Sie sicher, dass die Temperatur im Inneren nicht zu hoch ist, da eine Überhitzung zu einem Wärmekriechen führen kann, bei dem das Filament zu schmelzen beginnt, bevor es die Düse erreicht
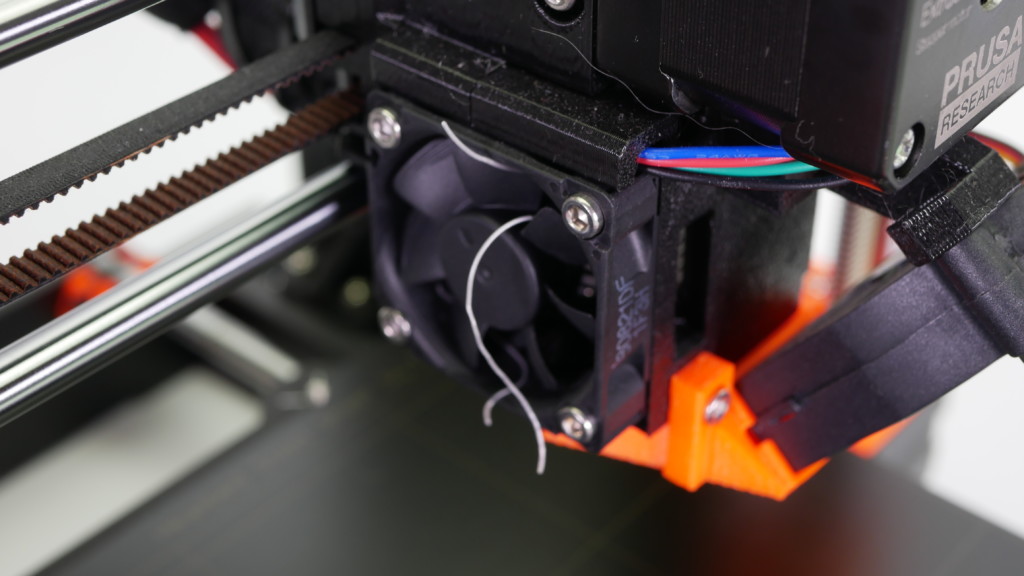
Beispiel für einen blockierten Lüfter durch einen Strang Filament.
Filament
Eine zu niedrige oder zu hohe Drucktemperatur kann ebenfalls zu Druckproblemen führen. Wenn Ihre Filament-Marke und Ihr Filament-Typ nicht in PrusaSlicer aufgeführt sind, können Sie versuchen, die Drucktemperatur um +/- 5-15°C anzupassen, um zu sehen, ob das Problem dadurch gelöst wird.
Einige spezielle Materialien, wie Flexible Materialien, erfordern möglicherweise viele Anpassungen und Optimierungen, um sie erfolgreich zu drucken. Verbundmaterialien, wie Woodfill Filament, können mindestens eine 0,6 mm Düse und 0,2 mm Schichthöhe erfordern, um Verstopfungen zu vermeiden. Bei Verbundwerkstoffen wie Kevlar oder Kohlefaser ist eine gehärtete Düse erforderlich.
Einige Filamente können auch eine unterschiedliche Dicke haben, die auf die Qualität oder auf beigemischte Materialien wie Holz zurückzuführen ist, was zu unerwarteten Veränderungen im Volumen des extrudierten Filaments führt. Der Industriestandard für Abweichungen im Durchmesser beträgt +/- 0,05 mm.
Halten Sie Ihr Filament trocken und frei von Feuchtigkeit, da sich feuchtes Filament negativ auf das Drucken auswirkt, insbesondere lösliches Filament, PETG und ABS. Wir empfehlen Ihnen dringend, die Spulen wieder in die Originaltasche zu stecken, wenn Sie sie nicht benutzen, zusammen mit einem Silica-Gel. Wir empfehlen, Ihre Filamente an einem trockenen Ort oder idealerweise in einer "Trockenbox" zu lagern.
Falsches Laden/Entladen
Wenn Sie ein neues Filament mit einer niedrigeren spezifizierten Temperatur laden, heizen Sie die Düse auf die Temperatur vor, die für den zuvor verwendeten Filamenttyp erforderlich ist. Mit anderen Worten: Verwenden Sie immer das Filament mit der höchsten Temperatur, da sich dessen Reste höchstwahrscheinlich noch im Hotend befinden. Wenn Sie z.B. mit ABS oder PETG gedruckt haben und jetzt mit PLA drucken möchten, laden Sie das PLA Filament mit der ABS oder PETG Temperatur. Auf diese Weise kann das neu eingeführte Filament das alte verdrängen.
1 Kommentar