Das 3DBenchy ist ein 3D-Modell, das von CreativeTools speziell für den Test und das Benchmarking von 3D-Druckern entwickelt wurde. Und jeder möchte wissen, wie man einen perfekten Benchy druckt. Seit seiner Veröffentlichung scheint ein bestimmtes Problem bei allen gedruckten Modellen aufzutreten - die berüchtigte Rumpflinie des Benchy.

Sie ist auf Drucken von allen FFF Druckern auf dem Markt sichtbar, egal ob billig oder teuer. Sie ist unabhängig von der Slicing-Software sichtbar. Sie ist sichtbar, wenn Sie von jedem Material drucken. Sie ist sogar in dem Benchy Release Video von 2015 sichtbar. Wiederum in verschiedenen Schweregraden - bei einigen Kombinationen von Drucker, Slicer und Material kann sie fast unsichtbar sein. In anderen Fällen ist sie klar definiert und lässt den Benutzer enttäuscht und verwirrt zurück. Aber wenn Sie es einmal gesehen haben, werden Sie es auf praktisch allen Ihren Drucken finden können.
Die gute Nachricht ist, dass wir es geschafft haben, die Benchy-Rumpflinie in unseren Beispiel-G-Codes weitgehend zu eliminieren (allerdings nicht in 100% der Fälle, dazu später mehr). Sie können hier den G-Code herunterladen.
Die schlechte Nachricht ist, dass die Lösung nicht universell ist und wir nicht einmal sicher sind, ob es eine solche universelle Lösung überhaupt geben kann.

Neuer Benchy Beispiel-G-Code gedruckt auf dem MK3S
Ein Hardware-Problem?
Wenn Sie online nach dem Problem suchen, erhalten Sie oft den (falschen) Vorschlag, dass es sich um ein Hardwareproblem handeln könnte. Um Ihnen ein Beispiel zu geben, hier sind einige der Vorschläge, die wir online gefunden haben:
- lose Riemen
- gebogene Stangen der Z-Achse
- Unregelmäßigkeit in der Z-Achse in dieser Höhe
Der Übeltäter
Wir glauben, dass der Hauptverursacher der plötzliche Übergang von spärlichem Infill zu vollen oberen Schichten um die 8 mm Höhe herum ist (kann je nach Höhe der Schicht und Anzahl der oberen Schichten etwas variieren).
An diesem Punkt gibt es einen abrupten Unterschied in der Zeit, die eine Schicht zum Drucken benötigt.
Und ein paar Schichten später kommt es zu einer weiteren plötzlichen Veränderung. Wenn das Deck fertig ist, ist es keine fast feste Schicht mehr, sondern nur noch ein paar Umrisse.
Hier sind die Faktoren, die die Ausprägung der Benchy-Rumpflinie beeinflussen
- Wärmeausdehnungskoeffizient des Filament-Materials
- Abkühlung beim Drucken
- Druckumgebung
- Andere Eigenschaften des Filaments - Trockenheit, Zusammensetzung
Ein scheinbar ähnliches, aber teilweise anderes Problem stellt sich beim Drucken von Boxen. Auch sie neigen dazu, auf der Höhe, wo die unteren festen Schichten in Wände übergehen, eine Linie zu haben. Das hat eher mit dünnen Wänden und der Extrusionsbreite zu tun, und das Material kann nirgendwo hin, außer nach außen. Unser Slicer-Team kennt dieses Problem und wird es in Zukunft wahrscheinlich verbessern.
Warum kann der Slicer dies nicht automatisch erkennen und korrigieren?
Das liegt an der Physik. Kunststoffe, die zunächst aus Granulat zu einem Filament und dann aus dem Filament zu einem sehr dünnen rechteckigen Profil extrudiert werden, verhalten sich weder wie eine Flüssigkeit noch wie ein Feststoff. Durch die Dehnung des Kunststoffs richten sich die langen Molekülketten des Polymers aus, wodurch innere Spannungen in das Profil eingebracht werden. Diese inneren Spannungen ziehen das Profil zusammen, wenn es nicht schnell genug abgekühlt wird. Beim MK2 ist die Linie auf der vom Lüfter abgewandten Seite des 3D Benchy zum Beispiel stärker ausgeprägt.
Es hängt auch von der Umgebung ab. Wie viele von Ihnen herausgefunden haben, sind die Effekte in einem kühlen Keller tatsächlich stärker ausgeprägt. Derselbe G-Code, der auf demselben Drucker mit demselben Filament gedruckt wird, kann in dem einen Raum eine Benchy-Rumpflinie haben und in dem anderen nicht. Es ist sehr schwierig, das automatisch zu kompensieren.
Und um die inneren Spannungen und die Kühlungseffekte des Filaments zu kompensieren. Einer der Gründe dafür ist das viskoelastische Verhalten der geschmolzenen Kunststoffe und die Abhängigkeit des Kunststoffverhaltens von seiner Zusammensetzung, der Temperatur und der Hydrolyse der Polymermolekülketten. Wenn das Filament nicht 100% trocken ist (Polyester - PLA & PET sind empfindlich gegenüber Hydrolyse, hydrolysiertes Filament enthält kürzere Polymerketten und ist daher weniger viskos), wird die Effektivität der Kühlung, die Reflexionen der Kühlluft von den bereits gedruckten Objekten usw.
Wie haben wir den G-Code geändert, um dies zu beseitigen?
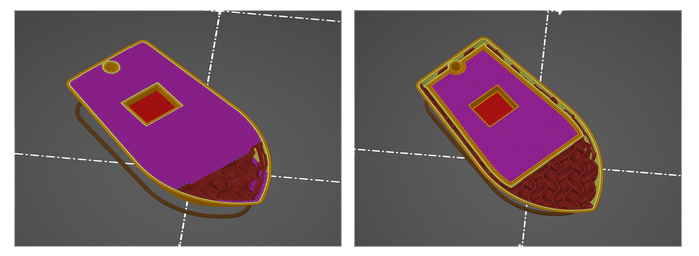
Etwas, das hilft, ist die Erstellung eines Modifizierungsnetzes in der Form des Decks. Wenn es an der problematischen Stelle ausgerichtet ist, kann es dazu verwendet werden, den Rumpf und das Deck zu trennen. Sie werden dann getrennt gedruckt und der Infill füllt nicht die gesamte Fläche bis zu den Rumpfrändern aus.
Und dann ist da noch die Reihenfolge der Elemente innerhalb einer Schicht. Aus irgendeinem Grund erzielten wir bessere Ergebnisse, wenn wir immer zuerst die Deckumrandungen druckten, dann den Infill des Decks und dann den Rest der Schicht. Wir haben diese Reihenfolge manuell mit einem Texteditor bearbeitet.
Wir sind nicht sicher, ob es geholfen hat, aber wir haben den G-Code auch manuell bearbeitet, um den Fluss des festen Infills etwas zu verringern, außer für die oberste Schicht (des Decks).
Eine andere Sache ist, die Umrisse so kontinuierlich wie möglich zu drucken. Anstatt erst die Perimeter zu drucken, dann den Infill und dann zur nächsten Schicht überzugehen, ist es besser, zwei (oder mehr) Schichten von Perimetern direkt hintereinander zu drucken. Der Drucker kann dann zurückgehen und den Infill drucken, wiederum zwei Schichten auf einmal.
Wir haben höchstwahrscheinlich noch nicht alle Faktoren entdeckt und wissen nicht genau, in welchem Verhältnis sie die Schwere der Benchy-Rumpflinie beeinflussen. Dennoch wollten wir unsere Erkenntnisse mit Ihnen teilen. Wenn Sie Ihre eigenen Untersuchungen und Tests durchführen, lassen Sie uns Ihre Ergebnisse wissen.
1 Kommentar