Sterowniki (określane również jako "stepsticki") Trinamic na płycie EINSY mogą wykrywać zgubione kroki i zapobiegać przesunięciom warstw powodowanym zderzeniom dyszy z wydrukiem. Działa to tylko w trybie normalnym (nie działa w trybie Stealth). Progi wykrywania zderzeń są ustawione dla wysokich prędkości, ponieważ przesunięcia warstw występują zazwyczaj, gdy ekstruder przesuwa się szybko między wydrukami i uderza w podwinięty fragment.
Jak to naprawić
Jeśli wykrywanie zderzeń nie działa, oznacza to najprawdopodobniej problem sprzętowy z drukarką, który jest dość łatwy do naprawienia. Poniżej instrukcja:
Tryb pracy
Upewnij się, że tryb pracy drukarki jest ustawiony jako Normal, nie Stealth, ponieważ w tym drugim nie działa wykrywanie zderzzeń. Tryb sprawdzisz wmenu LCD → Ustawienia → Tryb[Stealth/Normal]. Szczegóły dot. trybów znajdziesz w artykule Tryby pracy.
Pręty liniowe i łożyska
Wyczyść pręty liniowe suchym ręcznikiem papierowym. Następnienałóż odrobinę środka smarnego napręty.
Jeśli czujesz, że ruch podgrzewanego stołu lub głowicy nie jest gładki, gdy przesuwasz je ręką, możesz zdemontować oś Y lub X, ściągnąć łożyska z prętów liniowych inasmarować je od wewnątrz. Zachowaj ostrożność,aby nie uszkodzić łożysk podczas wsuwania prętów liniowych.
Sprawdź naciągnięcie pasków
Upewnij się, że paski drukarki są odpowiednio naciągnięte, a kółka zębate są prawidłowo dokręcone do wałków silników. W innym przypadku paski mogą przeskakiwać, a kółka mogą obracać się na wałkach. Jeśli masz MK3 lub MK3S, sprawdź stan pasków w menu LCD → Wsparcie → Stan pasków. Wartości powinny mieścić się w zakresie powyżej 240, a poniżej 300, ale nie ma jednego, idealnego ustawienia. Liczby te nie reprezentują żadnych konkretnych pomiarów.
- Jeśli wartość wyświetlana jest poniżej (lub blisko) 240, pasek musi zostać poluzowany.
- Jeśli wartość wyświetlana jest powyżej (lub blisko) 300, pasek musi zostać naciągnięty
- Wartości te są aktualizowane za każdym razem, gdy uruchamiasz Selftest.
Modele MK2.5, MK2/S i starsze nie mają funkcji wyświetlania stanu pasków. Wskazówką, jakiej możemy w tym przypadku udzielić, jest naciągnięcie paska tak, aby przy pociągnięciu jak za strunę wydawał dźwięk niskiej, basowej nuty. Powinno być możliwe ściśnięcie go tak, aby górny i dolny przebieg zetknęły się ze sobą, ale z lekkim oporem.
Sprawdź kółka pasowe i silniki osi X/Y
Upewnij się, że silniki osi Y i X są dobrze dokręcone do mocowań, a kółko zębate na każdym z nich jest dokręcone oraz ustawione w odpowiedniej pozycji i może się swobodnie obracać. Obydwa wkręty dociskowe muszą być dokręcone, a jeden z nich musi opierać się o płaską część wałka silnika. Luźne kółko zębate powoduje zazwyczaj przesuwanie warstw w formie schodków.
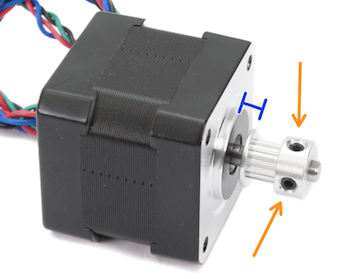
Obydwa kółka na osi powinny znajdować się w linii, co znaczy, że kółko na silniku musi być odpowiednio wycentrowane, a pasek musi poruszać się w linii prostej. Jeśli porusza się od lewej do prawej, podczas obracania kółka, to znaczy, że jest ono nieprawidłowo wycentrowane.
Złącza
Po przejrzeniu silników otwórz obudowę EinsyRAMBO i popraw złącza silników (odłącz i podłącz ponownie), aby mieć pewność, że są prawidłowo wpięte.
Geometria modelu i ustawienia
Skomplikowane geometrie, modele z dużymi zwisami itp. są generalnie trudniejsze w druku. Zwisy mogą podwijać się w trakcie pracy i zahaczać o dyszę. To samo może zdarzyć się, jeśli ustawisz zbyt małą gęstość wypełnienia podczas cięcia modelu.
Aby temu zapobiec, możesz przeciąć model na kilka elementów (zobacz nasz artykuł o przecinaniu modeli STL). Możesz również zwiększyć prędkość wentylatora druku lub zwiększyć parametr Z-hop w PrusaSlicer. Ustawienie prędkości wentylatora znajduje się w sekcji Ustawienia filamentu → Chłodzenie, a Z-hop w sekcji Ustawienia drukarki → Ekstruder 1.
Nic z powyższych nie rozwiązało problemu?
Nie martw się, przynajmniej Twoja drukarka przeszła przegląd najważniejszych elementów, a Ty masz pewność, że są OK. Spróbuj wydrukować któryś z plików G-code, które były dołączone na karcie SD. Jeśli zostały usunięte, pobierz je ponownie z Printables.com.
W MK3/S możesz również spróbować wyłączyć wykrywanie zderzeń (menu LCD → Ustawienia → Wykrywanie zderzeń [wł/wył] lub podczas drukowania z menu LCD → Strojenie → Wykrywanie zderzeń). Zazwyczaj pomaga również zmniejszenie prędkości druku (w PrusaSlicer lub przy pomocy pokrętła podczas drukowania - obracając je w kierunku przeciwnym do ruchu wskazówek zegara).