Qu'est-ce que le lissage et comment ça marche ?
Il est possible d'utiliser l'outil de lissage à partir de la version 2.3.0 de Prusa Slicer. Le lissage lisse les surfaces supérieures plates en exécutant une deuxième phase de remplissage spéciale sur la même couche.
Lorsque la buse chaude se déplace sur la couche supérieure qui vient d'être imprimée, elle aplatit tout plastique qui aurait pu se recourber vers le haut. La buse extrude également une petite quantité de filament pour remplir les trous de la surface supérieure. L'espacement entre les passes de repassage individuelles est généralement une fraction du diamètre de la buse. Cela signifie que la buse passera plusieurs fois au même endroit. Le lissage est orienté à 45 degrés fixes par rapport à la première phase de remplissage supérieur normal car cette approche produit de meilleurs résultats.

Inconvénients
Le principal inconvénient est l'augmentation du temps d'impression car la deuxième phase de remplissage supérieur est effectuée avec un très petit espacement entre les lignes de lissage. Dans l'aperçu, il est possible de savoir combien de temps d'impression sera consacré au lissage.
Si vous lissez une grande surface, sur certaines machines, vous pourriez rencontrer du fluage de chaleur et éventuellement, une hotend bouchée car l'extrusion est faible et lente pendant le lissage. Cela peut être un problème principalement lors de l’impression avec du PLA, en raison de sa résistance aux basses températures. Le risque est accru pendant les canicules estivales.
Un autre inconvénient est que les bords seront un peu flous ou moins nets. Le parcours de l'outil de lissage est prévu pour une petite extrusion, mais la buse est physiquement toujours de la même taille, donc du plastique dépassera sur le bord.
Quand utiliser le lissage
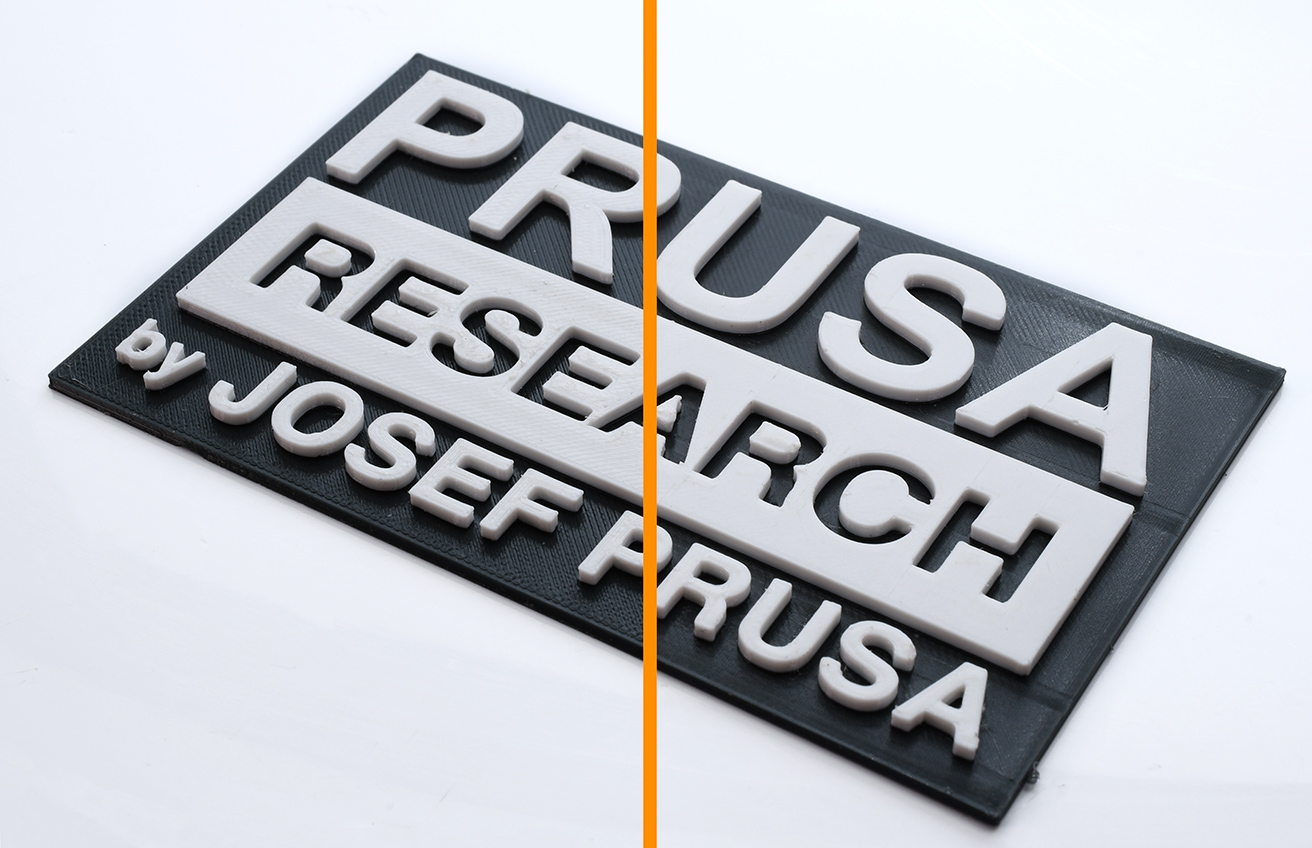
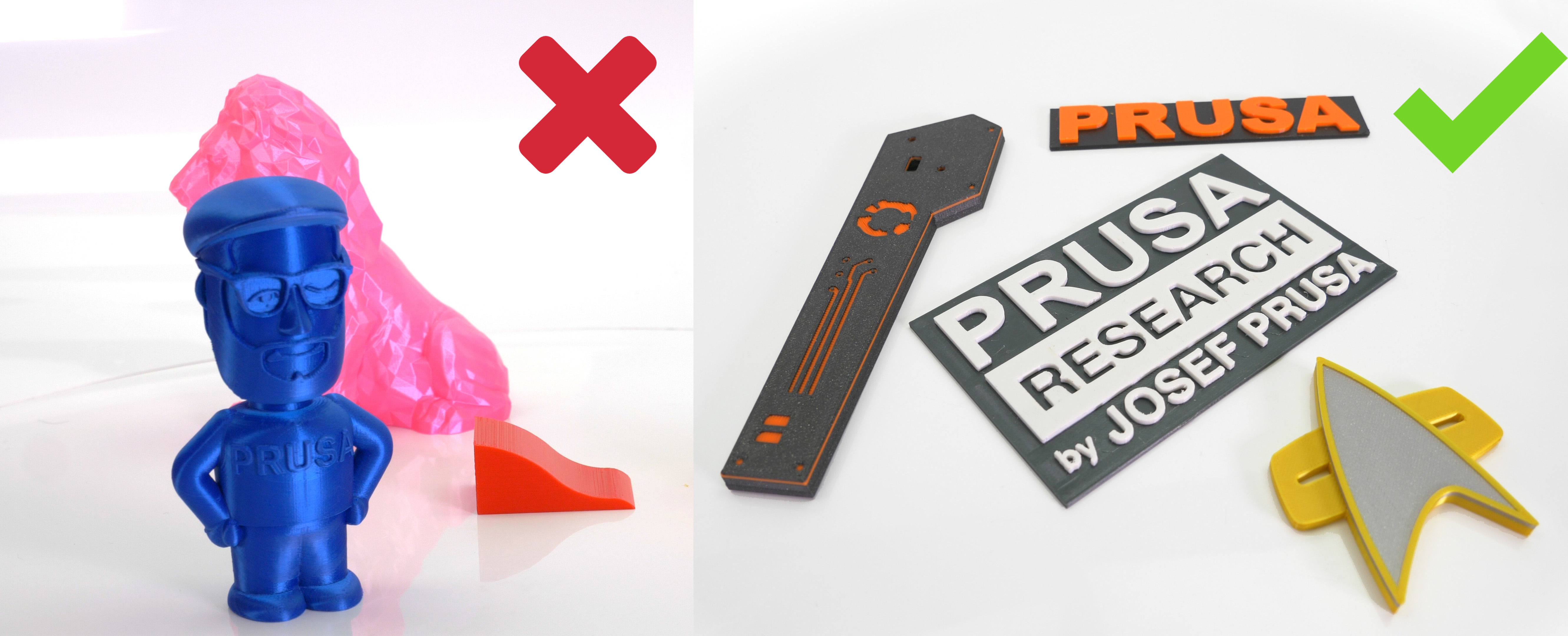
Le lissage est utile pour les impressions avec des surfaces planes telles que les plaques signalétiques, logos, badges, boîtes, couvercles, etc.
Il peut également être utile lorsque vous souhaitez coller deux pièces ensemble et que les surfaces doivent être aussi plates que possible afin que l'écart entre elles soit minimisé.
Quand ne pas utiliser le lissage
Le lissage n'est pas utile pour les objets ronds, figurines et formes organiques en général. Il n'est pas non plus utile pour les objets qui ont des zones plates, mais ces zones plates ne sont pas alignées parallèlement au plateau d'impression. Cela dit, le lissage n'aura pas d'impact négatif significatif lors de l'impression de tels modèles, il augmentera simplement inutilement le temps d'impression.

Certains modèles peuvent être imprimés à l'envers. La couche inférieure imprimée sur la plaque de construction sera généralement encore plus lisse qu'une couche supérieure lissée. Et vous pouvez imprimer une texture dans l'impression, en fonction de la plaque d'impression que vous utilisez.
Le remplissage monotonique est une autre caractéristique qui améliore la qualité des couches supérieures. Utilisez-le en combinaison avec le lissage pour obtenir les meilleurs résultats. Les profils Original Prusa ont le remplissage Monotonic déjà défini par défaut pour les couches supérieures.
Comment activer le lissage
Pour tous les modèles
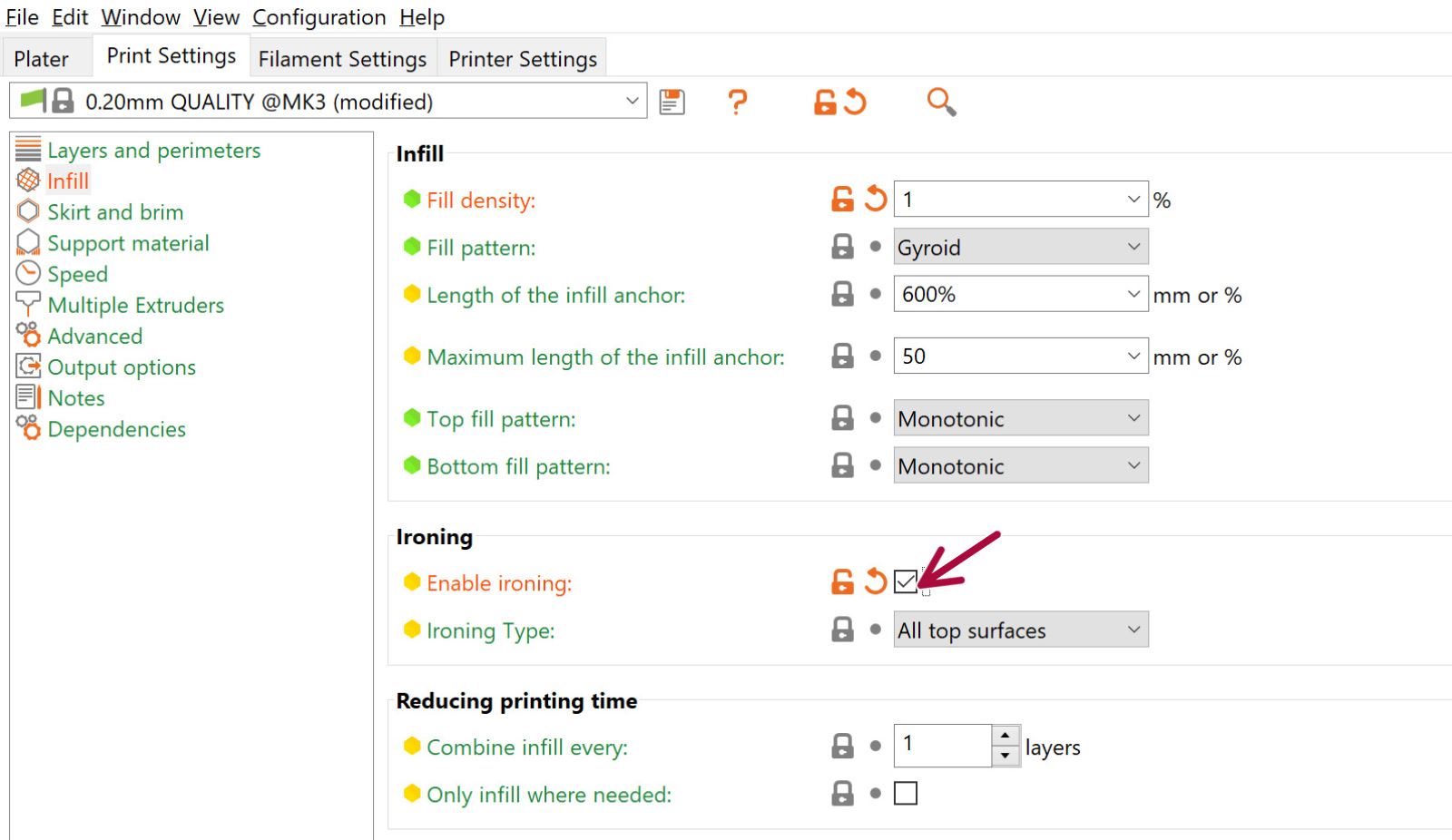
Le lissage n'est pas disponible dans le Mode simple, alors passez au mode Avancé ou Expert. Puis sélectionnez Réglages d'impression -> Remplissage -> Lissage -> Activer le lissage.
Pour le modèle sélectionné
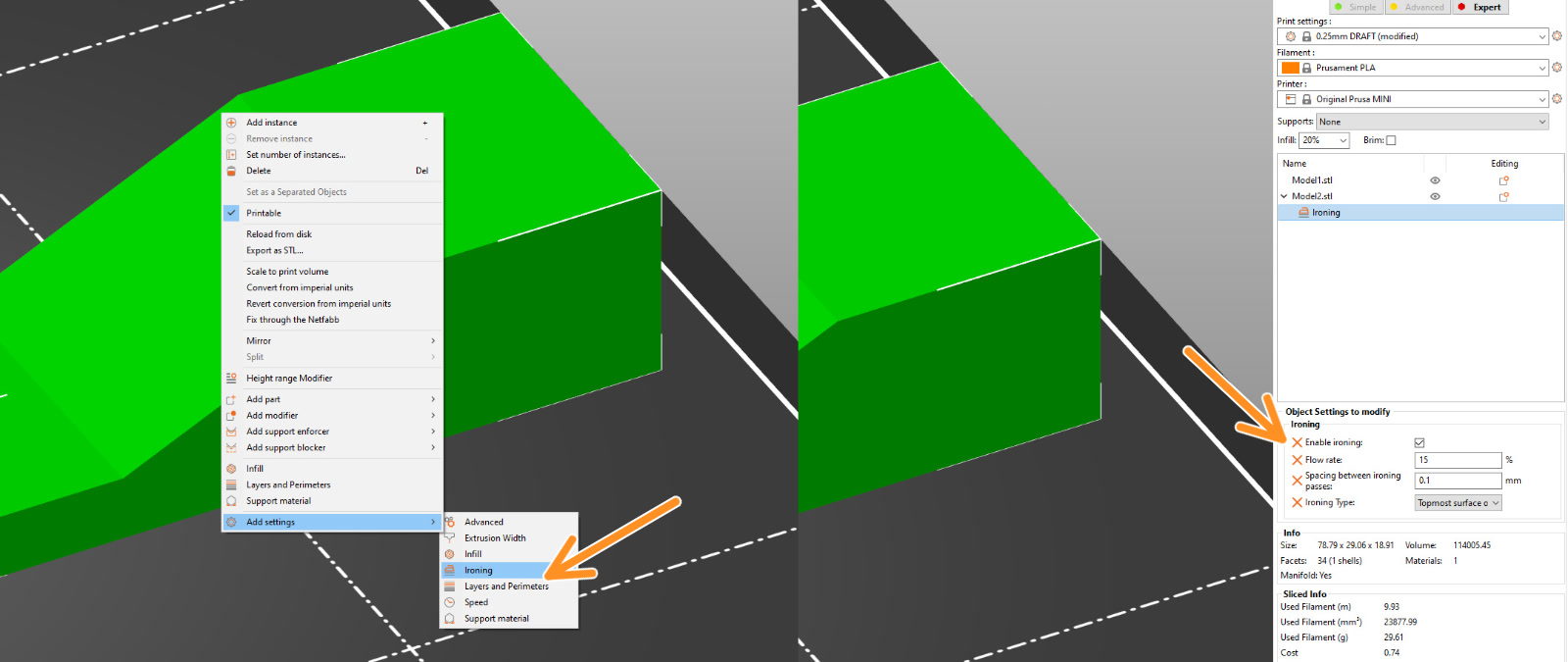
Commencez par passer en mode Expert, le lissage pour les modèles individuels n'est activé que dans ce mode. Cliquez avec le bouton droit sur un modèle et sélectionnez Ajouter des réglages - LIssage dans le menu contextuel. Cochez Activer le lissage, vous pouvez également sélectionner le reste des paramètres de lissage afin de les personnaliser pour des objets individuels. Vous pouvez maintenant modifier les paramètres de lissage pour ce modèle à l'aide du panneau de droite.
Si vous avez plusieurs Instances du même objet sur le plateau de construction et que vous souhaitez activer le lissage uniquement pour l'un d'entre eux, vous devez d'abord cliquer avec le bouton droit sur le modèle et choisir Définir comme un objet séparé dans le menu contextuel. Sinon, vous l'activerez pour toutes les instances, car elles partagent tous les réglages.
Modificateurs
Vous pouvez utiliser un modificateur de plage de hauteur ou un maillage de modification pour activer le lissage uniquement pour une partie d'un modèle (en mode Expert).
Modificateurs de plage de hauteur
Étant donné que le lissage ne fonctionne que sur les surfaces planes, il est judicieux d'utiliser un modificateur de plage de hauteur pour spécifier un intervalle vertical dans lequel le lissage sera utilisé.
- Faites un clic droit sur un modèle et sélectionnez Modificateur de plage de hauteur.
- Spécifiez la hauteur de départ et la hauteur d'arrêt dans le panneau de droite
- Faites un clic droit sur la roue dentée à côté du modificateur de plage de hauteur dans le panneau de droite
- Sélectionnez Ajouter des réglages - Lissage
- Cochez Activer le lissage, vous pouvez maintenant activer le lissage uniquement pour cette pièce dans le panneau de droite
Maillage de modification
- Faites un clic droit sur un modèle et sélectionnez Ajouter un modificateur
- Vous pouvez soit utiliser une forme de base (boîte, cylindre), soit utiliser Charger... pour importer un maillage personnalisé en tant que modificateur
- Positionnez le modificateur pour chevaucher la partie souhaitée d'un modèle
- Faites un clic droit sur la roue dentée à côté du modificateur dans le panneau de droite
- Sélectionnez Ajouter des réglages - Lissage
- Cochez Activer le lissage, vous pouvez maintenant activer le lissage uniquement pour cette pièce dans le panneau de droite
Type de lissage
Toutes les surfaces supérieures
La buse lissera la couche supérieure de chaque surface (la dernière couche de chaque surface plane).
Surface la plus haute uniquement
Seule la toute dernière couche de l'objet sera lissée. Cela signifie que dans le cas d'un texte en relief (orienté parallèlement au plateau d'impression), la buse ne lissera que le haut des lettres, mais pas l'espace entre les lettres.
Toutes les surfaces solides
Chaque couche aura une passe de lissage. Il s'agit d'une fonctionnalité expérimentale destinée à être utilisée avec un remplissage à 100% pour créer des objets transparents plus clairs.
Débit
Pourcentage d'un débit par rapport à la hauteur de couche normale de l'objet.
Espacement entre les passes de lissage
Distance entre chaque lignes de lissage Cette valeur doit être inférieure au diamètre de votre buse. Pour cette raison, la buse passera plusieurs fois au même endroit.
Vitesse
Cette option n'est pas regroupée avec les autres paramètres de lissage. Au lieu de cela, vous la trouverez dans les Réglages d'impression -> Vitesse -> Lissage. N'hésitez pas à expérimenter avec cette valeur, mais généralement, les vitesses plus lentes fonctionnent le mieux.
Calibration
Le lissage est très sensible à la précision de la calibration de l'extrudeur. Trop peu et des rainures brillantes seront visibles sur la couche supérieure, qui ne sera pas lissée. Trop et l'excès de plastique sera traîné par la buse vers les bords de la surface supérieure. La calibration est donc une question d'essais et d'erreurs. On peut expérimenter le débit, la vitesse et l'espacement de lissage pour obtenir les meilleurs résultats.
Différents matériaux
En ce qui concerne les réglages, ils ne font pas la différence entre les différents matériaux. Cependant, le lissage fonctionne légèrement différemment selon le filament utilisé.
Le PLA se lisse très bien, cependant, il est plus sujet au fluage de chaleur (cela dépend de votre imprimante et de la température ambiante).
Le PETG se lisse bien, mais il y a un risque accru que du filament supplémentaire adhère à la buse. Ce plastique peut s'accumuler sur la buse, devenir sombre en cas de surchauffe et éventuellement se fixer à l'impression. Il en va de même pour le FLEX, mais beaucoup plus prononcé.
L'ASA se lisse incroyablement bien, produisant des surfaces supérieures super lisses.
Nous avons essayé de lisser des filaments remplis de bois, mais nous n'avons pas obtenu de bons résultats. Mais votre expérience peut varier.
Historique
L'idée de lissage a été proposée pour la première fois par l'utilisateur "Neotko" sur le forum de la communauté Ultimaker. Neotko a prototypé "Neosanding" - un lissage des surfaces supérieures dans Simplify3D en exécutant une deuxième phase de remplissage à la même hauteur d'impression avec aucune ou un taux d'extrusion minuscule perpendiculairement à la première passe de remplissage. Le "Neosanding" a ensuite été intégré par Ultimaker dans leur slicer Cura. Kisslicer a intégré le Lissage avec une petite subtilité : La deuxième passe n'est pas perpendiculaire à la première passe, mais à 45 degrés, ce que Jonathan, l'auteur de Kisslicer, a validé pour produire de meilleurs résultats. PrusaSlicer implémente le "Neosanding" de Neotko à 45 degrés comme dans Kisslicer.
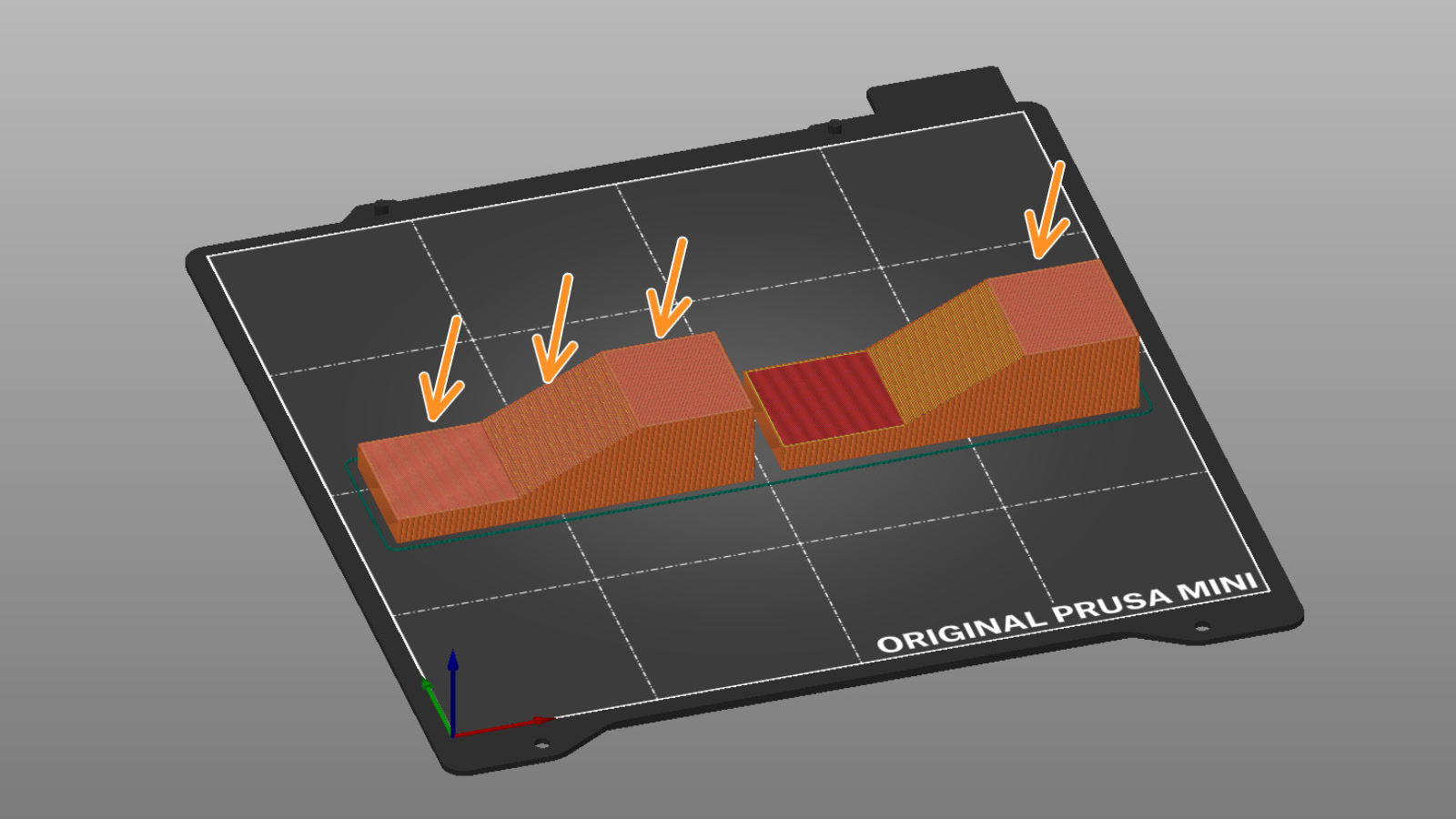
Vous pouvez voir la passe de lissage sur le cube de droite