Manuální kalibraci multi-toolu pro verze tiskárny Original Prusa XL s více nástrojovými hlavami můžete provést, abyste zajistili, že Kalibrace Offsetu Nástroje proběhla správně, a také pro případné další doladění offsetu jednotlivých nástrojových hlav. Tuto kalibraci doporučujeme provést také v případě nárazu trysky do výtisku nebo podložky, nebo v případě, že používáte vlastní trysku. Pro verze se dvěma a pěti nástrojovými hlavami jsme připravili specifický testovací GCode, navržený tak, aby pokryl chyby v offestu do +/-1mm.
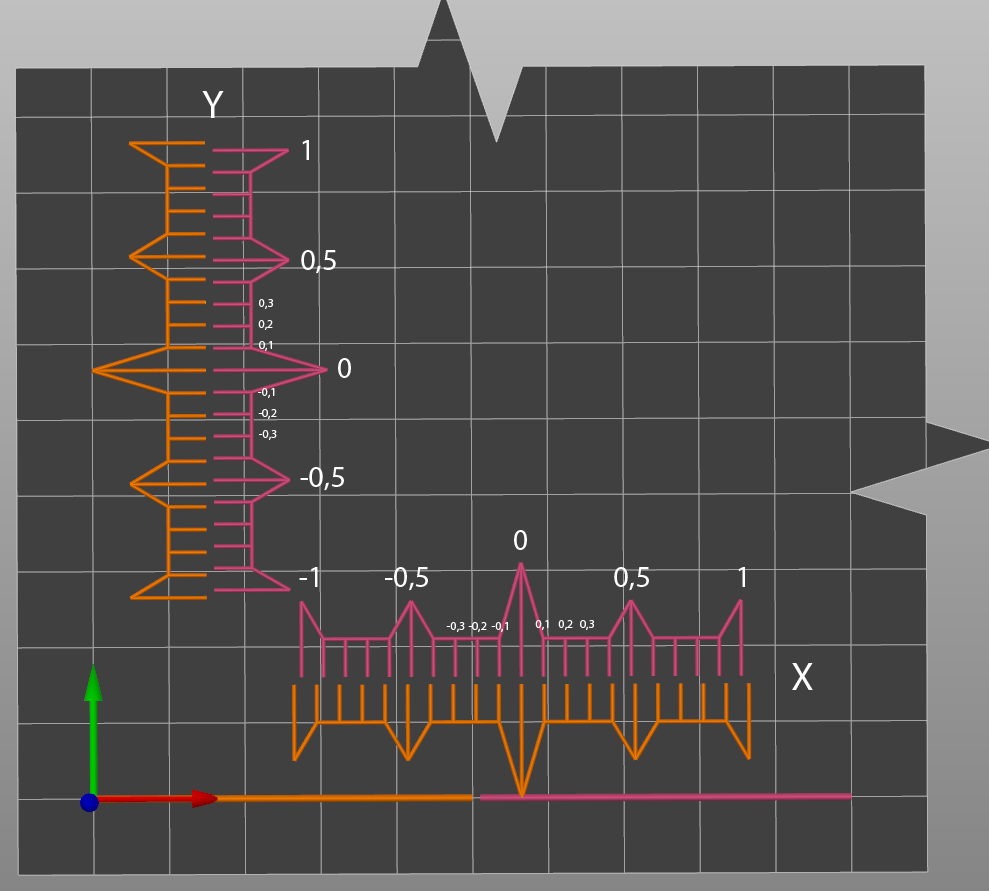
Výtisk má dvě sekce, označené X a Y, každou s jedním hřebenem pro každou z nástrojových hlav - kromě hlavy Nástroje 1. Pro každý hřeben najděte v obou sekcích dvě značky, které jsou nejlépe zarovnané s hřebenem vytištěným hlavou 1 a odečtěte jejich hodnoty.
Největší značka reprezentuje hodnotu 0 a střední hodnotu 0,5 mm.
Následující ilustrace Gcodu pro kalibraci 2 nástrojových hlav vyobrazuje části vytištěné Nástrojem 1 jako oranžové, a ty vytištěné Nástrojem 2 jako fialové.
 | 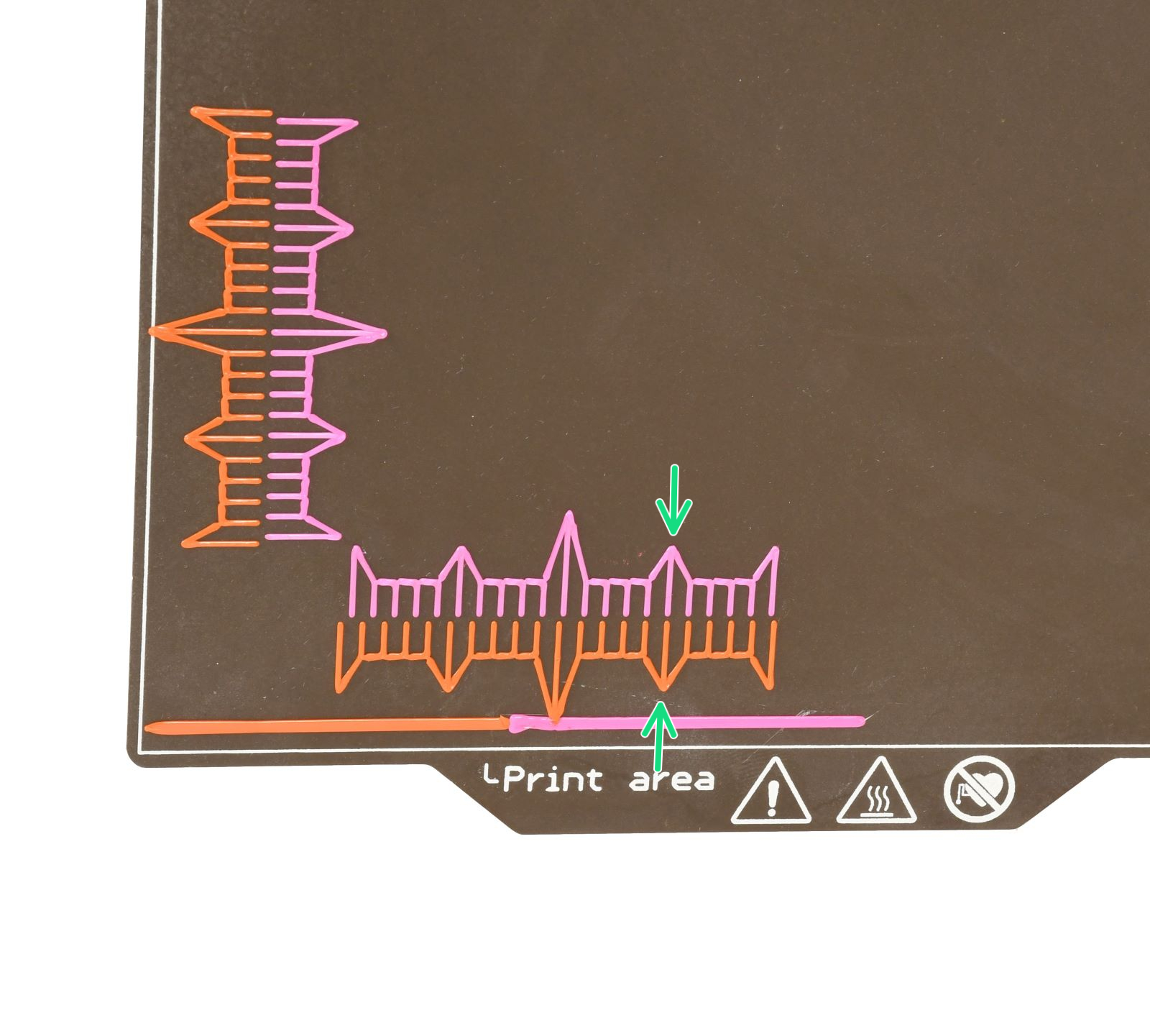 |
Na ukázkovém obrázku vpravo odpovídají nejvíce zarovnané značky X offsetu +0,5 mm.
Kalibrační Gcode pro 5 Nástrojů má základní rozvržení stejné, ale pro každou z os má čtyři hřebeny. Offset každého Nástroje se srovnává s Nástrojem 1.
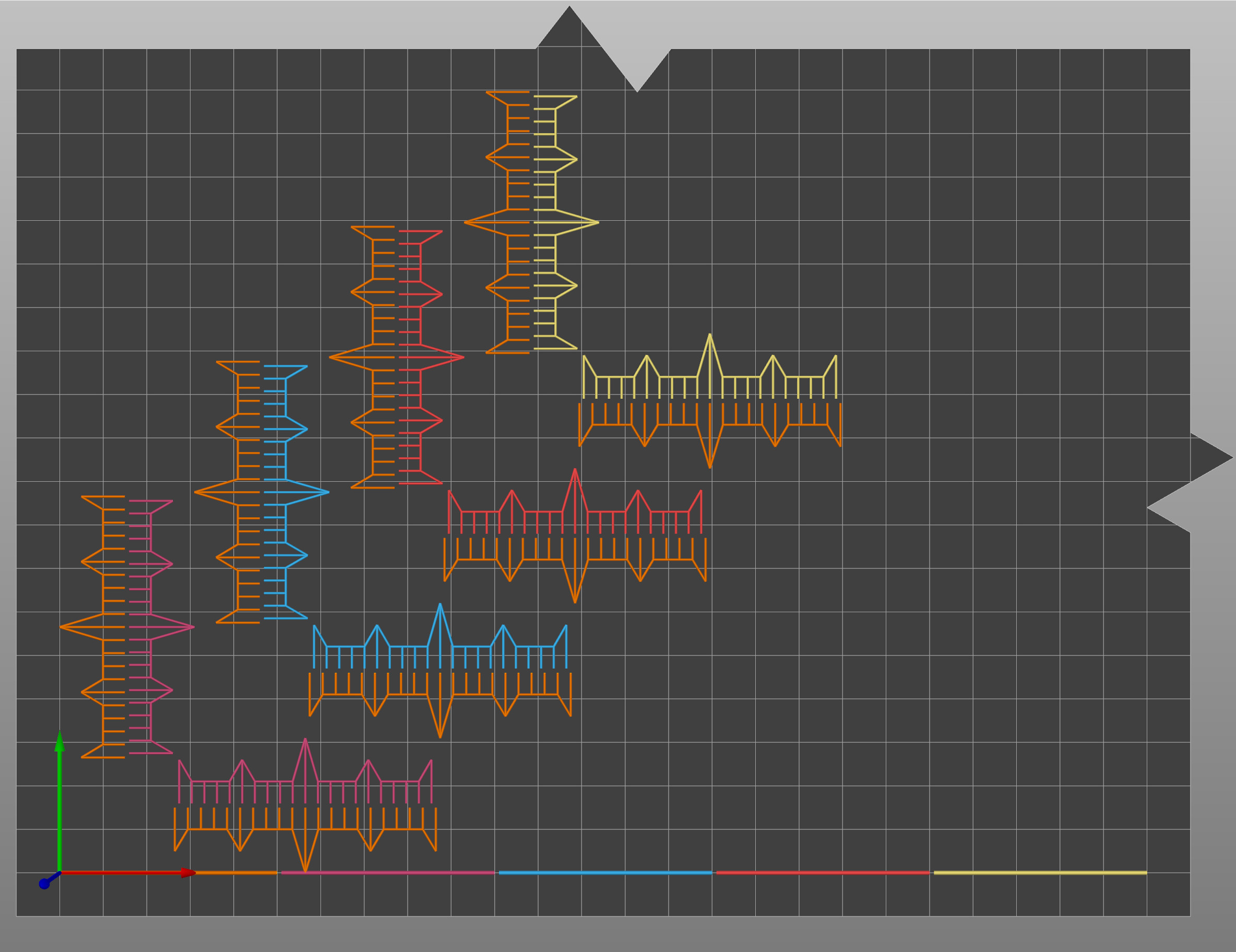 | 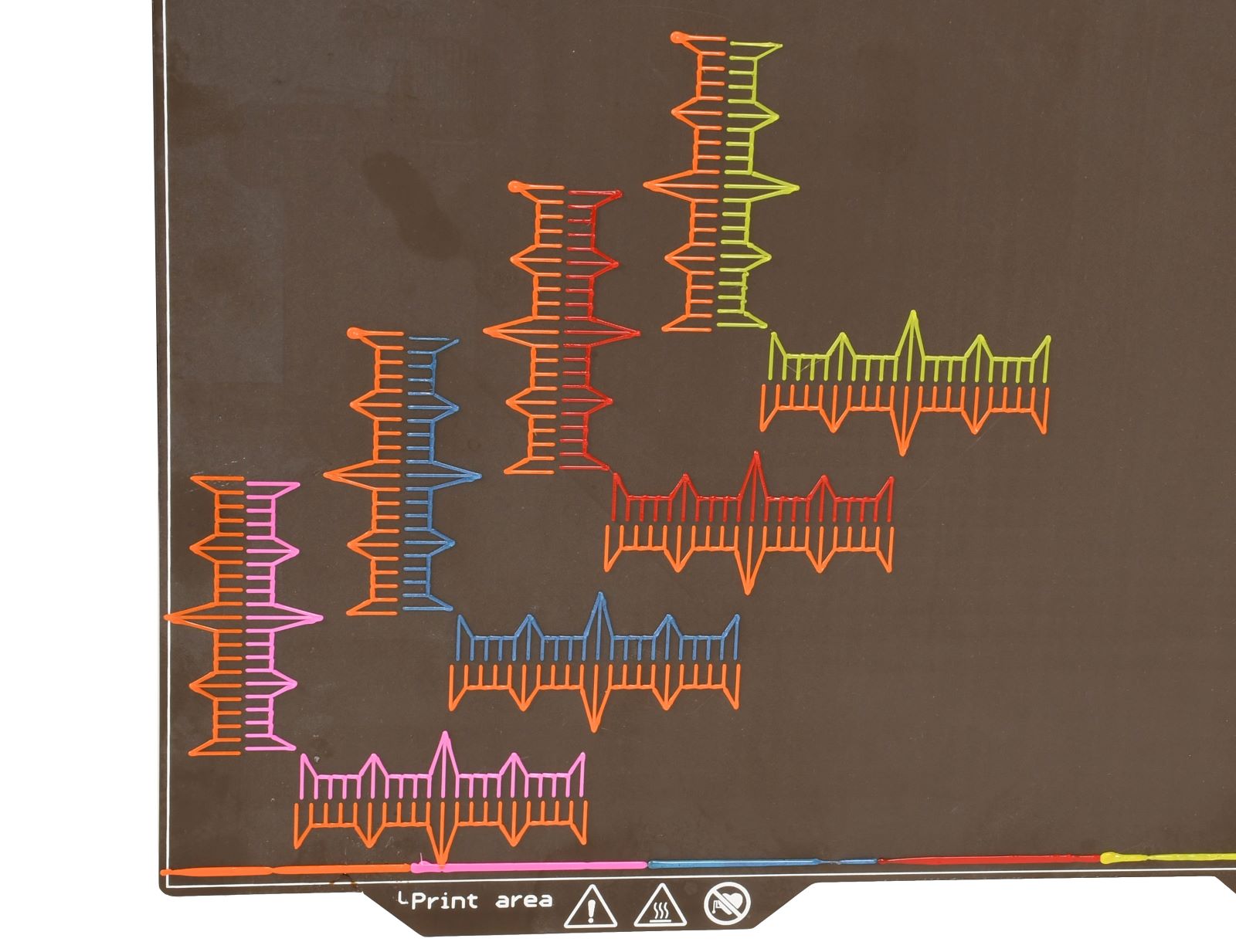 |
Proces
- Vytiskněte model. Použijte jeden z Gkódů pro tisk z PLA a vyberte ten, který odpovídá vašemu počtu nástrojových hlav.
- Po dokončení tisku vyjměte ocelový plát s výtiskem a prohlédněte si a vyhodnoťte značky na každém páru hřebenů.
- Pro každou dvojici najděte nejvíce zarovnané značky a zjistěte jejich hodnotu. Pokud máte o některých značkách pochyby, zvolte jejich průměrnou hodnotu (příklad: pokud vám značky 0mm a +0,1mm přijdou zarovnané nastejno, zvolte offset +0,05mm).
- Upravte offsety přidáním naměřených hodnot offsetu k těm pro danou hlavu již zadaným pomocí nabídky v LCD Menu -> Nastavení -> Nástroj -> Nástroj # (namísto # se zobrazuje skutečné číslo nástrojové hlavy kterou budete upravovat). Například: přidáním 0.05mm k Offsetu X na screenshotu by se finální hodnota změnila na 0.071347mm.
Hodnota offestu se nezobrazuje pro hlavu 1, protože je vždy rovna 0.

- Po úpravě offsetu odstraňte veškeré drobné zbytky plastu z lineárního vedení os a pásů, aby neovlivnily naváděcí pozici. Odstraňte výtisk z ocelového plátu a znovu vytiskněte testovací model pro kontrolu zarovnání.