Linear Advance (LA) je technologie, která předpovídá nárůst tlaku v extruderu při tisku za vyšších rychlostí. Firmware tiskárny využívá tuto predikci ke snížení množství vytlačovaného filamentu těsně před zastavením a zpomalením, což zabraňuje tvorbě hrudek nebo artefaktů v ostrých rozích. Takzvané 'K-hodnoty' jsou parametry určující, jak moc funkce Linear Advance ovlivňuje tisk.
S firmwarem verze 3.9.0 jsme představili Linear Advance 1.5 pro Original Prusa MK3S, MK3, MK2.5S, and MK2.5, kterou jsme dále vylepšili s firmwarem 3.9.1. Zejména jsme se zaměřili na tiskové artefakty nacházené ve specifických tiskových scénářích a geometriích. Linear Advance 1.5 je také zpětně kompatibilní s verzí 1.0. V případě, že máte G-code s Linear Advance 1.0, tiskárna kód analyzuje a zkonvertuje hodnoty automaticky.
Konfigurace
Tyto hodnoty jsou součástí konfigurace a nastavení filamentu našeho PrusaSliceru. Pokud je používáte, není potřeba žádných dalších úprav. Nicméně pokud používáte filamenty, pro které nemáme přednastavení, nebo si s nastavením chcete zkusit pohrát, vyvinuli jsme společně s komunitou K-factor kalibrační tisk, abyste mohli najít perfektivní K-hodnoty pro váš materiál a vaše tiskové teploty. Ty jsou založeny na různých přednastaveních kvality a výšky vrstvy v PrusaSliceru.
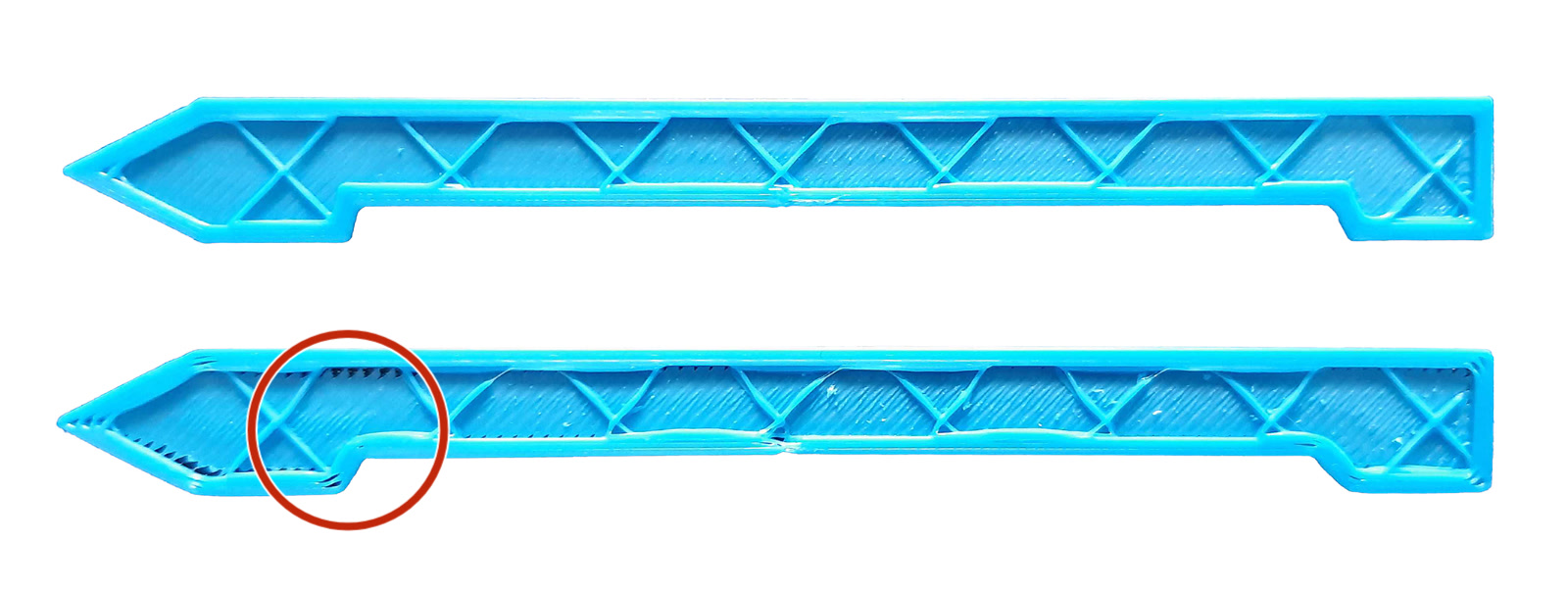
Vytiskne sérii linek s různámi K-hodnotami ovlivňujícími rychlost a tok na dané vzdálenosti. Příklady níže ukazují jak jsou linky ovlivněny svými K-hodnotami. Prvních a posledních 25 mm je vytištěno pomaleji a mezi vyznačenými lokacemi (červené čtverečky) je 100 mm vytištěno rychle. Podrobně se podívejte na přechod nejprve mezi pomalým a rychlým tiskem a následně mezi rychlým a pomalým. Všimnete si, že linka může být nepravidelná nebo dokonce úplně špatně vytištěná, pokud není hodnota optimální, což je nejvíce patrné na vrchních linkách (červené čtverečky), ale viditelné na všech vyjma těch s optimálním K-faktorem. Také můžete vidět velké rozdíly mezi různými materiály, a jak moc může pomoci, když je toto nastaveno správně.
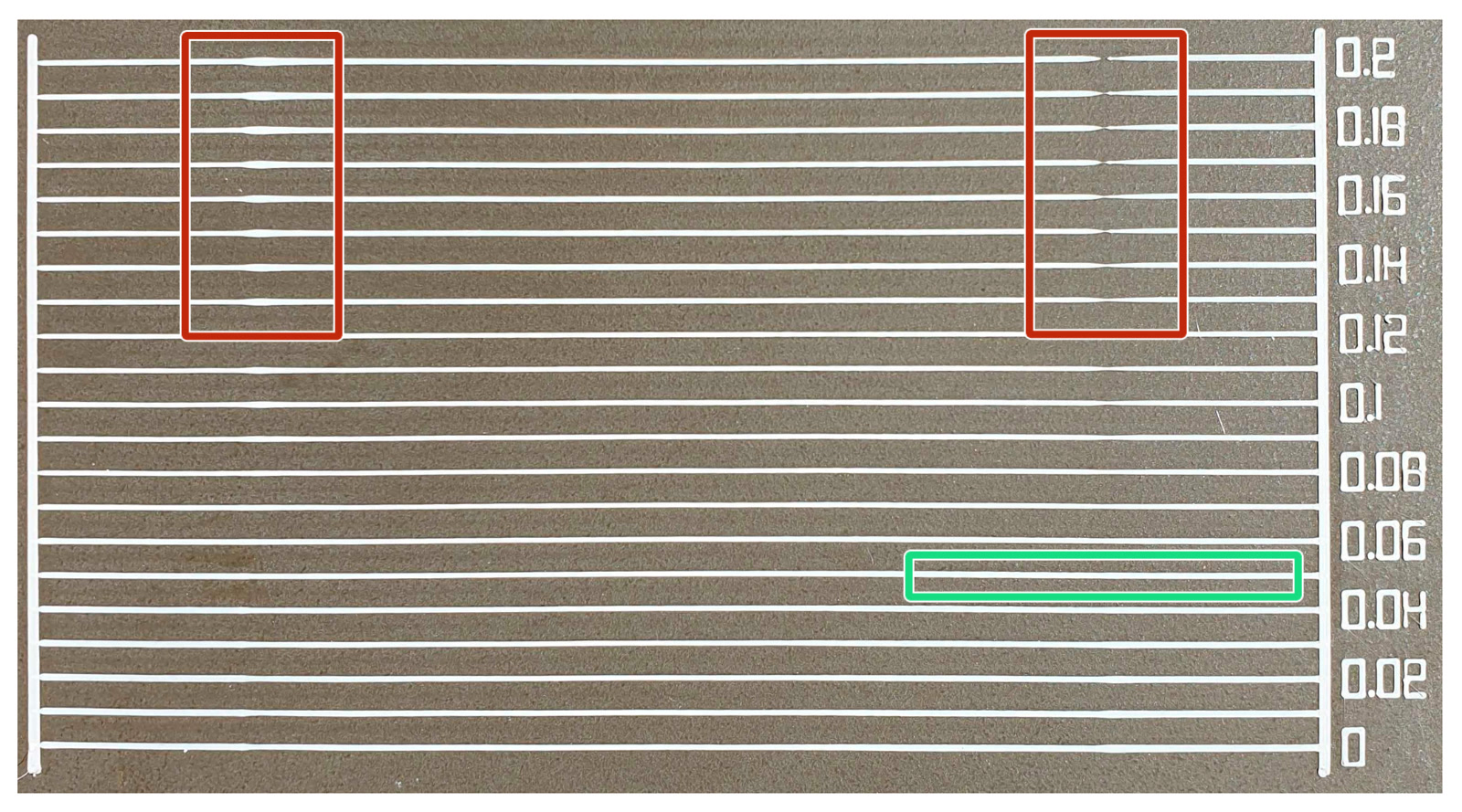
Kalibrační G-code vytištěný s PLA při 215 °C. Nejkonzistentnější linka je dosažena při K-hodnotě 0,05 (zelený čtvereček).
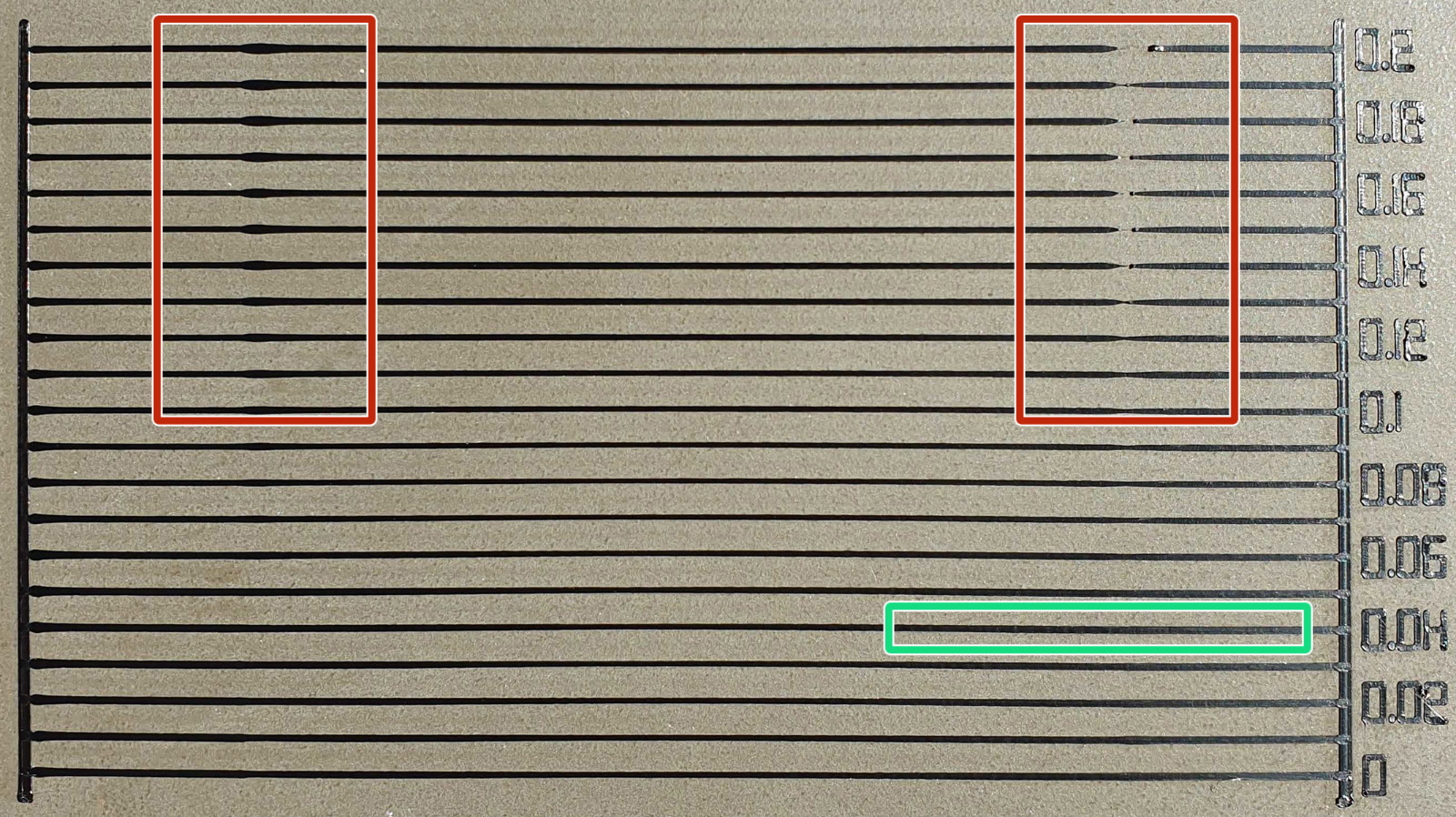
Kalibrační G-code vytištěný s ABS při 255 °C. Nejkonzistentnější linka je dosažena při K-hodnotě 0,04 (zelený čtvereček).
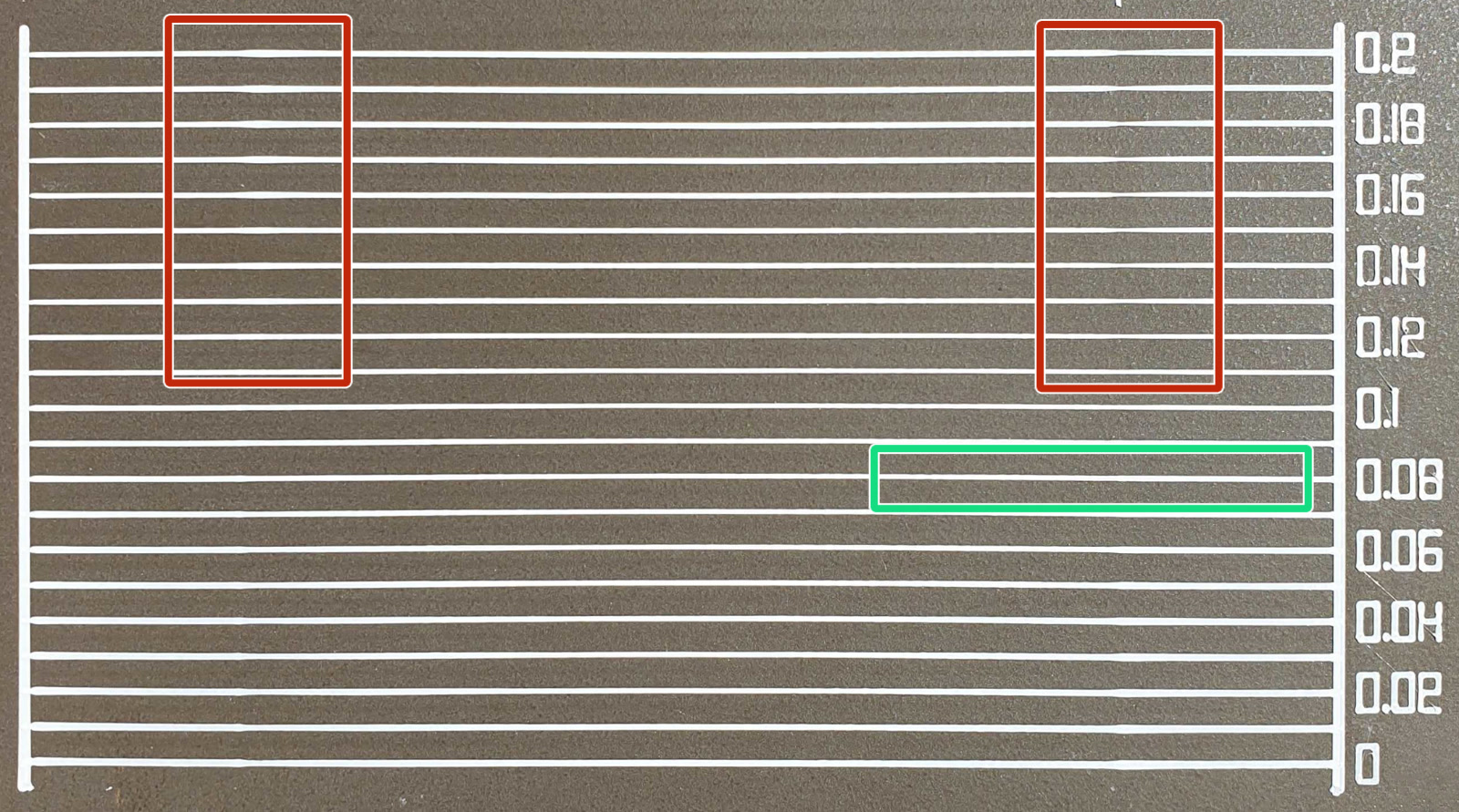
Kalibrační G-code vytištěný s PETG při 240 °C. Nejkonzistentnější linka je dosažena při K-hodnotě 0,08 (zelený čtvereček).
Stáhněte si kalibrační G-code
K-factor kalibrační G-code si můžete stáhnout z našeho tiskového depozitáře nebo přímo z tabulky níže. Tyto jsou určeny pro 0,4mm mosaznou trysku. Zaveďte správný typ filamentu pro daný G-code a začněte tisknout.
| Materiál | Výška vrstvy | Fastest speed | PrusaSlicer profile | ||
|---|---|---|---|
| 0,2 mm | 45 mm/s KVALITA | 0,2 mm | 60 mm/s RYCHLOST | 0,3 mm | 50 mm/s DRAFT | |
| PLA | Stáhnout | Stáhnout | Stáhnout |
| PETG | Stáhnout | Stáhnout | Stáhnout |
| ASA | Stáhnout | Stáhnout | Stáhnout |
| PC | Stáhnout | Stáhnout | Stáhnout |
| NYLON | Stáhnout | Stáhnout | Stáhnout |
| ABS | Stáhnout | Stáhnout | Stáhnout |
| HIPS | Stáhnout | Stáhnout | Stáhnout |
Tyto soubory mají přednastavené teploty (např. PLA 215 °C). Pokud váš filament vyžaduje jinou teplotu, je nutné manuálně upravit G-code.
Za tímto účelem otevřete G-code v textovém editoru. V textovém editoru použijte funkci hledat (např. CTLR+F) a najděte blok příkazů, podobný tomu, který je uveden v příkladu níže a začíná písmenem M104. Níže uvedený příklad je převzat z přednastaveného G-kódu PLA.
Změňte hodnoty "S", které představují teplotu ve stupních Celsia:
| M104 S215 ; Nastavit teplotu trysky (bez čekání) M140 S60 ; nastavit teplotu vyhřívané podložky M190 S60 ; počkat na zahřátí podložky M109 S215 ; počkat na zahřátí trysky |
Optimální K-hodnoty a jak je upravit
Optimální hodnoty, na které jsme přišli během našeho testování, jsou uvedeny v tabulkách níže. Mohou být implementovány do jakéhokoliv sliceru. Prosím pamatujte, že různé značky a barvy stejného materiálu mohou vyžadovat mírně rozdílné K hodnoty při tisku extrémními rychlostmi. Naše přednastavení by ale mělo vyhovovat všem.
0,4mm tryska
| PLA | 0.05 |
| PETG | 0.08 |
| CPE | 0.07 |
| PC Blend | 0.07 |
| ASA/ABS | 0.04 |
| HIPS | 0.04 (some brands may need a higher K-value) |
| Nylon Taulman | 0.08 |
| Nylon FX256 | 0.1 |
0,6mm tryska
| PLA | 0.04 |
| PETG | 0.04 - 0.05 |
| PC Blend | 0.04 |
| ASA/ABS | 0.02 - 0.03 |
| HIPS | 0.03 (some brands may need a higher K-value) |
PrusaSlicer
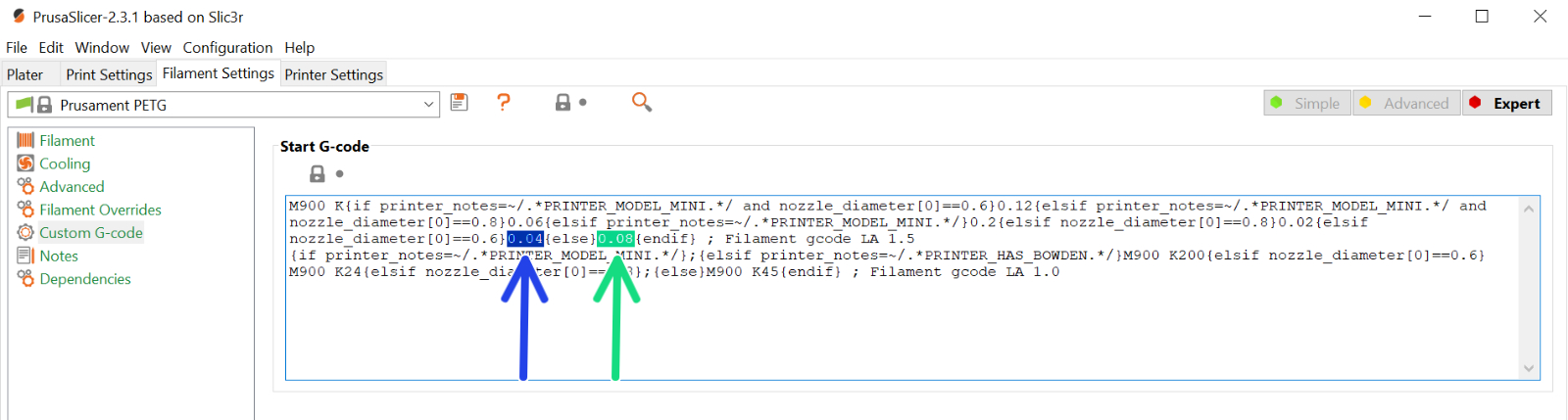
Jak už jsme zmínili, K-hodnoty pro všechny filamenty už jsou přednastavené v PrusaSliceru. Pokud tato nastavení potřebujete upravit kvůli nějakému exotickému filamentu nebo specifické aplikaci, K-hodnoty se nastavují v samostatné sekci G-codu v tabulce Nastavení filamentu, NIKOLIV v samostatném G-code pro konkrétní tiskárnu.
- Modrá šipka a čtvereček ukazují číslo, které je potřeba změnit pro 0,6mm trysku.
- Zelená šipka a čtvereček ukazují číslo, které je potřeba změnit pro 0,4mm trysku.
Jiné slicery
Pokud používáte jiný slicer než je náš PrusaSlicer, musíte ručně změnit nastavení v G-code skriptu vašeho sliceru.
Uživatelé slicerů Simplify3D, Cura, atd. musí pouze přidat “M900 Kxx” do startovacího G-code skriptu. Pamatujte, že toto je třeba ručně změnit pro různé typy materiálů filamentů. Pouze PrusaSlicer má přednastavený zvláštní samostatný G-code pro každý filament a K hodnota se tak mění automaticky. Nastavte si požadovanou rychlost a něco vytiskněte (dost velkého, aby se rychlost projevila). Pokud ostré hrany mají hrudky, zvyšte K hodnotu. Pokud někde filament naopak chybí, K hodnotu snižte.