Drukowanie przy użyciu dysz o różnych średnicach jest w fazie eksperymentalnej, ponieważ wymaga dostosowania kilku ustawień w profilach, a niektóre kombinacje dysz mogą być niekompatybilne, potencjalnie prowadząc do nieudanych wydruków. Chcieliśmy jednak dać tę opcję doświadczonym użytkownikom i deweloperom. Z niecierpliwością czekamy na opinie zwrotne, aby ulepszyć tę funkcję i kontynuować jej rozwój.
Ponieważ jest to trudny proces, ten artykuł wyjaśni, jak drukować z różnymi średnicami dysz na przykładzie krok po kroku. Użyliśmy:
- Drukarka: XL 5T – wykorzysaliśmy 2 narzędzia;
- Zamontowane dysze: głowica 1: 0,25 mm, głowica 2: 0,6 mm;
- Zastosowanie: dysza 0,25 mm na obrysy i podpory, dysza 0,6 mm na wypełnienie;
- Podpory: organiczne.

Zanim zaczniesz
Wymień dysze w XL, postępując zgodnie z instrukcją Jak wymienić dyszę Prusa Nozzle (XL multi-tool). Aby uzyskać udany wydruk, zalecamy wykonanie kalibracji przesunięcia narzędzi [Tool Offset Calibration], którą znajdziesz w menu Sterowanie → Kalibracje i testy.
Obsługa profili
Wybierz odpowiedni profil
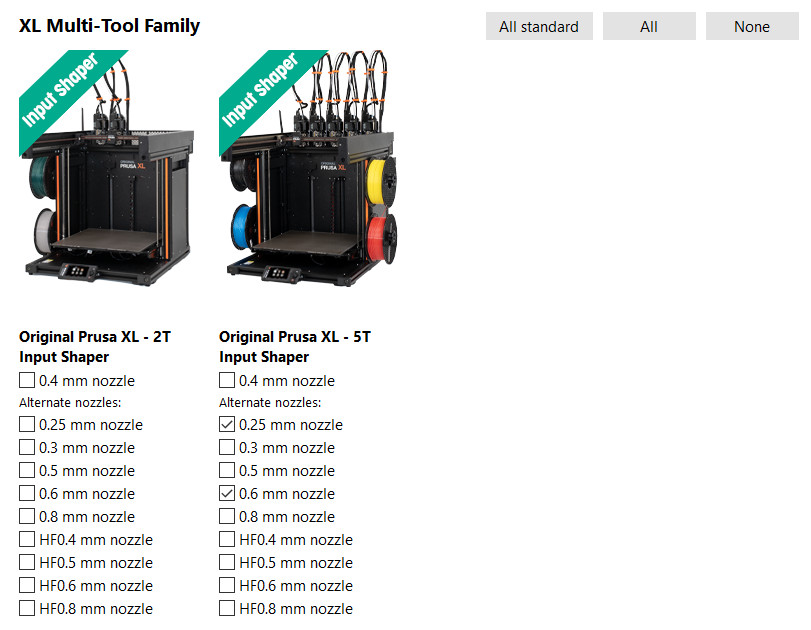
Aby przełączać się między dostępnymi profilami, przejdź do kreatora (Konfiguracja → Kreator konfiguracji → Prusa Research) i wybierz drukarki z dyszami, których chcesz użyć. Zobacz poniższy przykład, w którym wybrano używane dysze 0,25 mm i 0,6 mm.
Zmień ustawienia druku
Scalanie wypełnienia
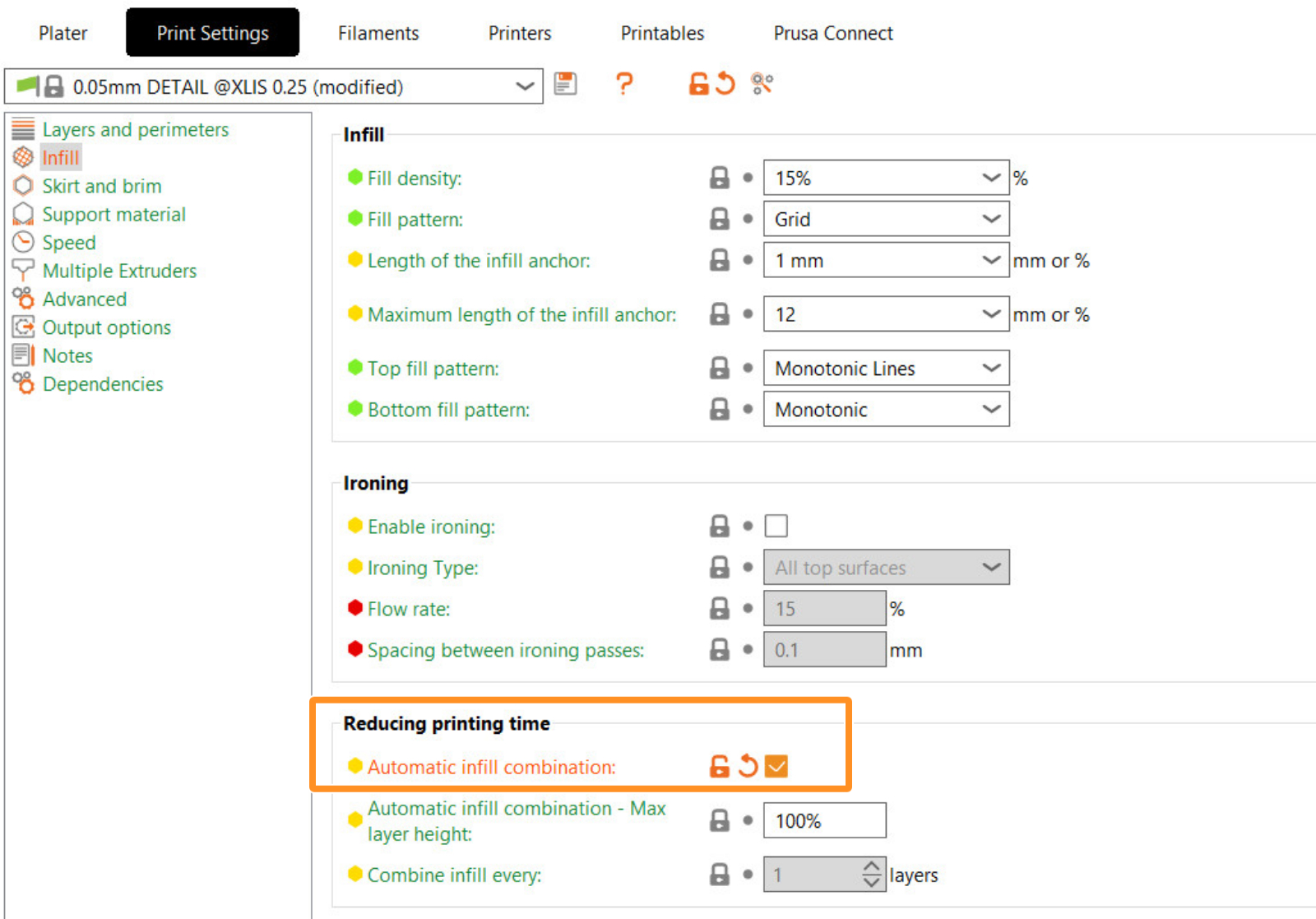
W niektórych przypadkach podczas drukowania z użyciem dysz o różnych średnicach przydatne może być drukowanie wypełnienia co n-tą warstwę, zazwyczaj gdy wypełnienie jest drukowane za pomocą większej dyszy. Dla tego scenariusza możesz skonfigurować je ręcznie parametrem (infill_every_layers) lub przełączyć automatyczne scalanie wypełnienia w sekcji Ustawienia druku → Wypełnienie → Scalaj wypełnienie co n warstw.
Włącz podpory
Włącz podpory w sekcji Ustawienia druku → Materiał podporowy → Generuj materiał podporowy. W podmenu Styl wybierz Organiczne.
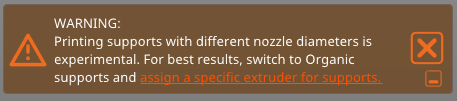
Drukując z użyciem różnych dysz, kluczowe znaczenie ma kompatybilność podpór z wieżą czyszczącą i możliwość wyboru ekstrudera dla materiału podporowego. Dlatego zdecydowanie zalecamy stosowanie podpór organicznych. Podpory organiczne synchronizują warstwy z obiektem, co znacznie upraszcza pracę. Pozwala to wybrać ekstruder dla podpór i jednocześnie włączyć wieżę czyszczącą.
Przypisz ekstrudery
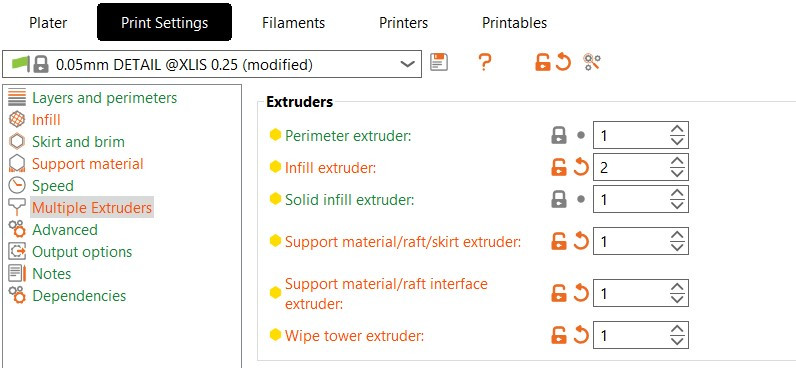
Aby przypisać ekstrudery do określonych elementów drukowanego modelu w całym projekcie, przejdź do menu Ustawienia druku → Kilka ekstruderów → Ekstrudery, a następnie przypisz numer ekstrudera zgodny z Twoją konfiguracją. W naszym przykładzie używamy:
- Ekstruder dla obrysów to ekstruder 1, aby uzyskać szczegółową powierzchnię modelu.
- Ekstruder dla wypełnienia jest ustawiony na 2, ponieważ chcemy drukować wypełnienie szybko.
- Ekstruder dla podpór/raftu/skirtu jest ustawiony na 1.
- Ekstruder dla warstw łączących podpory/raft z modelem jest ustawiony na 1.
- Ekstruder dla wieży czyszczącej jest ustawiony na 1.
Taka konfiguracja gwarantuje drukowanie podpór za pomocą jednego ekstrudera. Specjalnie dla podpór wybierana jest pojedyncza szerokość ekstruzji dla całości, a jest ona oparta na minimalnej średnicy dyszy. Jeśli pozostawisz zerową szerokość ekstruzji, wszystkie ekstrudery mogłyby drukować podpory, a w przypadku większych dysz mogłoby wystąpić niedostateczne wytłaczanie.
Szerokość ekstruzji
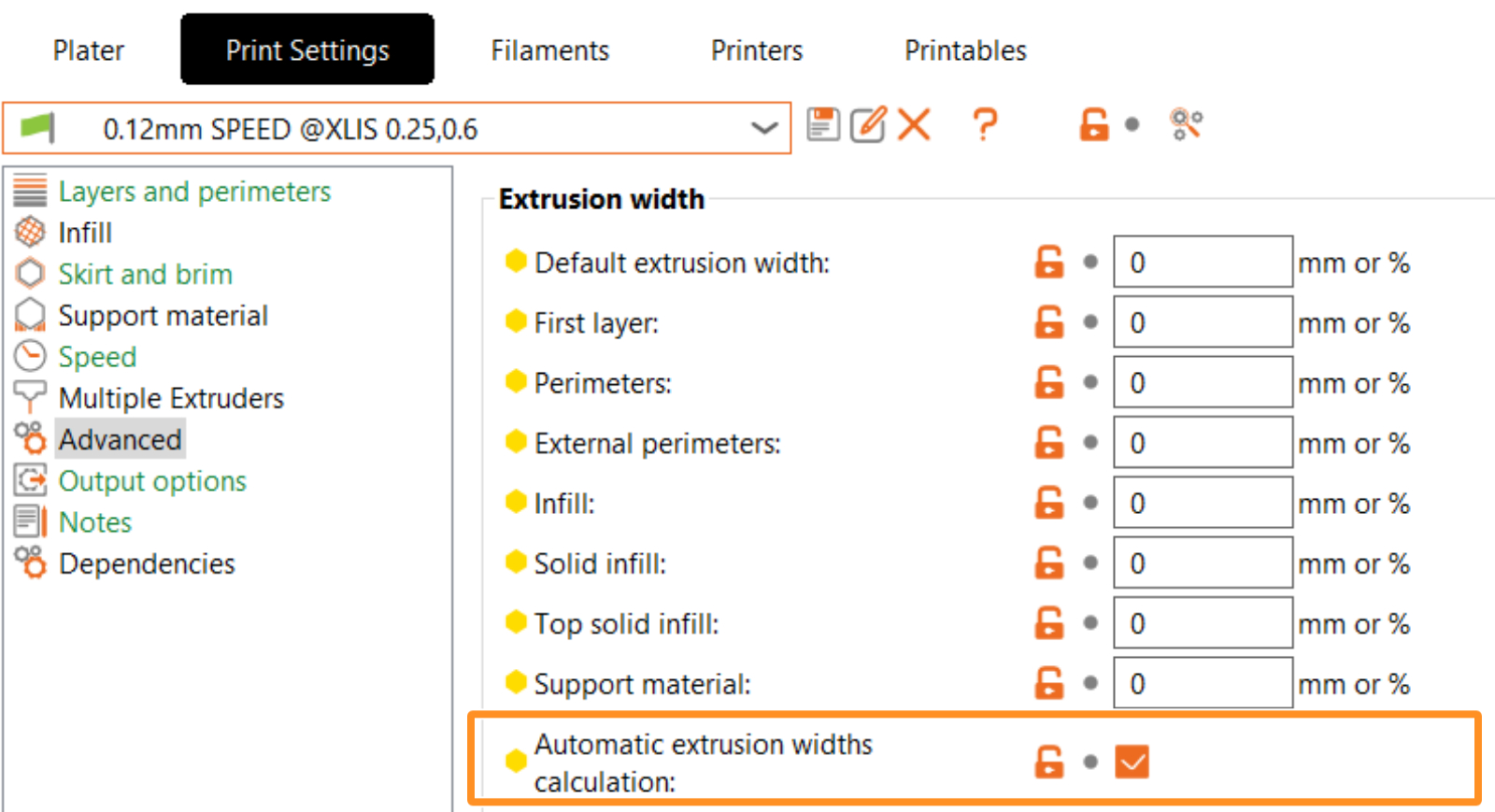
Aby uzyskać prawidłową szerokość ekstruzji drukując dyszami o różnych średnicach dla określonych elementów modelu, zapewniamy automatyczne obliczanie szerokości ekstruzji (Ustawienia druku → Zaawansowane → Automatyczna kalkulacja szerokości ekstruzji). Po włączeniu tej opcji pojawi się okno z ostrzeżeniem, że szerokości ekstruzji zostaną automatycznie ustawione na zero, a system obliczy je na podstawie aktualnie używanych średnic dysz.
Zarządzanie kompatybilnością drukarek
Ten krok jest opcjonalny i umożliwia edycję warunków kompatybilności profilu w celu bardziej elastycznej obsługi - dzięki temu wszystkie warianty XL będą miały dostęp do tego profilu. Aby to zrobić, przejdź do sekcji Ustawienia druku → Zależności → Warunki kompatybilności z drukarką. W naszym przykładzie zmieniliśmy ustawienia z "printer_notes=~/.*XLIS.*/ and nozzle_diameter[0]==0.25" na "printer_notes=~/.*XLIS.*/"
Pamiętaj, że profile dla różnych średnic dysz mogą mieć różne parametry. Jeśli chcesz użyć tego profilu do innego celu, sprawdź, czy nie ma różnic w parametrach między profilem niestandardowym a domyślnym. Na przykład parametry takie jak prędkość i przyspieszenie mogą mieć krytyczne znaczenie, ale również inne ustawienia mogą się różnić.
Po tym zapisz profil druku. Zostanie zapisany jako profil użytkownika.
Uwaga dot. wieży czyszczącej
Bazując na podstawowych testach, wieża czyszcząca radzi sobie z drukowaniem przy użyciu dysz o różnych średnicach, ale nie możemy zagwarantować udanego wydruku przy wszystkich możliwych kombinacjach ustawień. Dlatego ostrzeżenie pozostaje aktywne.
Zmiana ustawień drukarki
Aby skonfigurować niestandardową konfigurację sprzętową, przejdź do zakładki Drukarki → Ekstruder #. W odpowiednich ekstruderach należy ustawić średnicę dyszy. Zalecamy również zmianę limitów minimalnej i maksymalnej wysokości warstwy dla tych samych ekstruderów. Ograniczy to zakres kompatybilnych profili druku. Pozostawiliśmy dyszę 0,25 mm w ekstruderze 1 i zmieniliśmy ją na 0,6 mm w ekstruderze 2.
 |  |
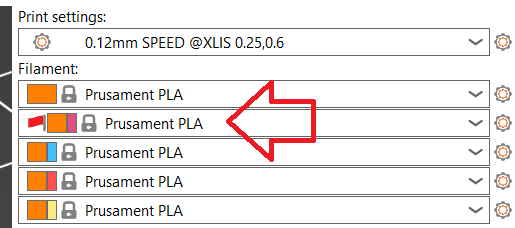
Niekompatybilne profile filamentów
Po wprowadzeniu zmian w profilach drukarki, zwłaszcza jeśli zmiana dotyczy dyszy, niekompatybilne profile filamentu będą wyświetlane z czerwoną flagą. Ważne jest, aby wybrać profile bez czerwonych flag, aby zapewnić prawidłowe działanie.