Pressure Advance aims to improve the quality of printed parts by compensating for the pressure changes in the nozzle during printing.
It replaces Linear Advance on MK4/S, MK3.9/S, XL, and MINI/+, from firmware version 5.0.0 and above.
The Pressure Advance value is set based on the latest command, either M900 (converted 1:1 to Pressure Advance value) or M572.
M572 GCode
The Buddy-firmware-specific GCode M572 is used to set parameters for Pressure Advance.
- D
: Set the extruder number. - S<value>: Set the pressure advance value. If zero the pressure advance is disabled.
- W
PrusaSlicer default start GCode
The default start GCode includes an M572 command that sets Pressure Advance parameters. The example screenshot below is taken from the start GCode of an MK4/S print.
In this example, the S parameter changes, depending on the nozzle diameter.
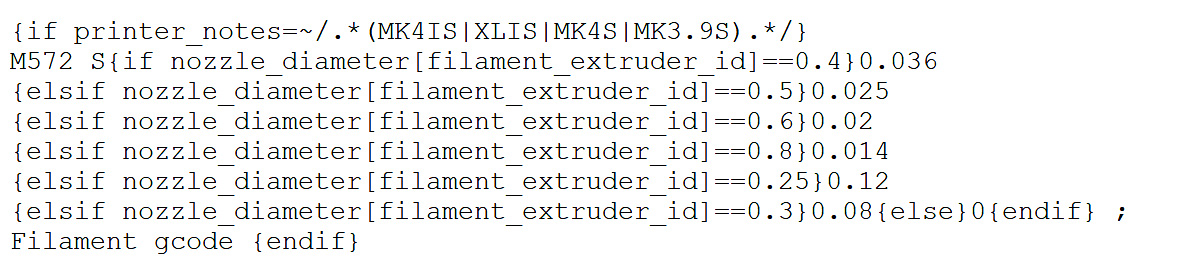
We recommend keeping the default S parameter, optimized for most applications on our printers.