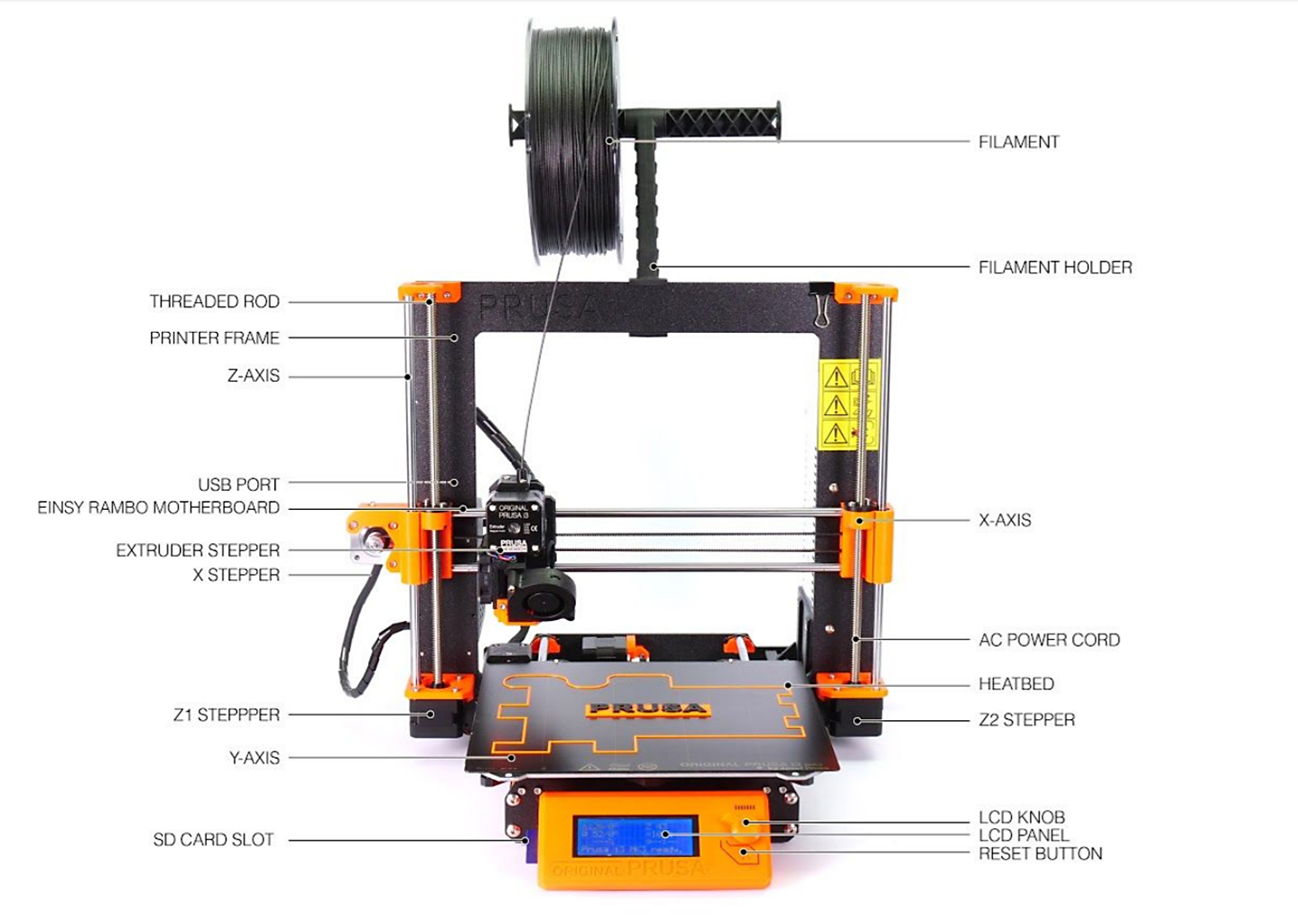
Es recomendable que dediques tiempo regularmente para darle mantenimiento a tu impresora. Debes hacerlo incluso si la impresora funciona perfectamente. La inspección y el mantenimiento de los distintos componentes debería hacerse aproximadamente cada 200 horas de impresión. Esta guía es válida para todas las impresoras Original Prusa i3, como la MK3S+, MK3s, MK3, MK2.5S, MK2.5, MK2S, y Plus 1.75 mm.
Herramientas necesarias:
A parte de las herramientas habituales, como las llaves Allen, los alicates de punta fina, el alcohol isopropílico y el papel. quizá necesites::
- Lubricante: la mejor opción es el lubricante Prusa. Enviamos uno con la impresora, pero también puedes encontrarlo en nuestra e-shop. Otros lubricantes recomendados son Super Lube 210XX, GLEIT-µ HF 400, y Mogul LV 2-EP. No recomendamos lubricantes con una viscosidad muy alta
- Aire comprimido: puedes encontrarlo en spray si no tienes compresor. Asegúrate de no utilizar el spray boca abajo porque podrías dañar algún componente de la electrónica.
- Cepillo: un cepillo de alambre pequeño es ideal para limpiar los rodamientos Bondtech. Si no tienes un cepillo de alambre, cualquier cepillo de cerdas duras te servirá. Otra opción: Puedes usar la aguja que viene con la impresora o un palillo de dientes.
Comprobación de los ejes
Qué debes comprobar en tu impresora:
- Varillas lisas: arañazos/hendiduras - agarra cada varilla don dos o tres dedos y muévelos lentamente de un lado a otro de la varilla. Si notas algún arañazo, compruébalo con la uña del dedo.
- Rodamientos: Limpia y lubrica los rodamientos tal y como se muestra en esta guía. Aunque limpies y lubriques las varillas lisas, puede ser que los movimientos de los ejes no sean del todo suaves. En este caso, por favor retira los rodamientos de la impresora y lubrícales desde dentro usando un poco de lubricante, como del tamaño de un garbanzo.
- Poleas de las correas: cualquier resto o suciedad alrededor de las poleas y las correas debe retirarse inmediatamente para asegurar que funcionen con suavidad. Además, comprueba que la polea está bien apretada sobre la parte plana del eje del motor.
- Tornillo de la polea de presión (Tornillo M3x40 con el muelle) no debe estar ni muy apretado ni muy flojo. Normalmente, la cabeza del tornillo en la parte izquierda debería estar aproximadamente a ras de las piezas impresas del extrusor. Puedes encontrar más detalles sobre la tensión ideal de la polea de presión en Tornillo de ajuste del rodillo de presión.
- Correas de los ejes X e Y: ambas correas deberían estar lo suficientemente tensas como para sonar como una cuerda de un bajo cuando las tocas. En la MK3/S/+, la tensión de las correas puede comprobarse en el Menú LCD - Soporte - Estado de las correas. Los valores recomendados están entre 290 y 260. Para más detalles sobre ajustar la tensión de las correas porfavor consulta este artículo.
Lámina de acero flexible
Podrás encontrar más información sobre como cuidar tu lámina de acero flexible en este artículo.
Ventiladores
La Original Prusa i3 MK3/S/+ puede detectar si cualquiera de los ventiladores deja de girar. De todos modos, esto no significa que no debas comprobarlos durante el mantenimiento. El polvo o los restos de plástico pueden reducir su eficiencia o incluso dañarlos.
Puedes un paño de algodón para limpiar el polvo y los restos de las aspas y el aire comprimido es ideal para quitar el polvo. Puedes usar unas pinzas para retirar cualquier hilo de plástico o pelos. Sujeta las aspas del ventilador para evitar que gire mientras lo limpias con aire comprimido. Si no, podrías dañarlo. Limpia todos los restos que tenga adheridos y comprueba que gira correctamente.
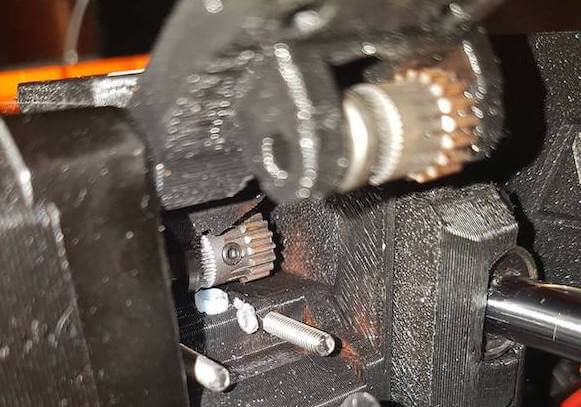
Engranaje de empuje del extrusor
las impresoras MK2.5/S y MK3/S/+ están equipadas con dos engranajes Bondtech, hechas de acero endurecido al carbono. Uno es el engranaje de empuje, fijado al eje del motor por un tornillo sin cabeza. El otro es la polea de empuje, que gira libremente y va montada en la puerta de la polea. Si has tenido un atasco, podrían estar llenas de restos de filamento que, a su vez, reducen la fuerza con la que agarran el filamento.
Una limpieza regular y buena lubricación:
- Reduciran el desgaste y el ruido.
- Aumentarán la fuerza de agarre del filamento.
- Reducirán la fricción entre los dos engranajes.
- Los protejera del óxido.
Si limpias los engranajes sin quitar el motor del extrusor, asegúrate de tapar el tubo PTFE para evitar que caigan restos dentro. Puedes usar un bastoncillo de algodón (cubrirá bien el tubo y no lo dañará). Después de limpiarlo, dale con aire comprimido para quitar cualquier resto, mientras aún tienes el tubo PTFE tapado.
Abre la puerta de la polea del extrusor aflojando el tornillo (s) en la parte izquierda de tu extrusor.
- Los extrusores de la MK3, y MK2.5 tienen dos tornillos.
- Los extrusores de la MK3S/+ y MK2.5S tienen un tornillo.
Los dos engranajes dentados podrían tener restos de filamento dentro de las hendiduras. Usando un cepillo de alambre, límpialas lo mejor que puedas. Ves dándole la vuelta y repite el proceso hasta limpiarlas completos. Puedes limpiarlas de una en una con la aguja que venía con la impresora.
Los engranajes podrían oxidarse. No te preocupes. Los engranajes en si mismos no se dañan por esto. Retira los restos y trozos de filamento y límpialos con un cepillo.
Asegúrate de que el engranaje de empuje Bondtech está alineado con el paso del filamento y bien apretado al lado plano del eje del motor. Comprueba también que el eje de la polea de empuje pasa por las dos "orejas" de la puerta Extruder-Idler-door y que gira libremente. Encontrarás una guía mas detallada en Comprobación/realineación del engranaje Bondtech (MK3.5/S, MK3S/+, MK2.5S).
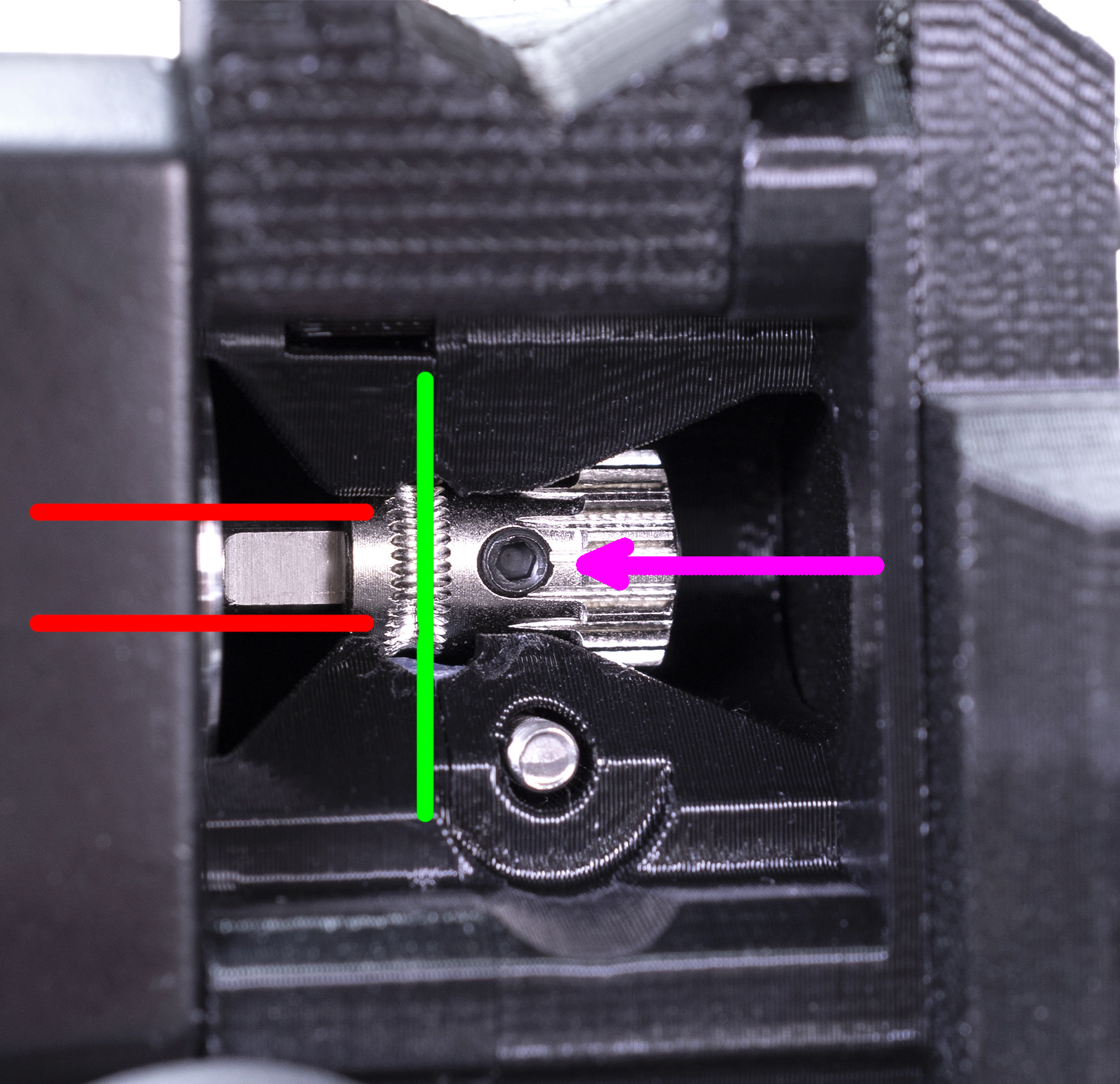
Aplica una pequeña cantidad de grasa únicamente a los dientes que sobresalen hacia afuera del engranaje. Asegúrate de que la grasa nunca llegue a tocar los dientes para el filamento. No uses lubricantes a base de aceite, ya que podrían gotear hasta otras piezas, como el paso de entrada del filamento.

Electrónica
En la MK2/S y MK2.5/S - Comprueba y aprieta los conectores eléctricos en la placa miniRAMBo después de las primeras 50 horas de impresión y después cada 150-200 horas.
En la MK3/S/+ - Comprueba y aprieta los conectores eléctricos en la placa EinsyRAMBo cada 600 - 800 horas de impresión.
- Comprueba que no haya ningún cable enganchado ni desgatado en la impresora.
- Abre la carcasa de la electrónica y sóplala con aire comprimido entre los cables para quitar todo el polvo.
- Comprueba la conexión de todos los cables en laplaca mini RAMBo o la placa EINSY RAMBo. Presta especial atención a los cables de la Fuente de Alimentación (PSU) y los calentadores. Asegúrate de que estén insertados hasta el fondo y bien apretados.
- Los usuarios de la Original Prusa i3 MK2/S y MK2.5/S deben prestar especial atención a los conectores de entrada de corriente de la base calefactable. Asegúrate de que tanto el macho como la hembra no presenten daños.
- Los usuarios de la Original Prusa i3 MK3/S/+ deberían tirar suavemente los conectores de alimentación y de la base calefactable. Si se nota cualquier movimiento, vuelve a apretar los tornillos.
Cambiar la boquilla
Poner un número exacto a la duración de una boquilla es muy difícil, ya que dependerá de cuánto imprimas, qué tipos de filamento utilizas y cuántas veces cambias de tipo de filamento. No es lo primero que deberías hacer si tienes problemas de extrusión, pero si has usado la impresora por más de 3-6 meses y tienes problemas de calidad en la impresión incluso al hacer todos los pasos que hemos mencionado antes, quizá deberías pensar en cambiar la boquilla.
Firmware y software
Deberías usar siempre la ultima versión de firmware estable que hayamos publicado para tu modelo de impresora. Puedes comprobar la versión de firmware que tienes instalada en Menú LCD - Soporte.
- Consulta este artículo para instalar el firmware en tu MK3/S/+.
- Consulta este artículo para instalar el firmware en tu MK2/S o MK2.5/S
También te recomendamos utiizar la última versión de nuestro PrusaSlicer, ya que te permitirá disfrutar de todas las funciones de tu impresora. Incluso guarda información sobre el modelo de impresora, diámetro de la boquilla y la versión del firmware para que la propia impresora te avise si hace falta una actualización o es incompatible.