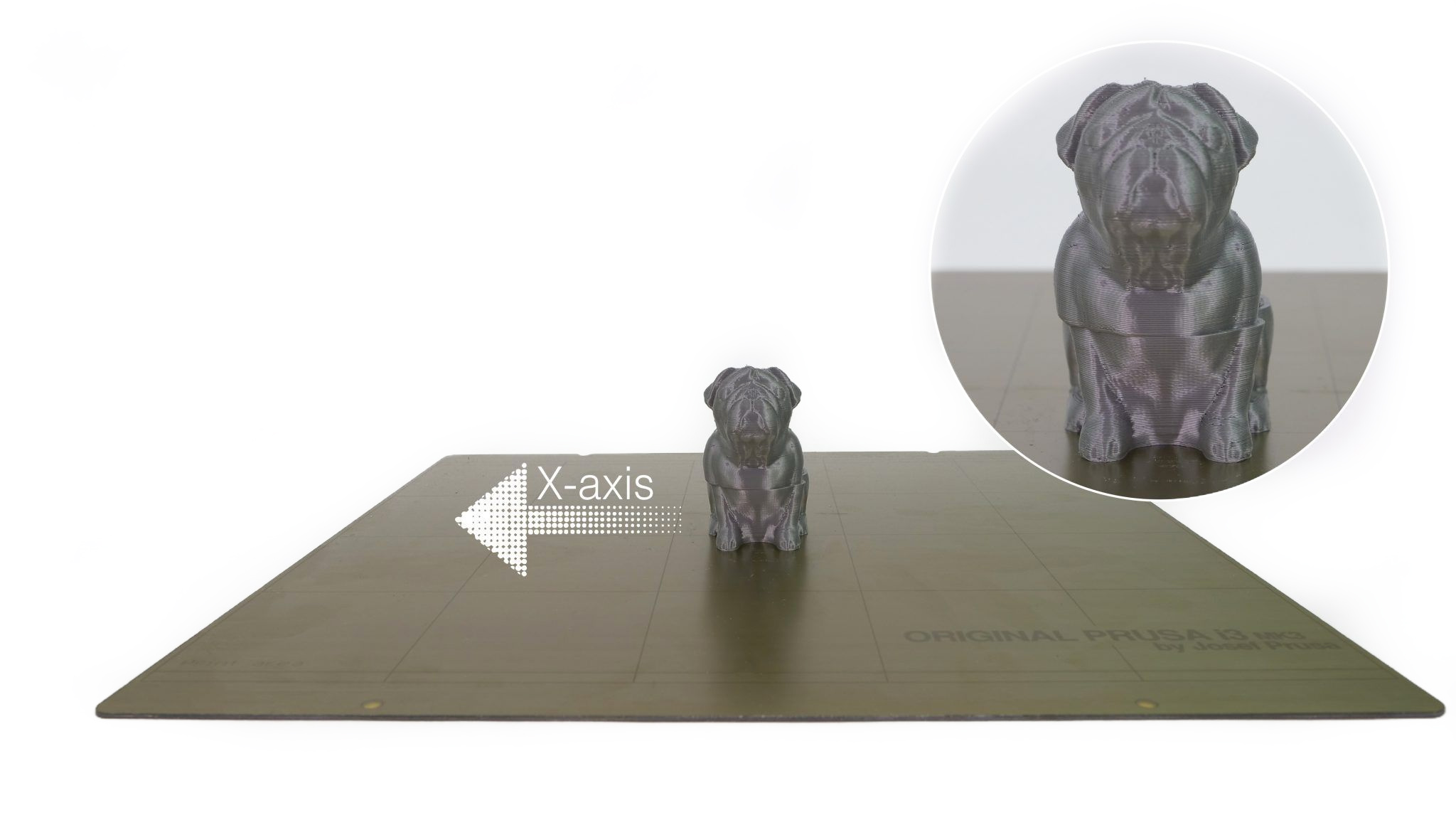
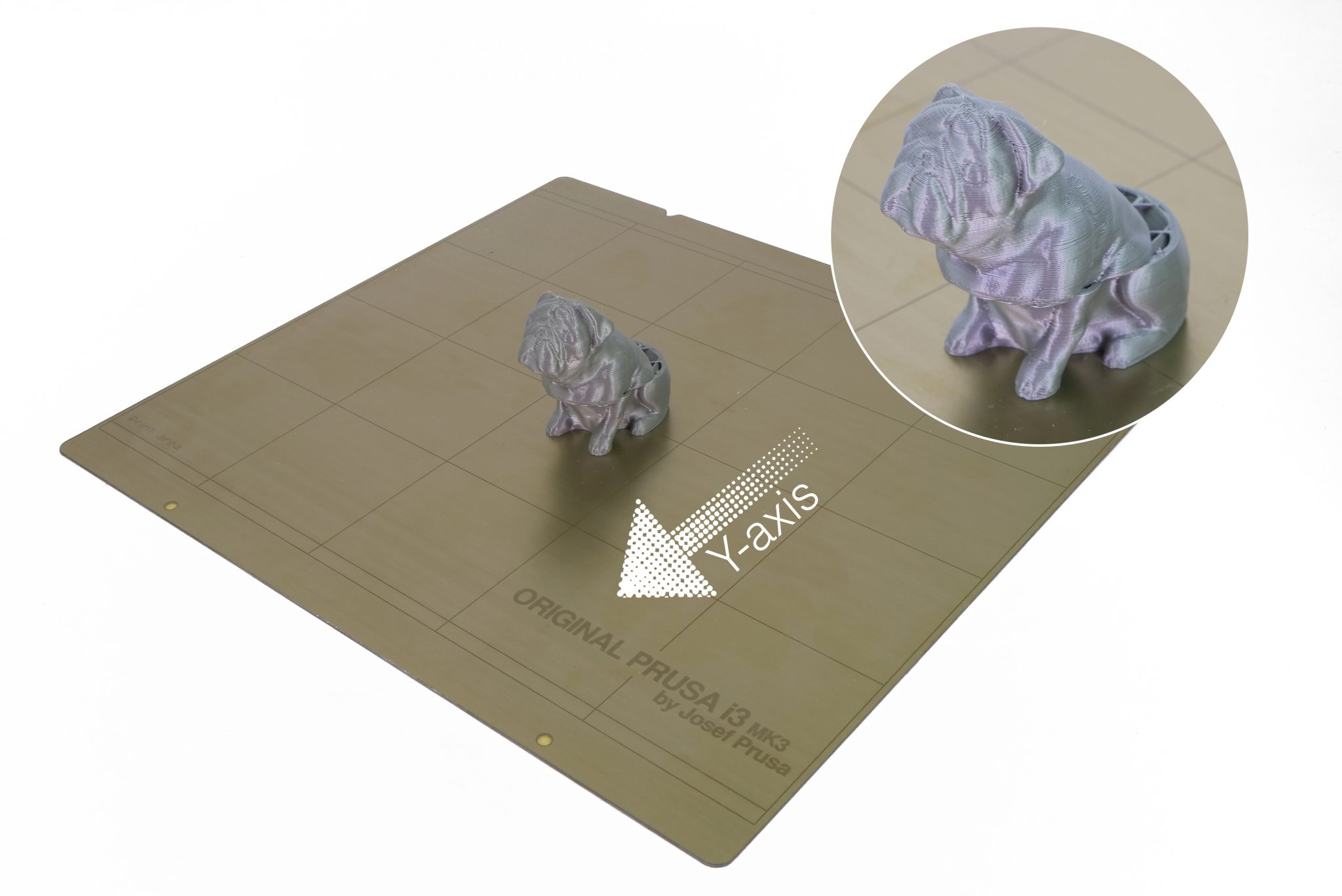
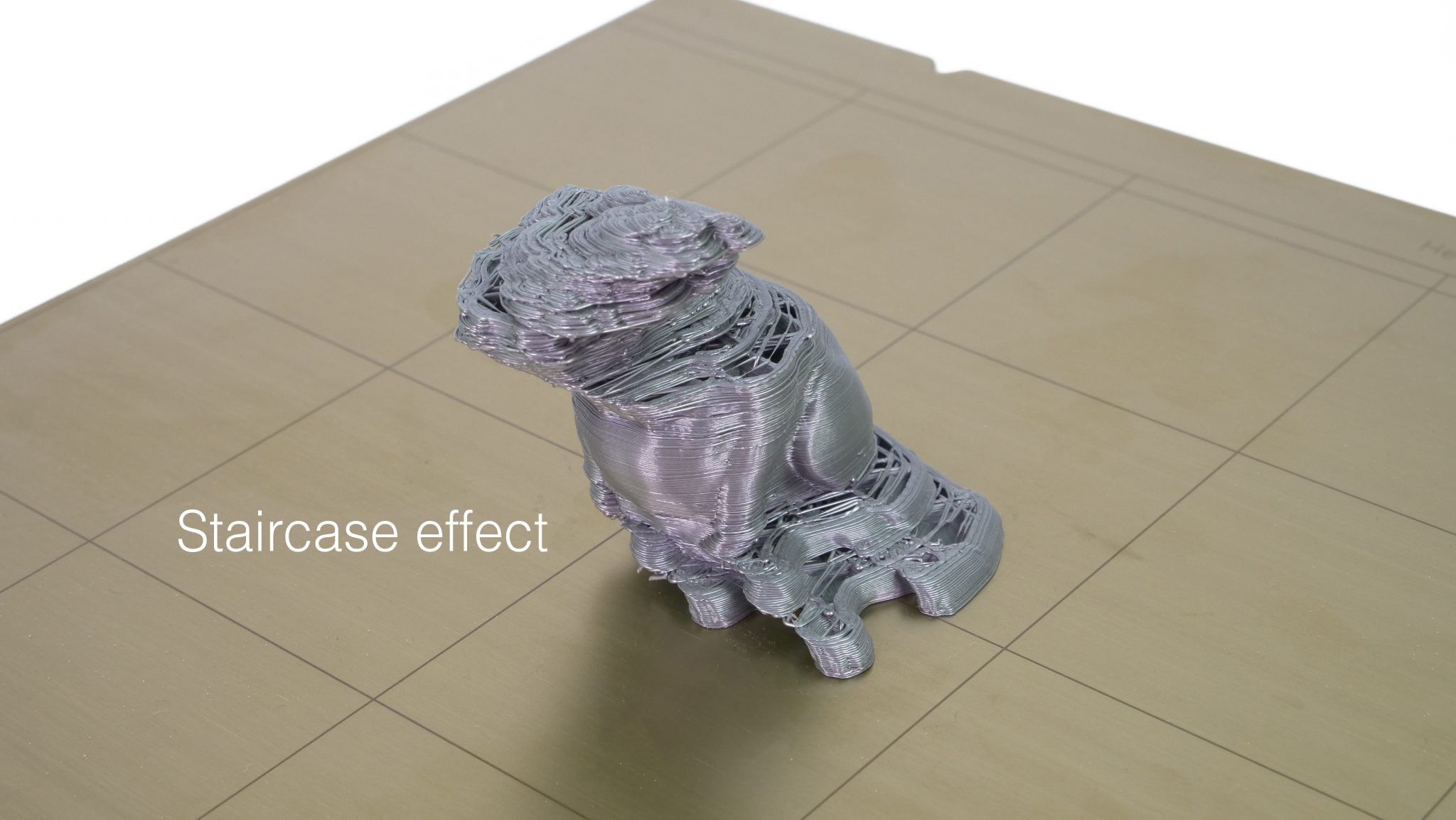
Posun vrstev je tiskový problém, který způsobuje, že vrstvy tisknutého objektu jsou vychýlené ze své zamýšlené pozice. Obvykle je to spojeno s abnormálním pohybem osy X a/nebo osy Y, což vede k nesprávnému zarovnání hlavy extruderu během tisku.
Aby bylo možné problém správně vyřešit, je důležité si uvědomit, ve které ose se vrstvy posunuly. Podívejte se na tři níže uvedené fotografie, které ukazují tři různé druhy posunů vrstev. Samotné řešení problému je pro obě osy stejné.
Posuny vrstev jsou nejčastěji způsobeny nesprávným napnutím řemenů nebo špatným zajištěním řemeniček.
 |  |
Prusa CORE One
Zkontrolujte režim tiskárny
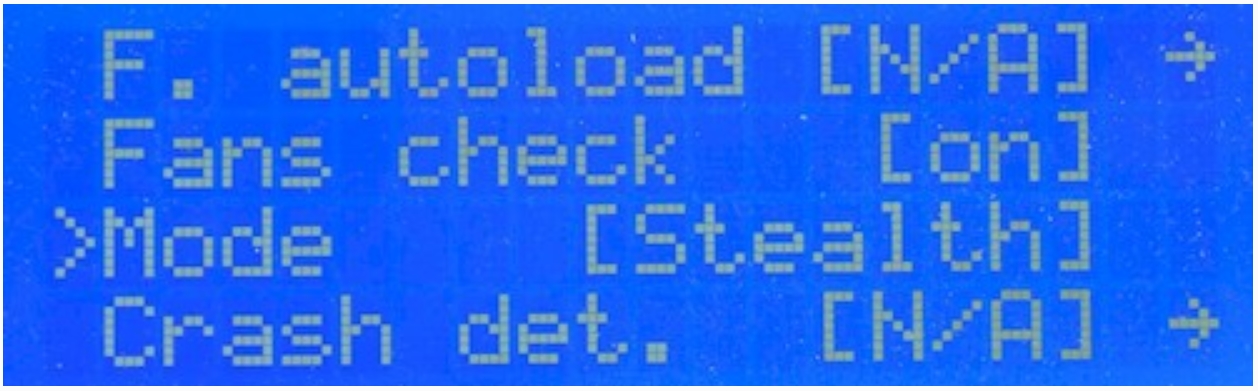
Provozujte tiskárnu v Normálním režimu spíš než v Tichém. Režim tiskárny můžete upravovat v Menu -> Nastavení.
Tichý režim je ideální pro malé a jednoduché objekty. Pro větší nebo složitější modely se doporučuje normální režim.

Zkontrolujte pohyb os X a Y, resp. napnutí řemenů
Otestujte pohyby jak z nabídky tiskárny (LCD Menu -> Ovládání -> Pohyb osy), tak ručne s vychladlou a vypnutou tiskárnou. Při ručním testování pohybů otestujte pohyby po osách X a Y a také po obou úhlopříčkách.
Zatímco nekonzistence v pohybu osy X nebo Y je s největší pravděpodobností spojena s napnutím řemene, nekonzistentní diagonální pohyb souvisí s motorem, který tuto diagonálu ovládá, nebo s řemenicí, která je k němu připevněna.
Pro kontrolu a nastavení napnutí řemene postupujte podle pokynů ze specializovaného průvodce nastavením řemenů. Při nastavování napnutí řemene nepovolujte vyrovnání CoreXY.
Zkontrolujte motory a řemeničky os X/Y
Pokud se jedna z řemenic motoru časem uvolní, dojde k jejímu vychýlení a projeví se to na nekonzistentním pohybu. Řemenice jsou na každém ze dvou XY motorů umístěny různě. Každá řemenice motoru má dva stavěcí šrouby, přičemž jeden z nich musí být vyrovnán s plochou částí hřídele motoru.
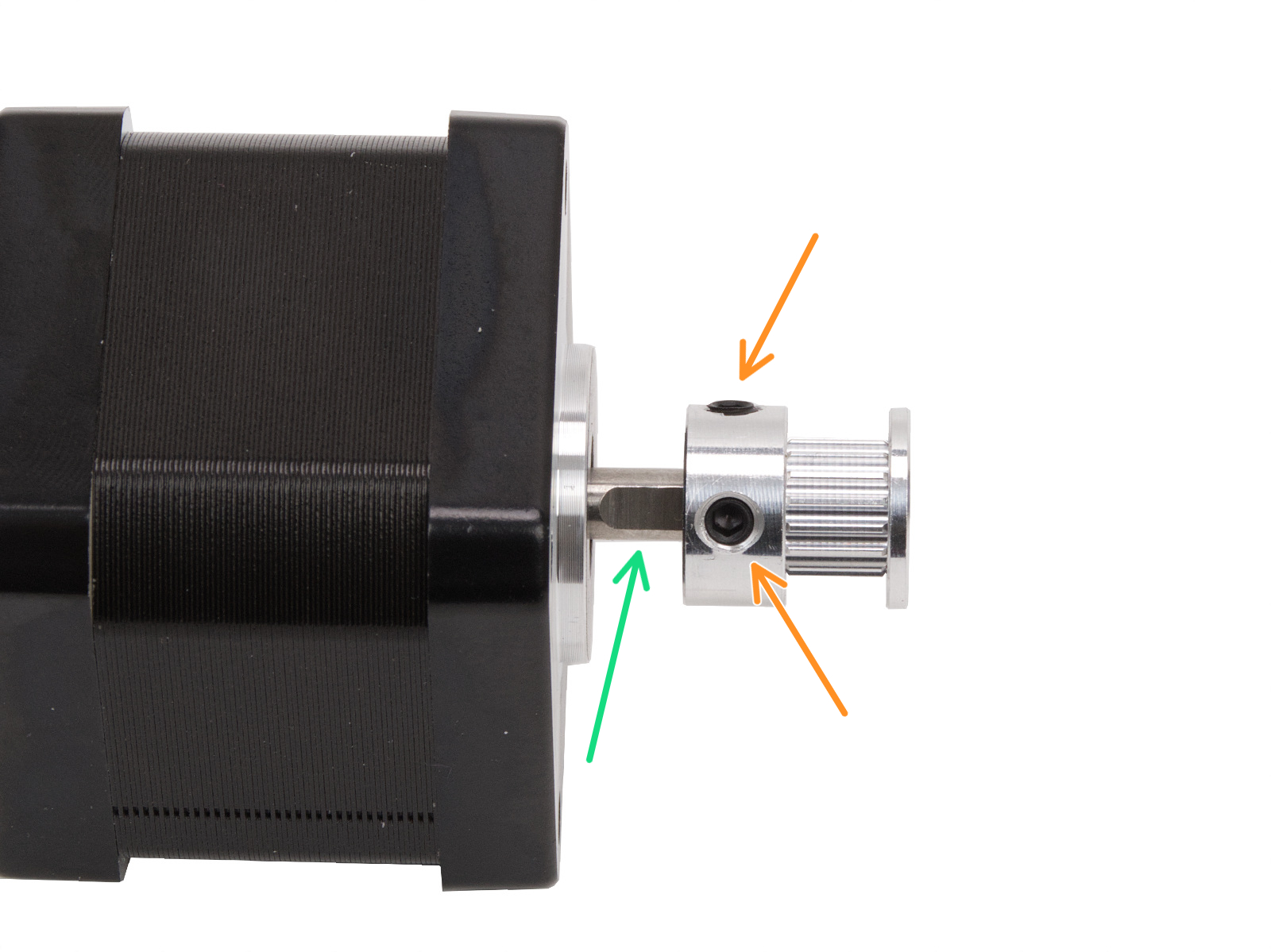
Při pohledu zepředu tiskárny:
- Vlevo
- Zuby pro řemen jsou nad stavěcími šrouby.
- Vpravo
- Zuby pro řemen jsou pod stavěcími šrouby.
 |  |
Original Prusa MK-série
Zkontrolujte režim tiskárny
Provozujte tiskárnu v Normálním režimu spíše než Tichém. Režim napájení můžete změnit v LCD Menu -> Nastavení.
Tichý režim je ideální pro malé a jednoduché objekty. Pro větší nebo složitější modely se doporučuje normální režim. Mějte také na paměti, že v tichém režimu není k dispozici funkce Detekce kolize.
 | |
| Original Prusa MK3/S/+ | Original Prusa MK4/S, MK3.9/S, MK3.5/S |
Zajistětě, aby se extruder a vyhřívaná podložka mohly volně pohybovat
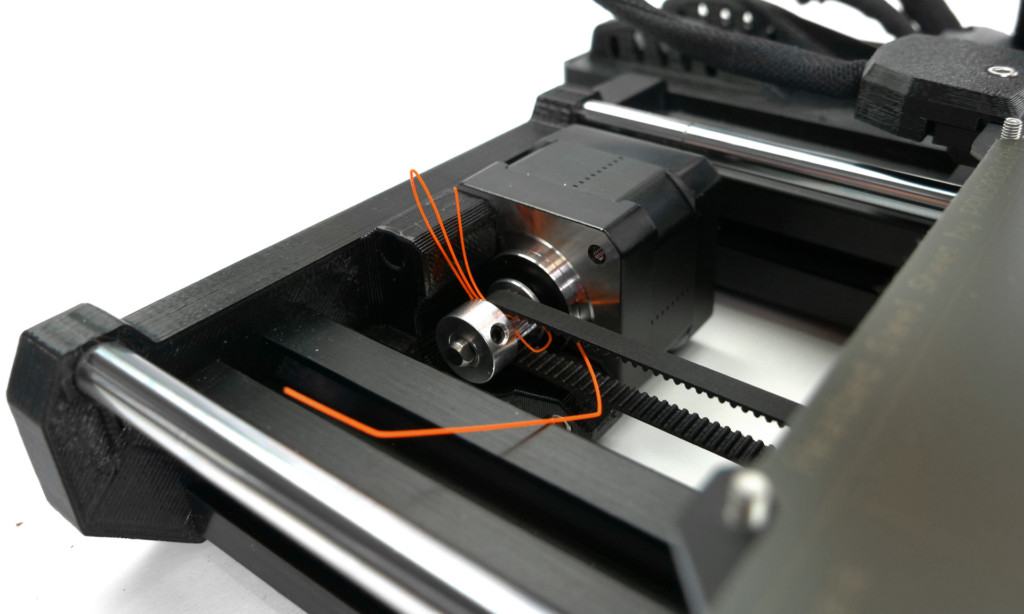
Zajistěte, aby v dráze extruderu nebo vyhřívané podložky a jejich ložisek nebyly žádné překážky. Například kousek filamentu z předchozích tisků by mohl být zaseknutý kolem řemene (obvykle kolem řemeničky osy Y).
 Snímek pořízený na MK3/S/+
Snímek pořízený na MK3/S/+
Dalším případem překážky je situace, kdy stahovací pásky nebo jiná část kabelového svazku extruderu nejsou uspořádány podle 5. Sestavení osy E (extruder). Pokud kabely narazí na rám dříve, než to udělá sestava extruderu (pokud je to MK3), nebo dříve, než koncový spínač X (pokud je to MK2/S nebo MK2.5), tiskárna detekuje nepřesnou koncovou polohu. Podívejte se na fotografii níže a ujistěte se, že jsou kabely správně uspořádány.
 Obrázek pořízen na MK3, stejně tomu tak je i na dalších tiskárnách řady MK.
Obrázek pořízen na MK3, stejně tomu tak je i na dalších tiskárnách řady MK.
Zkontrolujte, zda hlazené tyče nemají hluboké škrábance a zda jsou ložiska řádně namazaná. Před aplikací maziva očistěte hladké tyče čistým papírovým ubrouskem.
Optimálním mazivem je náš Prusa Lubricant. Dobře poslouží také univerzální vazelína na bázi lithia.
Zkontrolujte motory os X/Y a řemeničky
Zajistěte, že motory obou os X a Y jsou v držáku motoru utaženy, že řemenička je upevněna na hřídeli motoru a zarovnána s řemenicí na opačném konci a že se řemenice může volně pohybovat. Oba stavěcí šrouby musí být utaženy s tím, že jeden z nich musí být utažen proti ploché části hřídele motoru. Uvolněná nebo nesprávně zarovnaná řemenička je obvykle hlavní příčinou schodišťovitých posunů vrstvy.
Obě řemeničky na obou osách musí být také správně zarovnané. To znamená, že motor podávacího kolečka (motor pulley) musí být dobře vystředěn a řemen se musí pohybovat po rovné přímce, a nepohybovat se zprava doleva, když se řemenička otáčí.
Zkontrolujte napnutí řemenů
Zkontrolujte napnutí řemenů.
Na tiskárnách řady MK můžete napnutí řemenů rychle zkontrolovat pomocí naší ladičky. Instrukce najdete ve videu níže.
Na MK3/S/+ je možné zkontrolovat hodnoty stavu řemenů přes LCD Menu -> Podpora -> Stav řemenů.
Ačkoliv přesná či ideální hodnota neexistuje, z našich zkušeností jde o hodnoty kolem 250 na ose X a 275 na ose Y, s optimálním rozsahem +-15 od těchto hodnot na kterékoli ose.
Hodnota nepředstavuje žádnou fyzikální veličinu; jde o vlastní číslo nepřímo úměrné zatížení motoru. Hodnoty jsou uvedeny s přihlédnutím k tomu, že celá sestava je v dobrém stavu, díly nejsou poškozené a jsou současně řádně promazané. Hodnoty nemusí být přesné, pokud se potýkáte s dalšími problémy.
- Pokud je vaše hodnota pod (nebo poblíž) 240, musíte řemeny povolit
- Pokud je vaše hodnota přes (nebo poblíž) 290, musíte řemen utáhnout
- Hodnoty se aktualizují pokaždé, když spustíte Selftest nebo Test řemenů přes LCD menu -> Kalibrace -> Test remenu.
Ostatní modely řady MK nemají možnost zobrazit stav napnutí řemene. Jako vodítko může sloužit to, že řemen by měl při zabrnkání znít zhruba jako basová struna. Mělo by být možné sevřít obě strany řemene k sobě palcem a ukazováčkem, ale měli byste cítit trochu odporu.
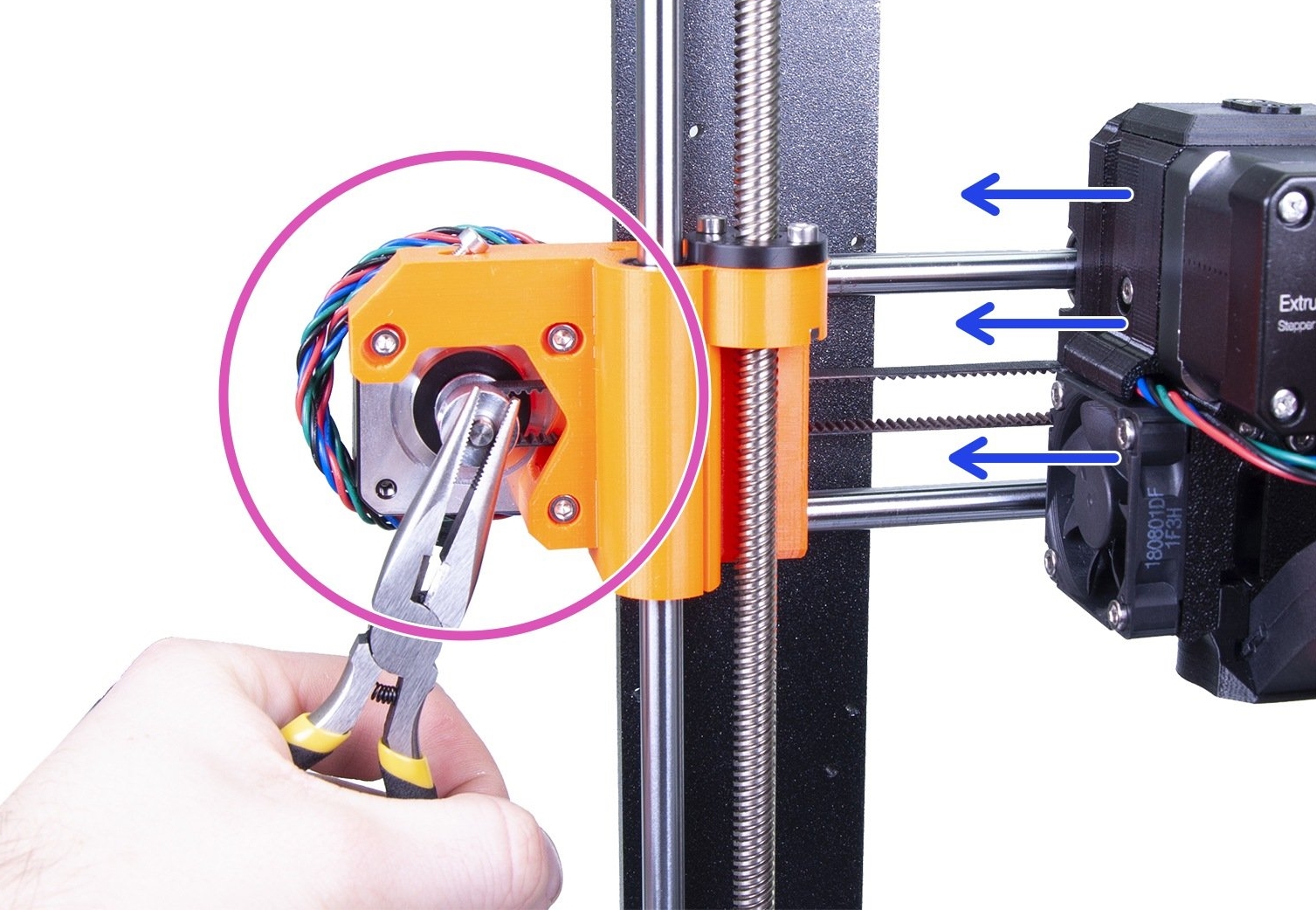
Použijte následující techniku k otestování, zda jsou řemeničky správně utažené a zda řemen není příliš volný. Podržte hřídel motoru osy X s pomocí kleští (uchopte ji za plochou stranu) a pokuste se pohnout extruderem. Stejnou proceduru lze využít při testování řemeničky a řemenu osy Y. Během postupu by nemělo dojít k posunu řemene ani osy, pokud ano, pak je řemen příliš volný.
Original Prusa MINI/+
Zkontrolujte nastavení rychlosti tiskárny.
Při tisku větších objektů doporučujeme snížit tiskovou rychlost. Během tisku jděte do LCD Menu -> Ladit -> Rychlost a snižte hodnotu.
Zkontrolujte řemeny os X/Y.
Zkontrolujte, zda jsou řemeny správně napnuté. Pro rychlou kontrolu vám poslouží naše ladička řemenů. Pokyny pro její použití naleznete ve videu níže.
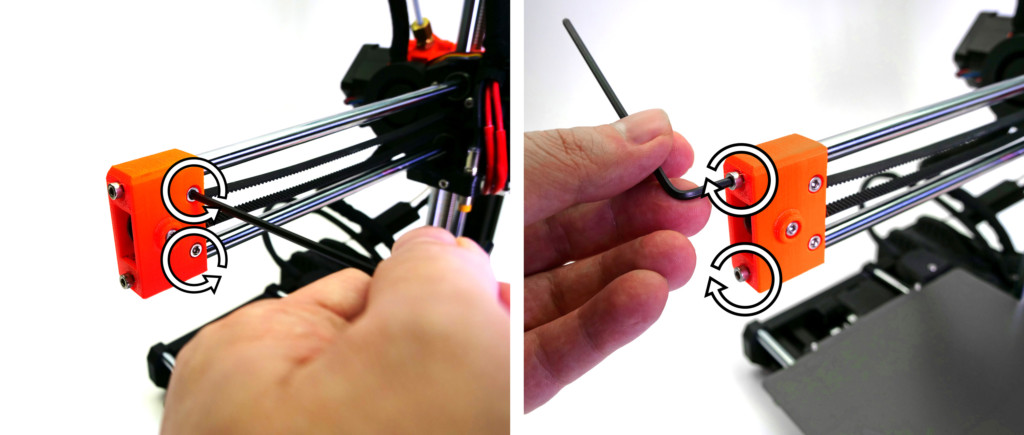
Řemeny by měly být dostatečně utažené, aby při brnknutí na ně zněly jako nízký basový tón. Pokud jsou řemeny uvolněné, nejdříve je utáhněte: povolte dva šrouby, jak je znázorněno níže. Poté utáhněte dva šrouby na samém konci osy X. Jdou přímo proti kovovým tyčím, takže čím více jsou utaženy, tím dále pohybujete plastovou částí. Jakmile budete hotovi, znovu utáhněte první dva šrouby, aby se díl zafixoval na místě.
Zkontrolujte řemeničky os X/Y.
Obě řemeničky na obou osách musí být také vyrovnány, což znamená, že řemenička motoru musí být dobře vystředěna a řemen by měl být dokonale rovný. Zkontrolujte, zda se řemen osy X nedotýká tištěných částí.
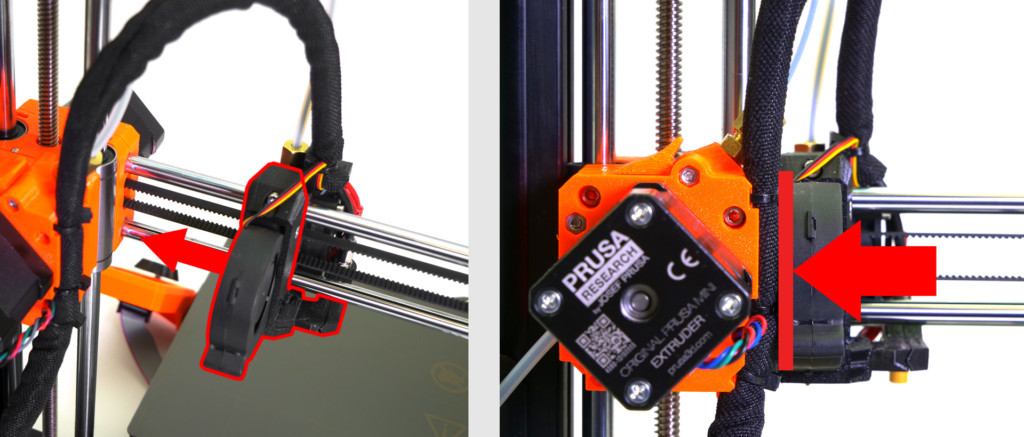
Ujistěte se, že pohybu vašich os nic nebrání – Například kousek filamentu z předchozích tisků by mohl být zaseknutý kolem řemene (obvykle kolem řemeničky osy Y).
Volná řemenička os X/Y
Pokud se stavěcí šroub na řemenici uvolnil nebo nebyl zajištěn na ploché straně hřídele motoru, může sklouznout a způsobit problémy s tím, že se osa nebude pohybovat dokonale v tandemu s otáčením motoru.
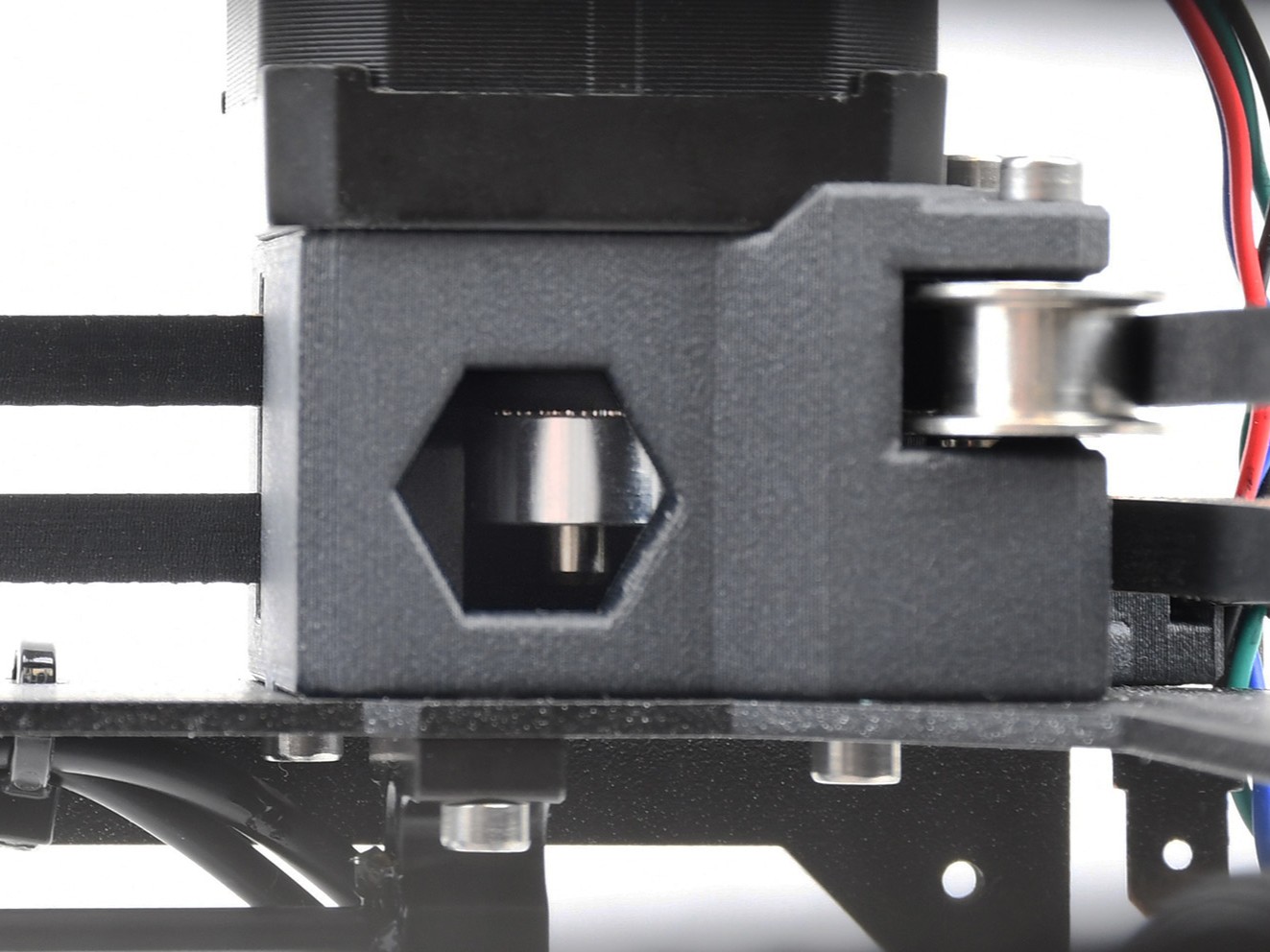
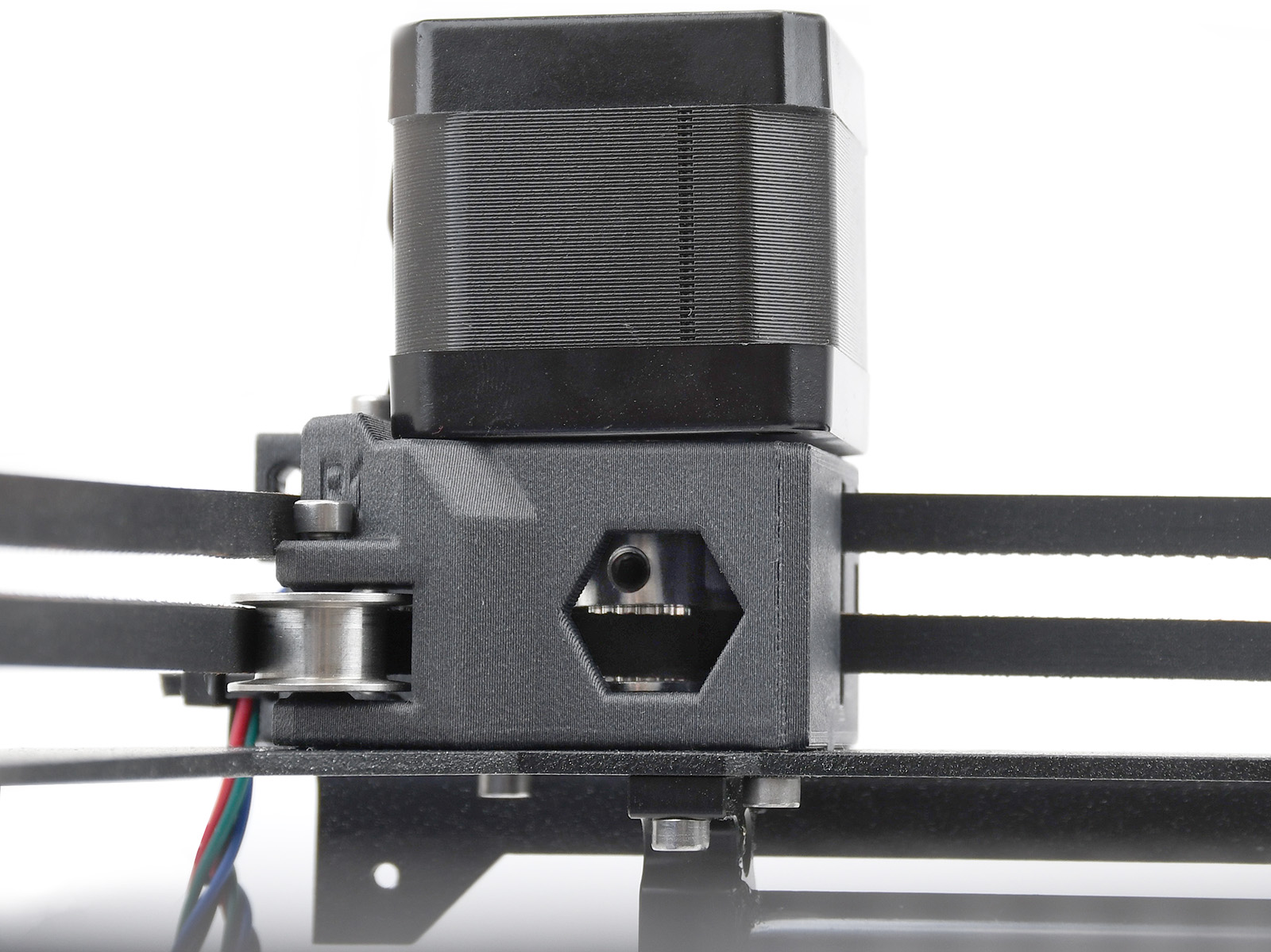
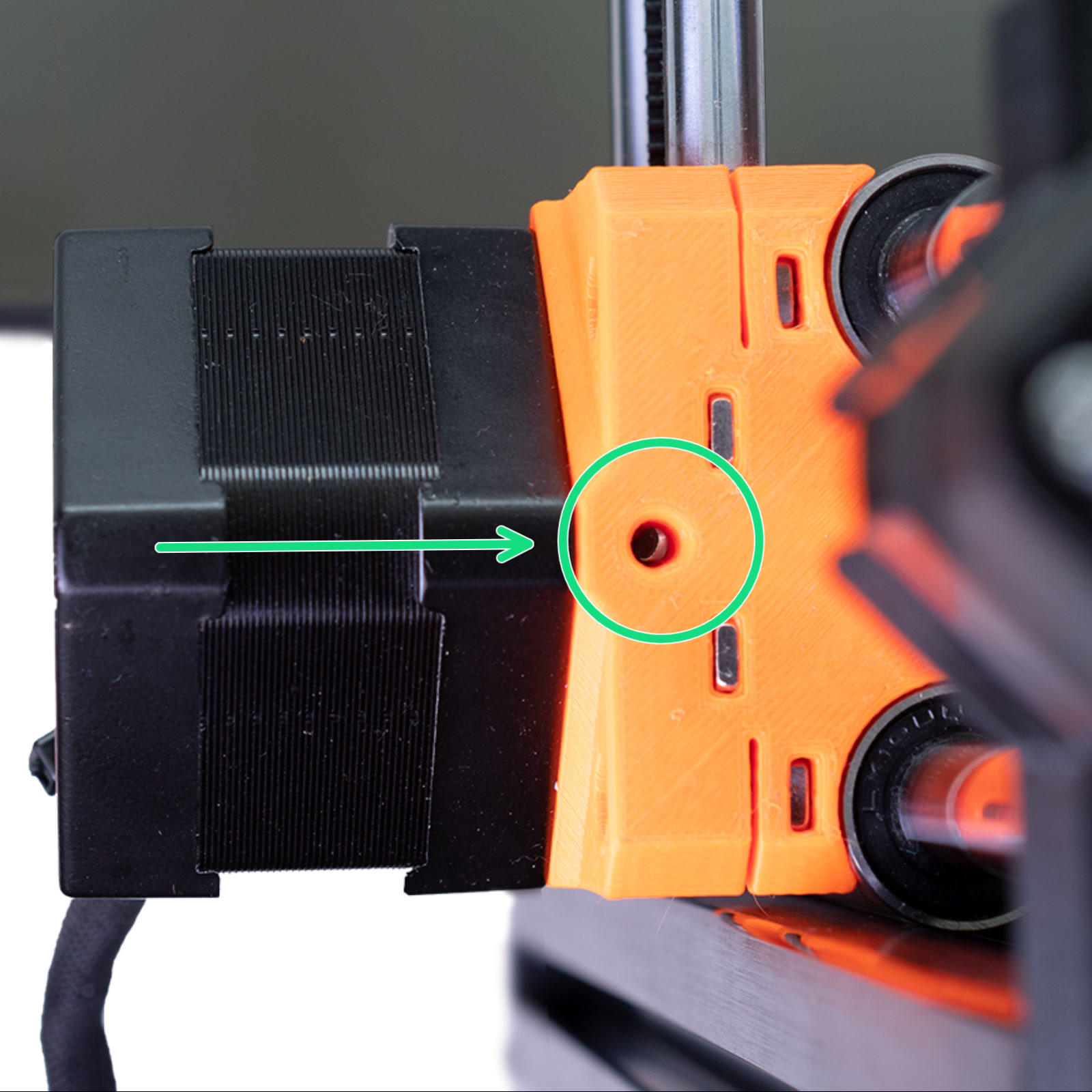
Stavěcí šroub pro osu Y je snadno přístupný. Nachází se pod vyhřívanou podložkou. Osa X je ale o něco složitější. Stavěcí šroub pro osu X je přístupný otvorem v horní části extruderu (obrázek níže). Neuvidíte, zda je stavěcí šroub zarovnaný s plochou stranou hřídele motoru a utažení bude jen dočasné řešení, ale je to skvělý způsob, jak ověřit, v čem je problém a co je potřeba demontovat.
Pokud v otvoru vidíte pouze lesklý kov, musíte motorem otočit, aby se odhalil stavěcí šroub (červík). I když je uvolněný, bude se lehce pohybovat s otáčením motoru a odhalí šroub. Toto učiníte přes Nastavení -> Posunout osu -> Posunout X v LCD nabídce a otočením hlavním ovládacím tlačítkem pro otočení motoru.
 |
| Použijte 2mm inbus k utažení stavěcího šroubku řemeniček. |
Volný pohyb os
Zajistěte, aby se tisková hlava (část pohybující se podél osy X) mohla volně pohybovat v celém rozsahu. Zejména kabelový svazek připojený k extruderu by neměl bránit tiskové hlavě v dosažení konce osy.
Dále zkontrolujte, zda hlazené tyče nemají hluboké škrábance a ložiska jsou správně namazaná. Před aplikací lubrikantu vyčistěte hlazené tyče papírovou utěrkou.
Optimálním mazivem je náš Prusa Lubricant. Dobře poslouží také univerzální vazelína na bázi lithia.
Original Prusa XL
Napnutí řemene
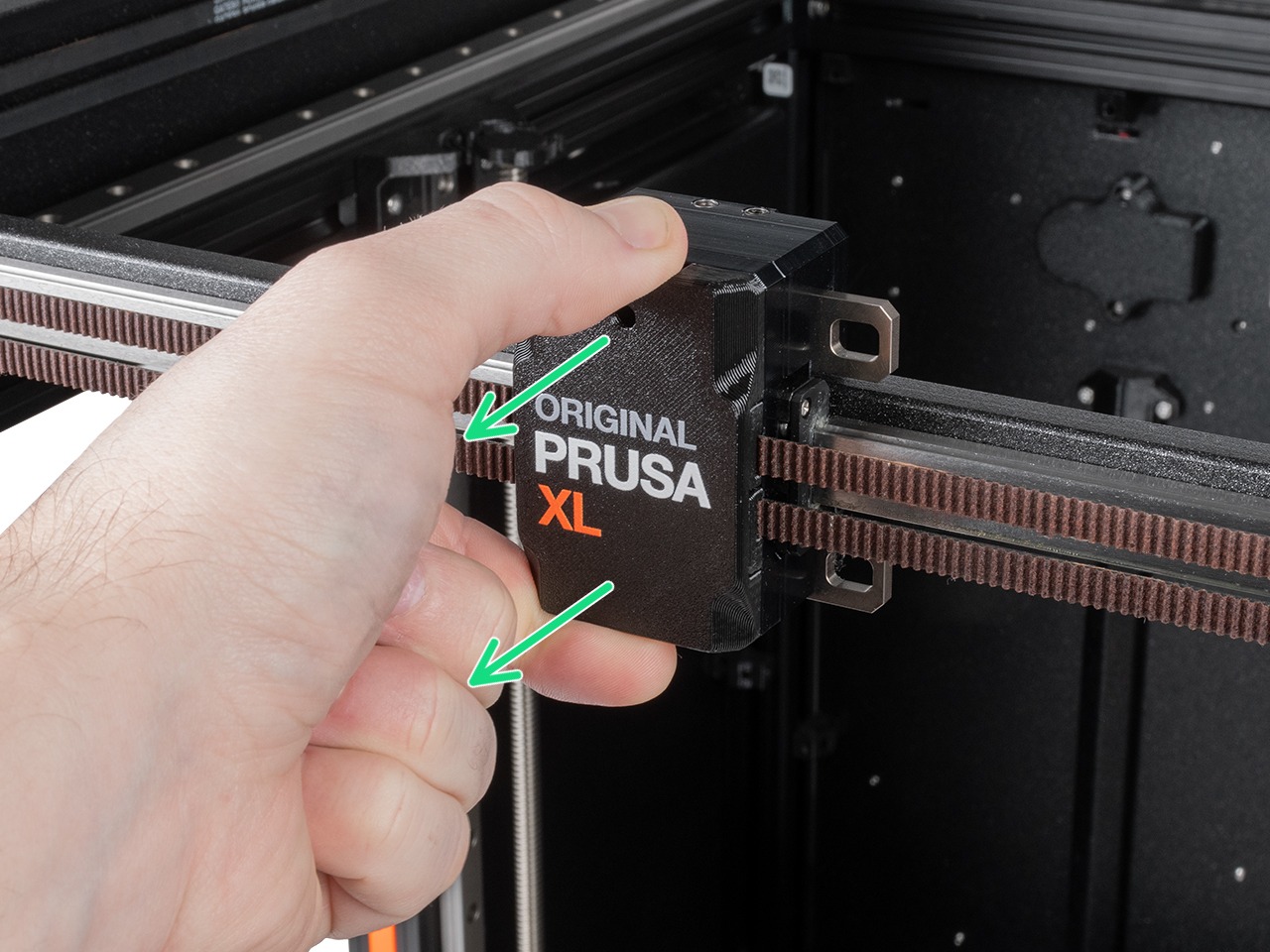
Pomocí pokynů v tomto článku zkontrolujte napnutí řemenů.
Zkontrolujte, zda jsou spony řemenů v dobrém viditelném stavu. Abyste k nim získali přístup, odstraňte přední kryt a zkontrolujte spony, zda nejsou vizuálně poškozené.
 |  |
| XL s jednou nástrojovou hlavou | XL s více nástrojovými hlavami |
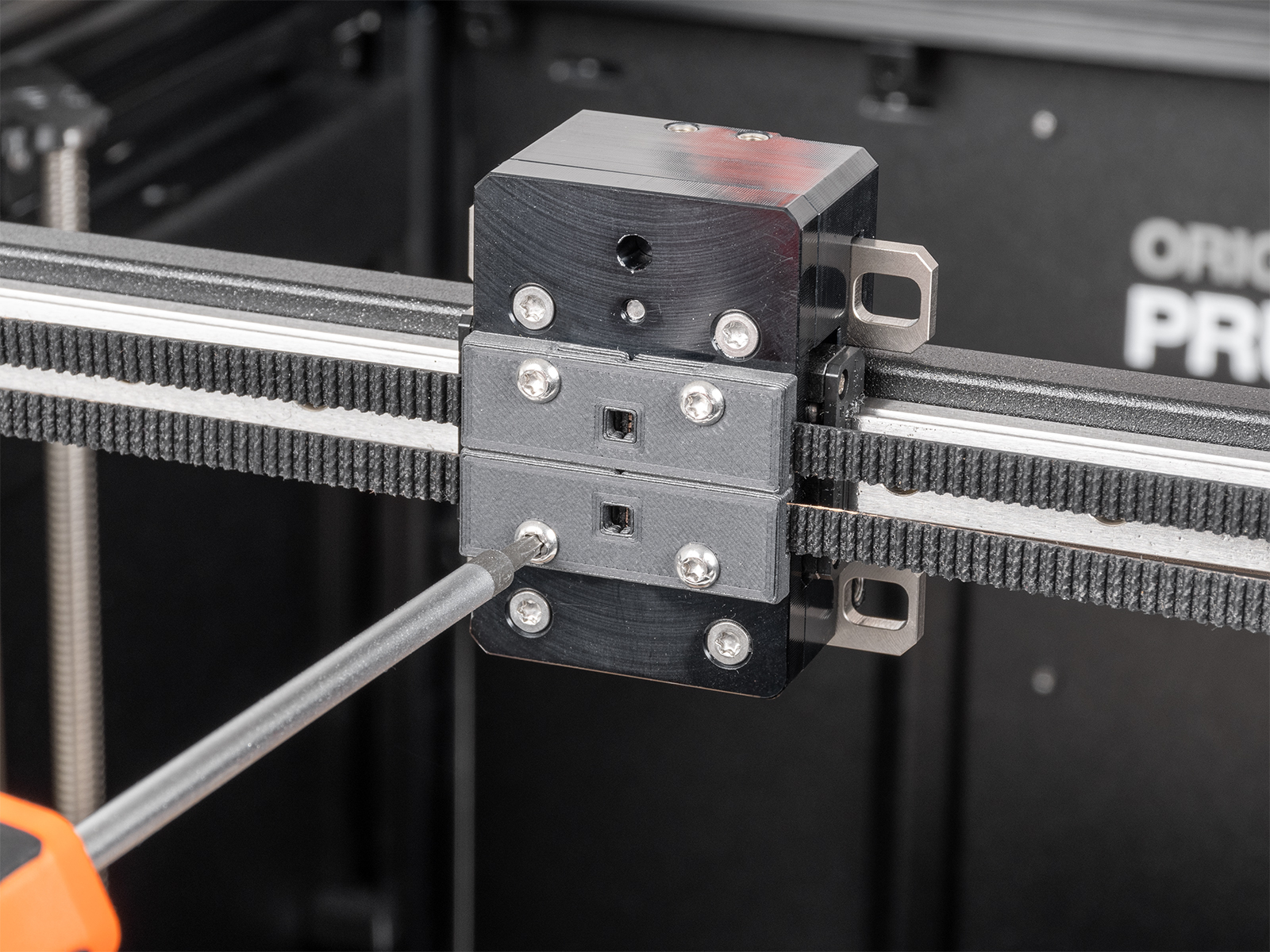
Řemeničky motorů XY
Ačkoliv jde o vzácný problém, jedna z řemeniček se může časem uvolnit, což vede k vyosení celé sestavy a nekonzistentnímu pohybu. Řemeničky jsou na každém ze dvou motorů XY umístěny odlišně.
- Žádný strach, alespoň jste zkontrolovali některé z nejdůležitějších částí tiskárny a nyní si můžete být jisti, že jsou v pořádku. Pokuste se vytisknout jeden z g-codů, které byly na SD kartě, když jste ji poprvé použili. Pokud jste je smazali, zkuste tento pokud máte MK3, nebo tento pokud máte MK2.5 nebo MK2/S.
- Povšimněte si orientace řemeničky. Zuby pro řemen jsou pod stavěcími šrouby.
- Řemenice je o 2,5 mm výše než začátek ploché části hřídele motoru. Pro referenci použijte 2,5mm inbusový klíč.
- Alternativně můžete změřit vzdálenost mezi začátkem hřídele motoru a kladkou, činí 3,6 mm.
- Vpravo
- Povšimněte si orientaci řemeničky. Zuby pro řemen jsou nad stavěcími šrouby.
- Řemenice je zarovnaná s horním okrajem hřídele motoru.
 |  |
Geometrie a nastavení tisku
Objekty s převisy se obecně tisknou hůře. Některé převisy se mohou během tisku dokonce zkroutit nahoru a tryska do nich může narazit. Totéž se může v některých případech stát, pokud při slicování 3D modelu zvolíte velmi nízké procento výplně.
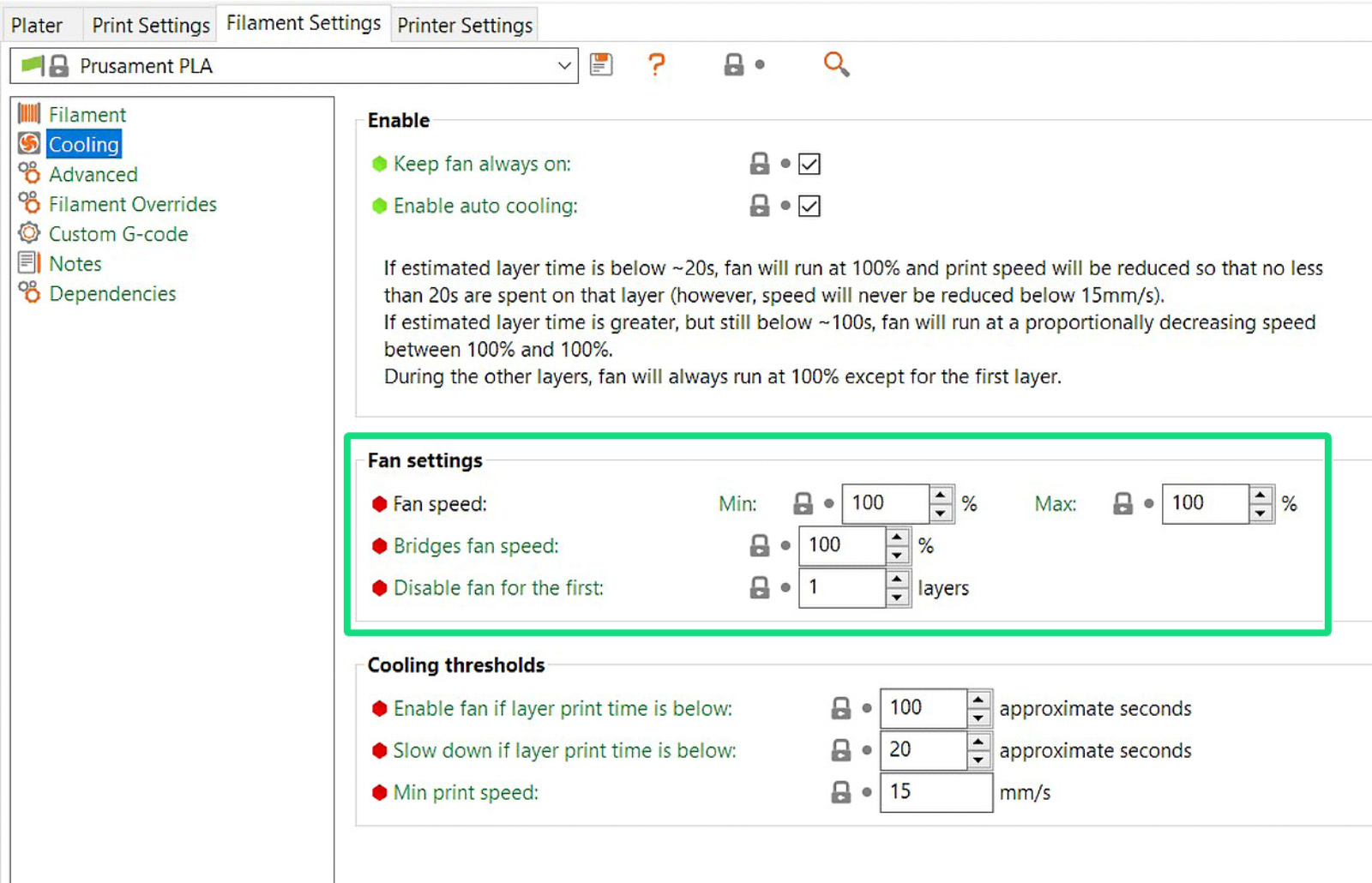
Abyste zabránili tisku převisů, můžete objekt rozdělit (viz náš článek Nástroj Řezat). Můžete také zkusit zvýšit rychlost ventilátoru chlazení nebo prodloužit vzdálenost retrakce v PrusaSliceru. Rychlost ventilátoru chlazení najdete v Nastavení filamentu -> Chlazení a délku zpětného tahu v Nastavení tiskárny -> Extruder 1.
Screenshoty