Protože tiskneme roztaveným plastem, je přirozené předpokládat, že výtisky budou automaticky vodotěsné. Ne vždy tomu ale tak je. Dobře vypadající objekt nemusí být vždy vodotěsný a naopak. Námi uvedené tipy vám mohou pomoci zvýšit odolnost vašich výtisků i v případě, že je nechcete použít jako nádoby na tekutinu.
Geometrie
Na tvaru modelu samozřejmě záleží. Silné stěny, které vyžadují výplň, jsou v tomto případě často plýtváním. Může to způsobit nerovnosti a prosakování do mezer mezi vnitřní a vnější stěnou. Tam se následně vytváří prostor pro růst bakterií a dalších nepěkných věcí.
Stěna by měla být rovná. Různé výčnělky ukazující například hladinu vody apod., mohou způsobovat problémy. Na následujícím obrázku je tisk PLA, kde je vše vodotěsné s výjimkou prostoru kolem malého výčnělku pro tento účel.

Perimetry
Co nejvíce! Na jednu stěnu budete potřebovat alespoň 3-4 perimetry. V závislosti na geometrii můžete perimetry klidně zvýšit až na 5-6, to je ale nutné jen výjimečně.
Teplota
Pro zajištění správného spojení mezi vrstvami doporučujeme zvýšit teplotu trysek o 5–10 °C nad výchozí nastavení nebo použít nejvyšší doporučenou teplotu uvedenou na obalu filamentu (tu můžete překročit přibližně o 5 °C). Je potřeba trochu experimentovat.
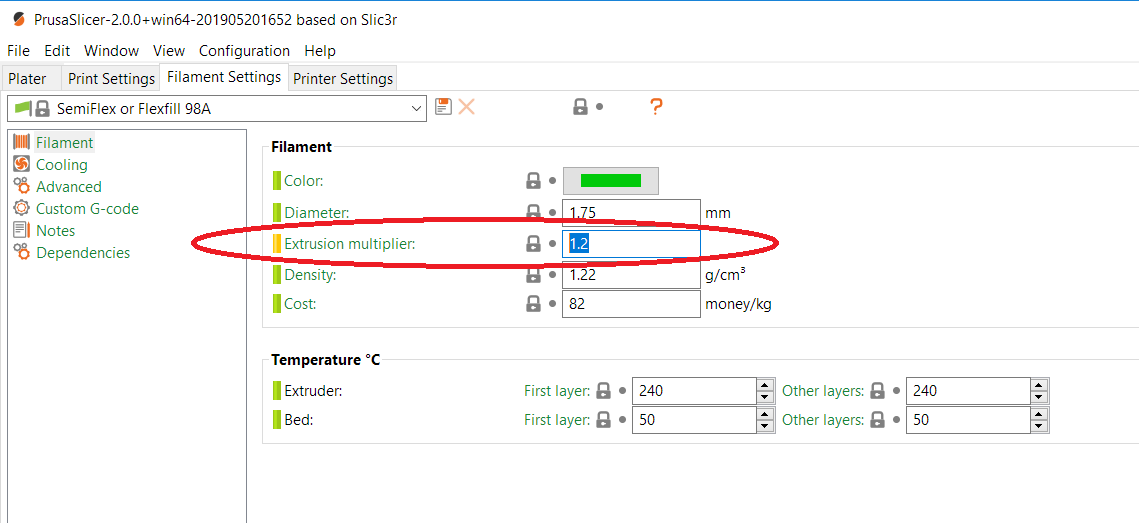
Násobič extruze
Tato možnost se vztahuje k průtoku filamentu a nastavuje se v PrusaSliceru pod Nastavením filamentu. Zvyšte tuto hodnotu o 5-10 % proti výchozímu nastavení hodnoty. Dalším způsobem úpravy této veličiny je nastavení větší šířky extruze o 5-10 % (např. z 0,4 mm na 0,44 mm), což ale může ovlivnit i další aspekty vašeho tisku. Pokud si nejste jisti, experimentujte nebo zvolte jednodušší řešení.
Výška vrstvy
Velmi vysoké výšky vrstev prostě nebudou fungovat, a naopak velmi těsné vrstvy zase zvýší počet míst, na kterých se může něco pokazit. CNC-kitchen zjistili, že nejodolnější tisky byly při výšce 0,15 mm, ale i 0,2 by mělo být dostačující. Pokud chcete tisknout rychle a zároveň dosáhnout vysokých vrstev (například 0,4 mm a víc), budete potřebovat větší trysku. Pro dosažení nejlepších výsledků byste obecně neměli používat výšku větší než 60–65 % šířky trysky.
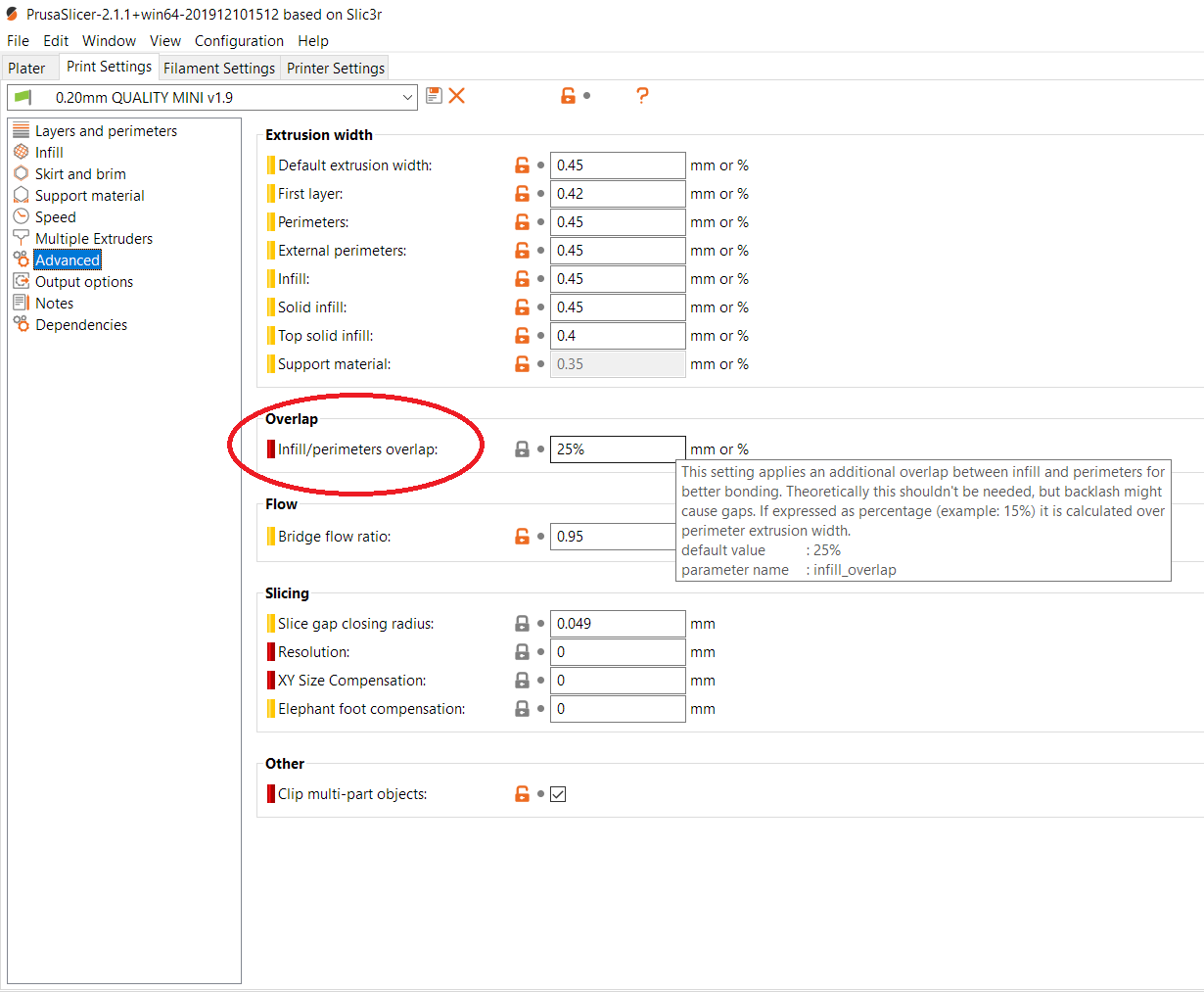
XY-překrytí (XY-Overlap) a jiná nastavení
Tohle se vám bude hodit zejména v případě, kdy váš výtisk prosakuje zdola a už jste otestovali předchozí nápady a doporučení. XY-překrytí je proměnná v PrusaSliceru, která říká, nakolik linie pevné výplně kříží perimetr. Tato hodnota je ve výchozím nastavení 10 % (z průměru trysky, tedy 0,04 mm). Zvýšení teploty a multiplikátoru extruze to ovlivní, ale pokud stále dochází k prosakování, můžete ji zkusit zvýšit na 25-35 %.
Materiály
Tyto triky by měly fungovat s většinou materiálů. U materiálů jako je ASA nebo ABS nemusí být tato doporučení nutná, pokud budete povrch vyhlazovat pomocí acetonu.