3DBenchy je 3D model navržený společností CreativeTools speciálně pro testování a srovnávání 3D tiskáren. A každý chce vědět, jak vytisknout dokonalý Benchy. Od jeho vydání se zdá, že jeden specifický problém je v různé míře závažnosti přítomen na všech jeho tiscích - nechvalně proslulá linie trupu Benchy.

Je viditelná na tiscích ze všech FFF tiskáren na trhu, ať už jsou levné nebo drahé. Je viditelný bez ohledu na řezací software. Je viditelný při tisku z jakéhokoli materiálu. Je to vidět i na videu Benchy release video z roku 2015. Opět v různých stupních závažnosti - při některých kombinacích tiskárny, sliceru a materiálu může být téměř neviditelná. Jindy je jasně definovaná a zanechává uživatele zklamaného a zmateného. Jakmile ji však jednou uvidíte, budete ji moci najít v podstatě na všech výtiscích.
Dobrou zprávou je, že se nám podařilo linii trupu Benchy v našich ukázkových G-codech většinou odstranit (ne však ve 100 % případů, o tom později). G-code si můžete stáhnout zde.
Špatnou zprávou je, že oprava není univerzální. A nejsme si ani jisti, zda je taková univerzální oprava fyzicky možná.

Nový ukázkový G-code Benchy vytištěný na MK3S
Hardwarový problém?
Při hledání řešení tohoto problému na internetu často narazíte na (nesprávnou) odpověď, že by mohlo jít o hardwarový problém. Jako příklad uvádíme některé z návrhů, které jsme našli na internetu:
- volné řemeny
- ohnuté tyče osy Z
- nepravidelnost vodicího šroubu osy Z v dané výšce
Viník
Domníváme se, že hlavním viníkem je náhlý přechod z řídké výplně do plných horních vrstev kolem výšky 8 mm (může se trochu lišit v závislosti na výšce vrstvy a počtu horních vrstev).
V tomto okamžiku dochází k náhlému rozdílu v době tisku vrstvy.
A o několik vrstev později dochází k další náhlé změně. Když je patro hotové, už to není téměř celistvá vrstva, ale opět jen několik obvodů.
Tady jsou faktory, které ovlivňují závažnost linie trupu Benchy
- Koeficient tepelné roztažnosti materiálu filamentu
- Chlazení při tisku
- Prostředí při tisku
- Další vlastnosti filamentu - suchost, složení
Zdánlivě podobný, ale částečně odlišný problém je při tisku krabic. I ty mají tendenci mít ve výšce, kde spodní pevné vrstvy přecházejí ve stěny, čáru. To souvisí spíše s tenkými stěnami, šířkou vytlačování a tím, že materiál nemá kam jinam jít, než ven. Náš tým pro slicování o tomto problému ví a je to něco, co se v budoucnu pravděpodobně zlepší.
Proč to slicer nedokáže automaticky detekovat a opravit?
Je to fyzika. Plasty, pokud jsou nejprve vytlačovány z pelet do vlákna a poté z vlákna do velmi tenkého obdélníkového výlisku, se nebudou chovat ani jako kapalina, ani jako pevná látka. Roztahování plastu vyrovnává dlouhé molekulární řetězce polymeru, což vnáší do výlisku vnitřní pnutí. Toto vnitřní pnutí stáhne výlisek k sobě, pokud není dostatečně rychle ochlazen. Například u modelu MK2 má 3D Benchy tuto linii výraznější na straně od chladicího ventilátoru.
Záleží také na prostředí. Skutečně, jak mnozí z vás zjistili, v chladném sklepě jsou účinky výraznější. Stejný G-code vytištěný na stejné tiskárně se stejným filamentem může mít v jedné místnosti linii trupu Benchy a ve druhé ne. Je velmi obtížné to automaticky kompenzovat.
A kompenzovat vnitřní pnutí a chladicí účinky filamentu. Jedním z důvodů je viskoelastické chování roztavených plastů a závislost chování plastu na jeho složení, teplotě, hydrolýze molekulárních řetězců polymeru. Pokud filament není 100% suchý (polyestery - PLA & PET jsou citlivé na hydrolýzu, hydrolyzovaný filament obsahuje kratší polymerní řetězce, a je tedy méně viskózní), snižuje se účinnost chlazení, odrazy chladicího vzduchu od již vytištěných objektů atd.
Jak jsme upravili G-code, abychom to eliminovali?
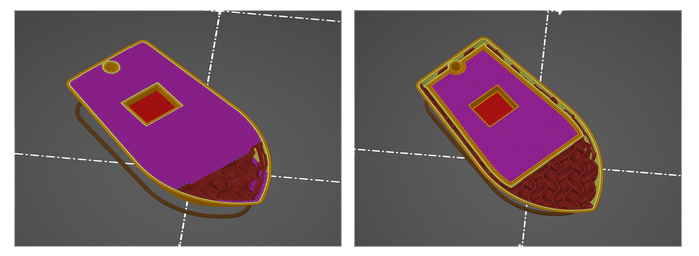
Pomáhá, když se vytvoří modifikátor ve tvaru paluby. Po zarovnání na problematické místo jej lze použít k rozdělení trupu a paluby. Ty se pak tisknou odděleně a navíc výplň nevyplňuje celou plochu až po obvod trupu.
Pak je tu ještě pořadí prvků uvnitř vrstvy. Z nějakého důvodu jsme dosáhli lepších výsledků, když jsme vždy nejprve vytiskli obvody (perimetry) paluby, pak výplň paluby a pak zbytek vrstvy. Toto pořadí jsme ručně upravili pomocí textového editoru.
Nejsme si jisti, zda to nakonec pomohlo, ale také jsme ručně upravili G-code, abychom mírně snížili tok pevných výplní, s výjimkou úplně horní vrstvy (paluby).
Další věcí je tisknout obvody co nejplynuleji. Než tisknout obvody, pak výplň a pak přecházet na další vrstvu, je lepší tisknout dvě (nebo více) vrstvy obvodů hned po sobě. Tiskárna se pak může vrátit a vytisknout výplň, opět po dvou vrstvách.
Nejspíš jsme ještě neodhalili všechny faktory a přesně nezjistili, v jakém poměru ovlivňují závažnost linie trupu Benchy. Přesto jsme se chtěli podělit o naše zjištění. Pokud provedete vlastní výzkum a testy, dejte nám o svých zjištěních vědět.