最大体積速度設定(MVS)は、PrusaSlicerの最も強力な機能の1つです。MVS設定は基本的に、スライサーが3Dプリンターのホットエンドに押し通そうとするフィラメントの最大量のマネージャーを作成します。
これにより、PrusaSlicerのユーザーは大きなメリットを得ることができます。異なるノズルサイズ、レイヤー高さ、押し出し幅の組み合わせで速度範囲を計算するのではなく、希望する速度と設定を指定するだけで、MVSが必要に応じてスライス時に速度を調整することが可能です。
最大体積速度 = レイヤー高さ × 押出し幅 × 速度
独立したMVS値は、プリント設定とフィラメント設定の両方で設定することができます。プリントプロファイルでは、通常、お使いのホットエンドハードウェアに基づいた全般的なデフォルト値が設定されています。フィラメントプロファイルでは、フィラメントの特性を考慮して必要に応じてMVSを調整できます。例えば、FLEXフィラメントではMVSを小さくします(したがって、フレキシブルフィラメント用に新しいプリントプロファイルを作成する必要はありません、フィラメントプロファイルだけです)。
MVSは、オートスピード(自動速度)と呼ばれることもあります。
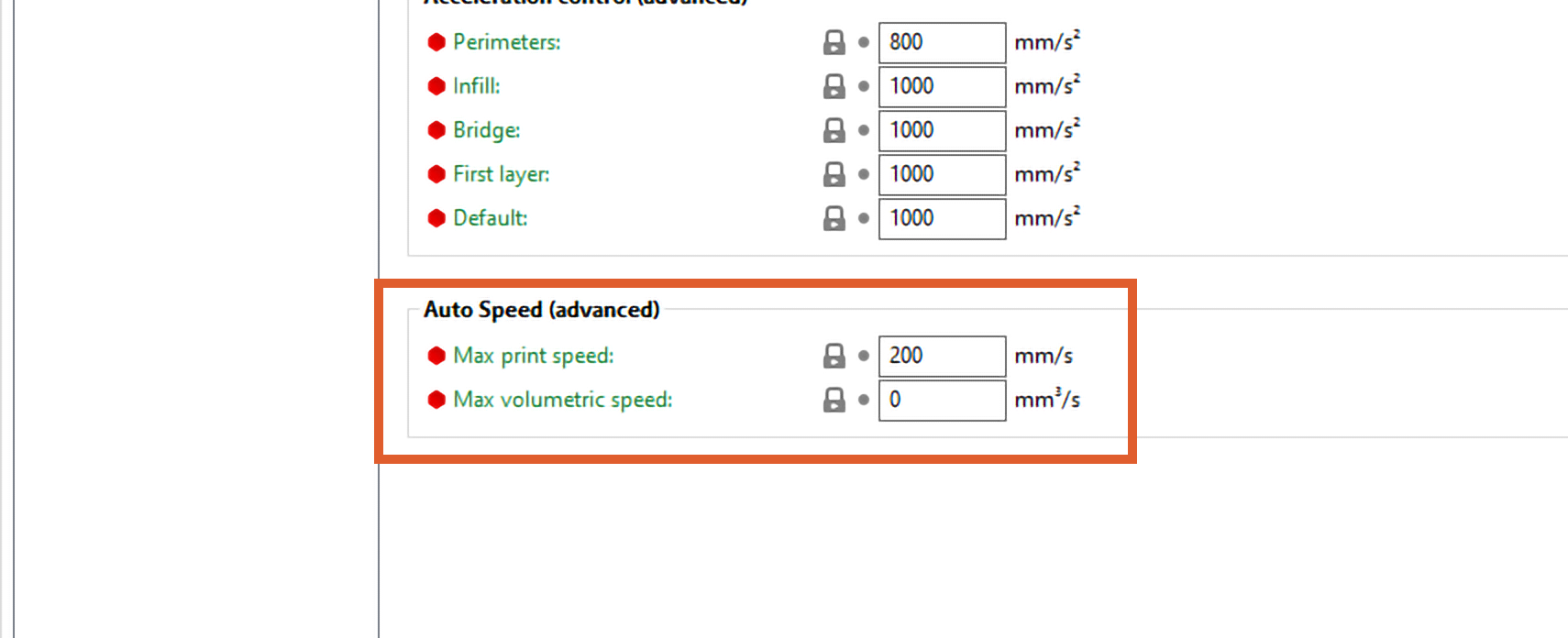
プリントセッティング内でのMVS
印刷設定-速度-最大体積速度(Expertモード)
この値で全体の最大体積速度を設定します。フィラメント設定でMVSを高い値に設定しても、この値を超えることはありません。
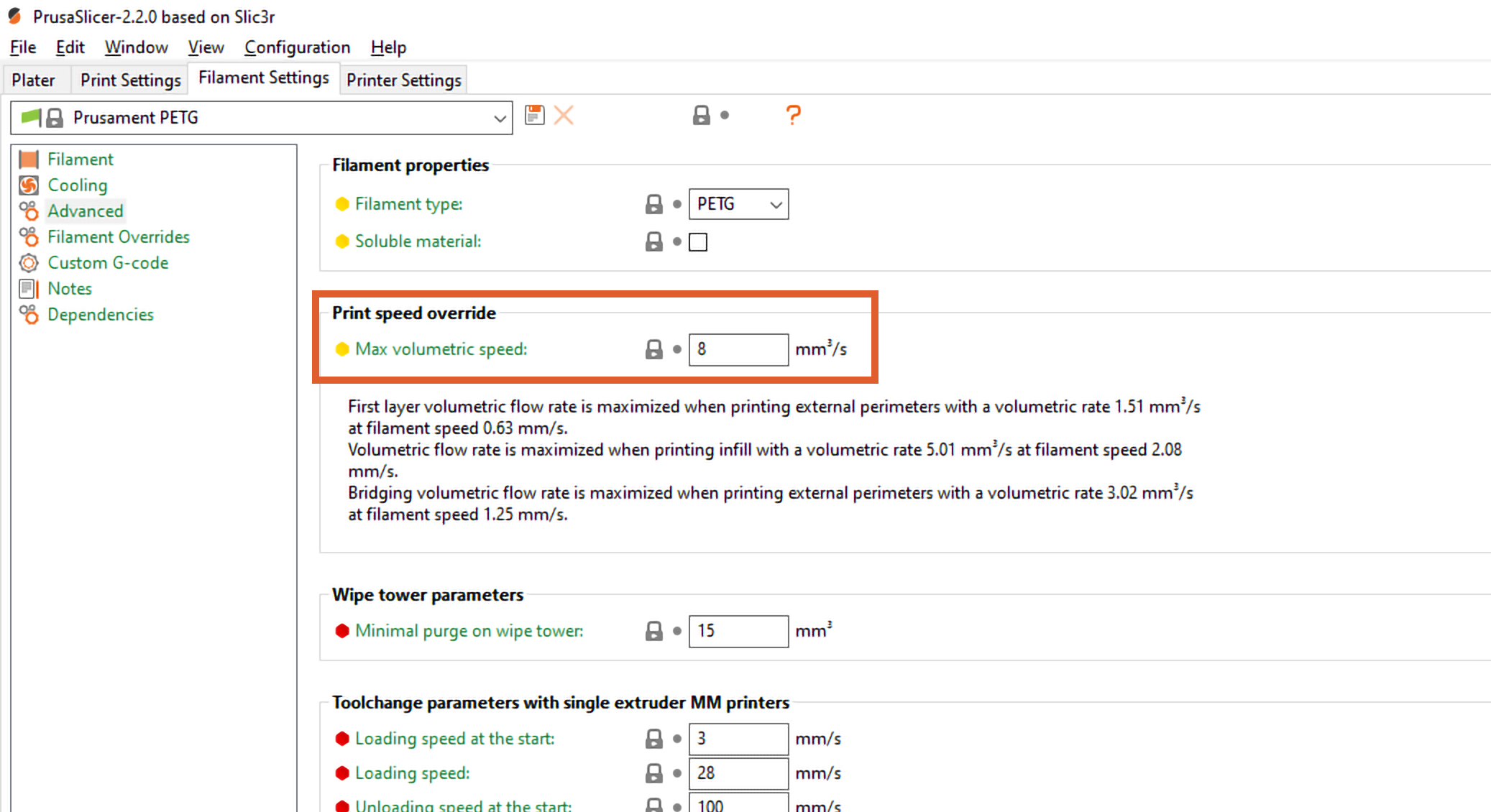
フィラメントセッティング内でのMVS
フィラメント設定 - 詳細 - 最大体積速度(アドバンスドモード)
この値は、プリント設定で設定されたMVSによって制限されますが、より低い値にオーバーライドすることができます。
MVSの選択について
フィラメント
フィラメントの材質が異なれば、特性も異なります。粘度や剛性などの要因により、有効なスループットが大きく低下する場合があります。
例:
| フィラメント | 最大容積速度(目安) |
|---|---|
| PLA | 15 |
| ASA/ABS | 11 |
| PETG | 8 |
| BVOH/PVA (soluble supports) | 4 |
| FLEX (TPU/TPE) | 1-2.5 |
ホットエンド
使用すべき全体的な最大体積速度は、使用するホットエンドに依存します。Original Prusa i3 MK3/Sに付属するE3D V6ホットエンドは、15 mm3/sの速度が喧伝されています。不完全なセットアップ(アイドラーの張力、ノズルのわずかな詰まり)を考慮すると、11.5 mm3/sという安全な値が現実的と言えます。
より多くのフィラメントを押し出す必要がある場合は、より強力なホットエンドが必要になります。E3DのVolcanoホットエンドは、約25mm3/sまで増加しますが、プリンタとファームウェアを変更する必要があります。他のホットエンドの設計では、さらに高い流速を実現できます。
ノズル径
直感的には、ノズル径はホットエンドが一定時間内に加熱できるプラスチックの最大量に影響を与えないように思えるかもしれません。しかし、ノズルが大きいと、機械的抵抗が小さくなるため、MVSをわずかに増やすことができます。基本的には、わずかにフィラメントがノズルを通過しやすくなります。
また、その逆で、ノズルを小さくすると、MVSを少し下げなければならなくなります。
これは、よく見落とされがちなMVSの影響です。例えば、0.8mmノズル、0.5mmレイヤーハイトのように、大口径ノズルと非常に高いレイヤーハイトを使用する場合、印刷速度はMVSによって制限されることになるのです。ただし、より強力なホットエンドをプリンタに搭載しない限り、この限りではありません。プレビューでMVSによる速度制限に気づいたら、ノズル温度を上げ、MVSを少し上げるとよいでしょう。しかし、単純にレイヤーの高さを下げると、プリンタがより速く印刷できるようになるため、印刷時間を増やさずにディテールを得ることができるかもしれません。
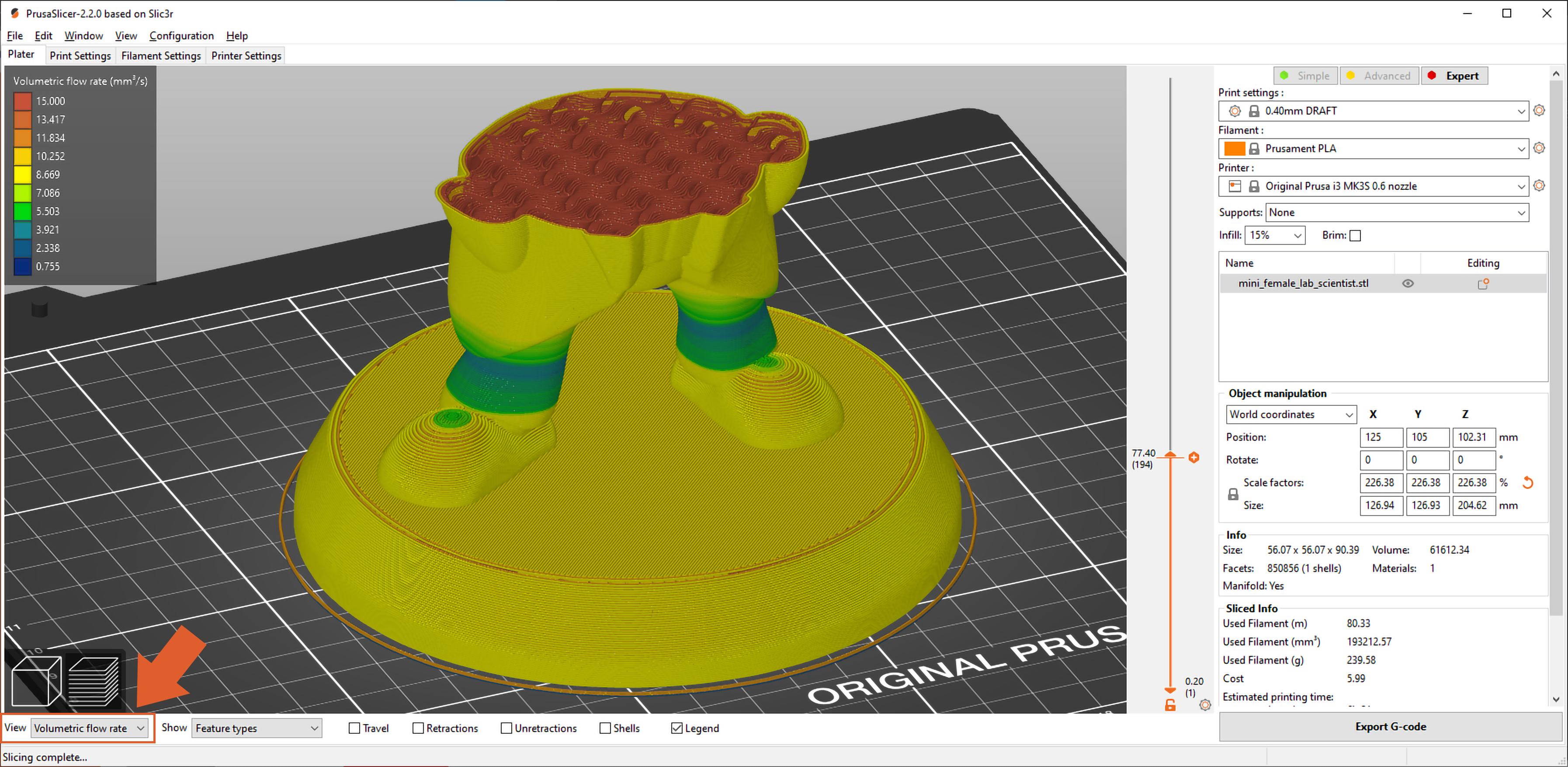
MVSのプレビュー
モデルをスライスしたら、左下のセレクトボックスでプレビューモードをVolumetric flow rateに切り替えることができます。
小さなモデルでは、MVSによって全くキャップされないことに気づくでしょう。同様に、小さなレイヤーハイトでプリントする場合、MVSによってキャップされない可能性が高いです。
一方、レイヤーハイトが高い大きなモデルをプリントする場合、特にインフィルをプリントするときに、MVSによって速度が制限されることに気づくかもしれません。モデルの大部分がMVSの制限によってプリント速度が低下している場合は、レイヤーの高さを低くすることを検討してください。
この記事の作成に協力してくれたBob Georgeに大感謝です。