Con la Original Prusa XL Multi-Tool è possibile combinare diversi materiali all'interno della stessa stampa. Per ottenere una stampa corretta, è necessario tenere presenti i seguenti aspetti e considerazioni.
Informazioni preliminari
Quando un estrusore è fermo, l'ugello installato su quell'estrusore si raffredda.
La presenza di temperature elevate sull'hotend mentre non si sta stampando può causare il degrado del filamento caricato e l'aumento della pressione nella zona di fusione. Mentre un estrusore è inattivo, il raffreddamento dell'ugello aiuta a contrastare questo processo, soprattutto per un tempo prolungato di dock.
Quando la temperatura dell'ugello è elevata, l'umidità assorbita dal filamento deve uscire da qualche parte. Questo porta generalmente a un aumento della pressione nell'ugello, che in genere si traduce in oozing. Il filamento colato si deposita sulla torre di priming, creando eventualmente un blob.
Per limitare questi effetti negativi, è fondamentale mantenere il filamento asciutto. Potrebbe essere necessario regolare con precisione alcune impostazioni del filamento ed è fondamentale che la guarnizione dell'ugello sia impostata nella posizione corretta per tutti gli strumenti. L'entità di questi effetti dipende anche dallo specifico materiale del filamento.
Se decidi di utilizzare un filamento flessibile, dai un'occhiata alla nostra video guida su come caricare il filamento flessibile nella Original Prusa XL.
Impostazioni della torre di priming
Spurgo minimo sulla torre di pulitura
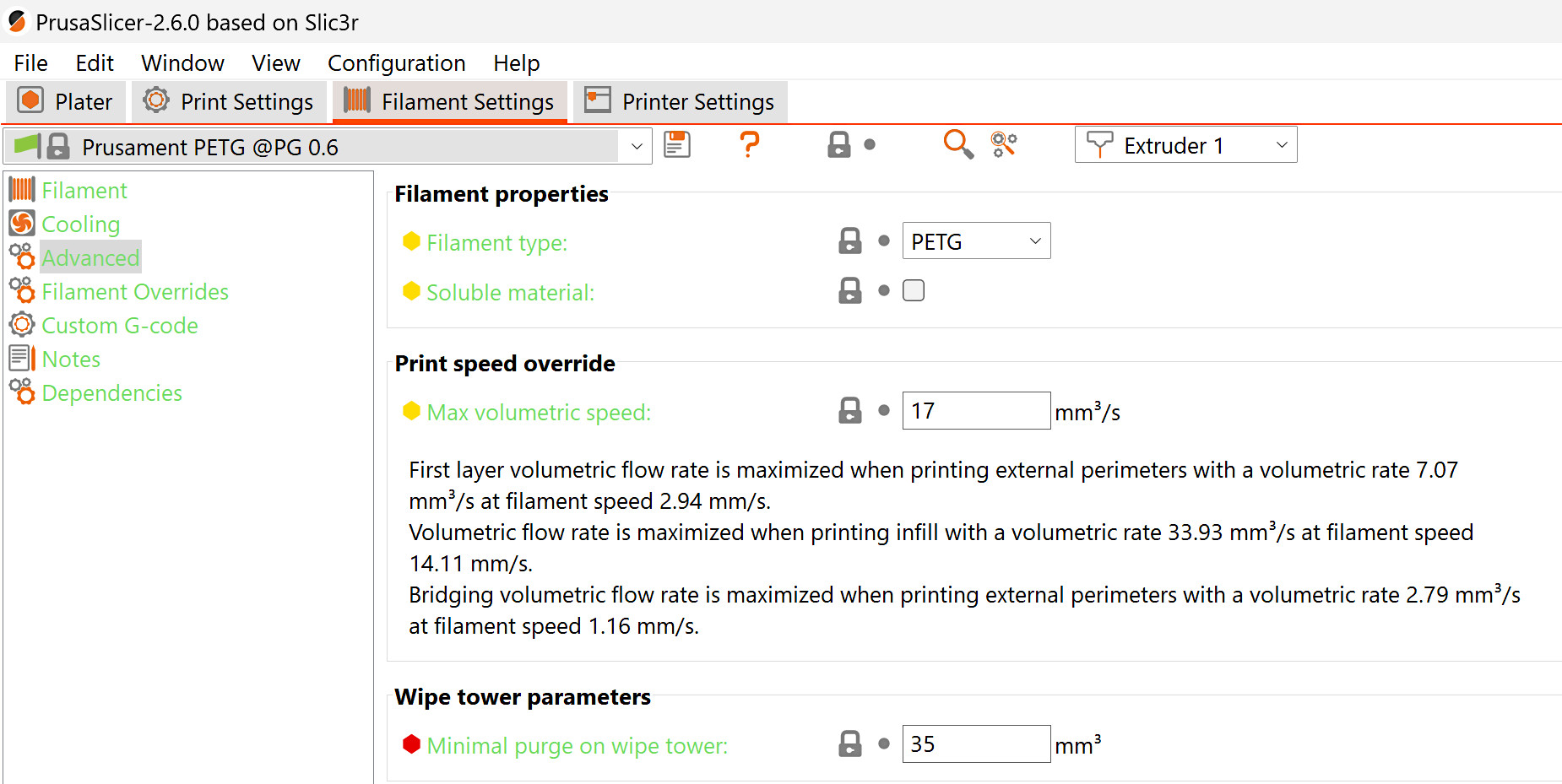
Il parametro spurgo minimo sulla torre di pulitura imposta la quantità minima di materiale da utilizzare per il priming nella torre di pulitura. Il suo valore può essere regolato in Impostazioni filamento -> Avanzate. La fuoriuscita di materiale che si verifica quando è prelevato lo Strumento causa una perdita di materiale. Aumentando questo volume si riduce la possibilità di causare una sottoestrusione all'inizio della stampa.
Per le stampe in PLA, il valore predefinito e consigliato per questa impostazione è 15 mm³. Per qualsiasi altro materiale, il valore predefinito è 35 mm³. Si consiglia inoltre di impostare il valore a 35 mm³ per ciascun estrusore per una stampa con una combinazione di PLA e un altro materiale.
Il TPU è molto incline all'incordatura perché assorbe molta umidità. Sebbene sia stato testato con lo spurgo minimo sulla torre di pulitura a 35 mm³, in caso di problemi di incordatura e trasudamento (stringing e oozing), si consiglia di aumentare ulteriormente questo valore, anche fino a 70 mm³. Il TPE è un buon materiale flessibile alternativo, in quanto assorbe generalmente meno umidità del TPU, ma si noti che il TPE ha una scarsa adesione al piano di stampa.
Quando si stampano filamenti rigidi su TPE o TPU, gli strati inferiori in TPE o TPU possono venire mossi dal filamento rigido stampato sopra di essi. Questo fenomeno può essere contrastato anche aumentando il spurgo minimo sulla torre di pulitura.
Estrusore della torre di pulitura
Sulla torre di priming, i filamenti potrebbero non aderire l'uno all'altro. Ciò può provocare la rottura della torre e causare blocchi della stampa. Per evitare che ciò accada, andare su Impostazioni di stampa -> Estrusori multipli -> Estrusore torre di pulitura, e selezionare un estrusore per la torre di priming. Questo fa sì che uno degli estrusori con un filamento specifico agisca su tutti i layer della torre, anche se non viene utilizzato nella stampa, rendendo la torre più stabile. Lasciando il valore a 0 si utilizzerà lo strumento già in uso, ovvero l'ultimo utilizzato in quel layer. Ciò consente di risparmiare tempo ma, quando si stampa con più di un tipo di materiale, diminuisce l'affidabilità della torre di priming.
Angolo apicale del cono di stabilizzazione
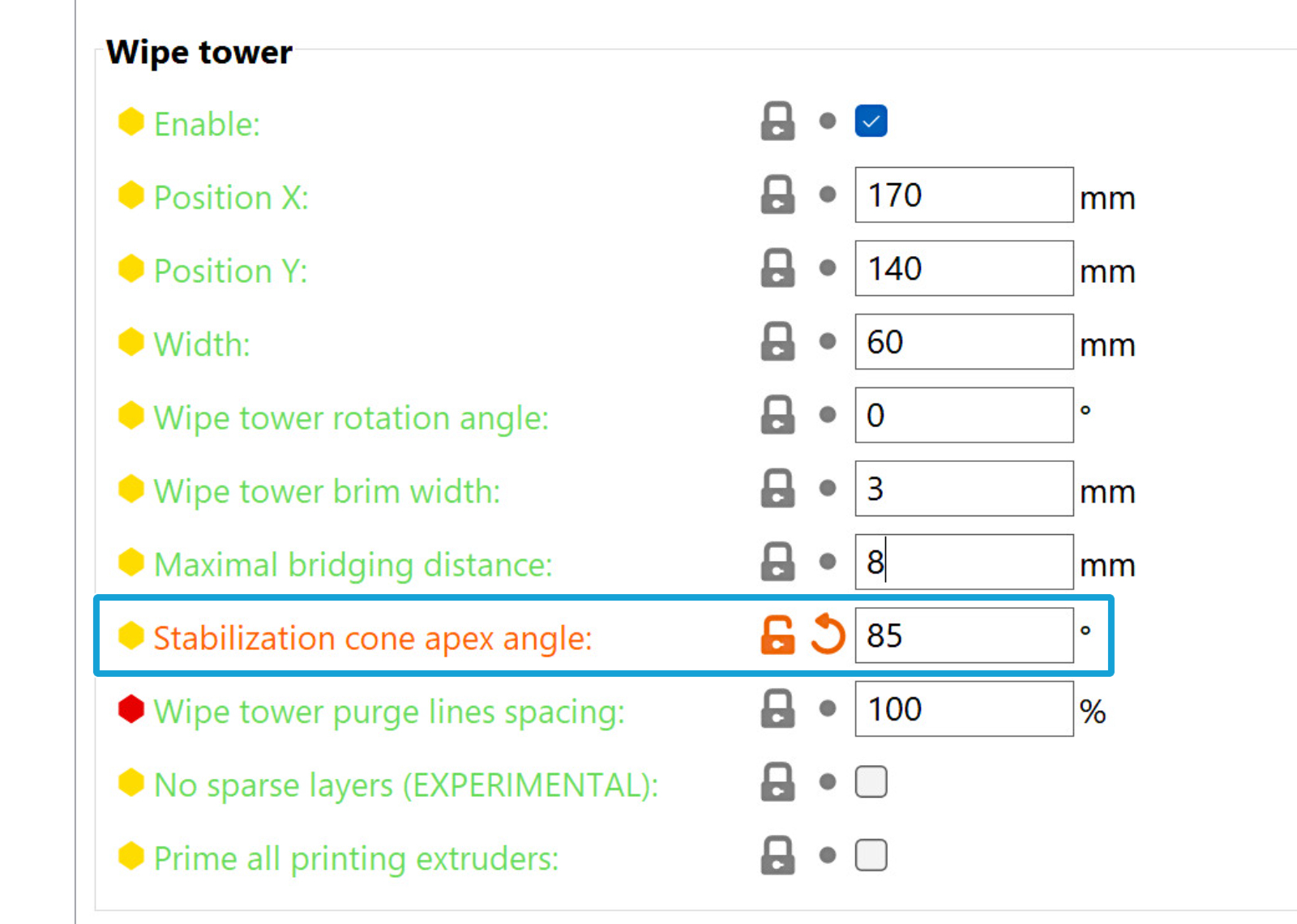
Per aumentare la stabilità e l'area della base della torre di priming, è possibile aggiungere una forma conica che si combini con la forma della torre di priming. L'angolo di apice di questo cono può essere impostato tra 0 e 90 gradi, in Impostazioni di stampa -> Estrusori multipli, e un angolo maggiore significa che la base del cono è più grande e la torre di priming più stabile.
PLA + PETG
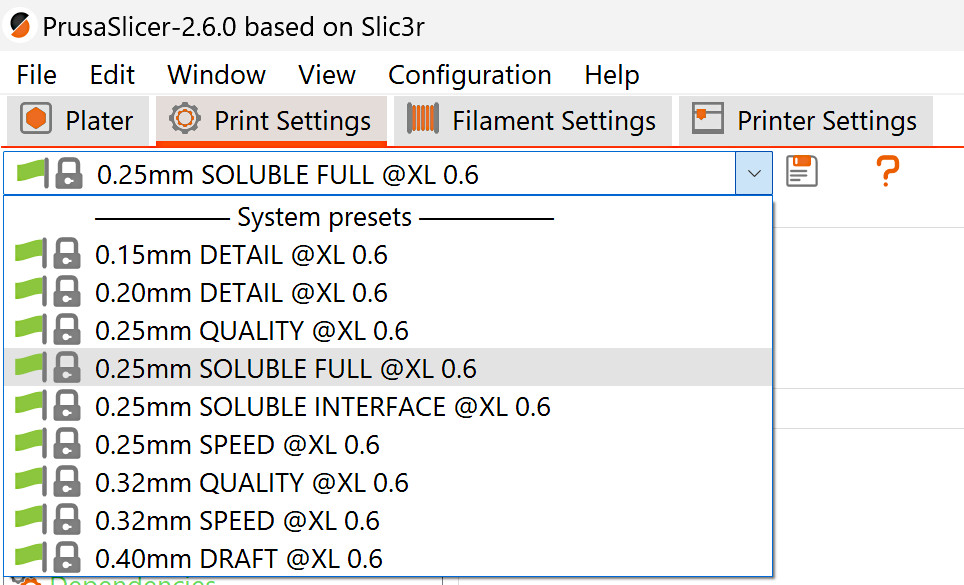
Il PETG è stato testato con successo con supporti in PLA, così come il PLA con supporti in PETG. A tal fine, il profilo di impostazione di stampa in PrusaSlicer deve essere su SOLUBLE FULL.
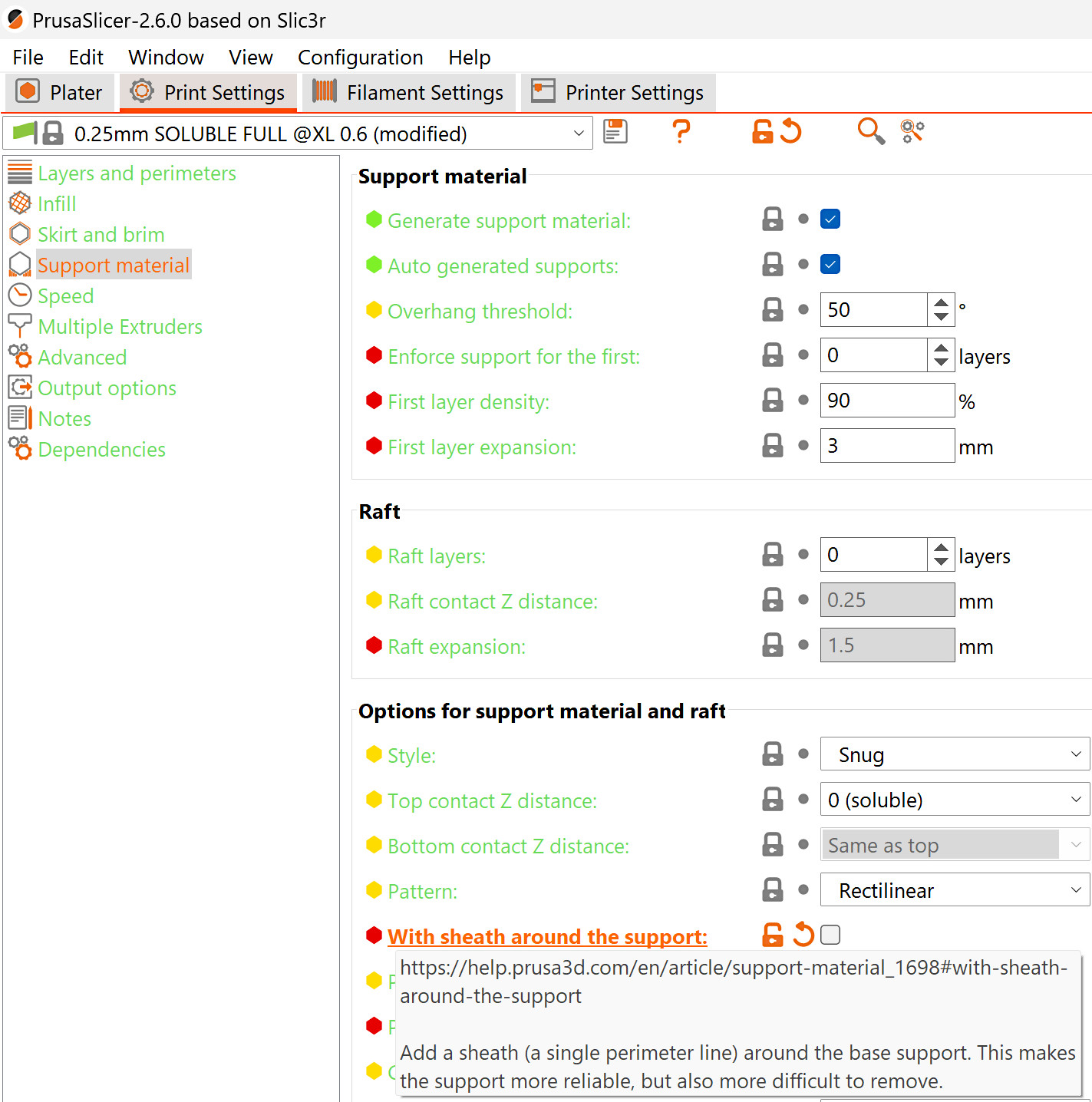
Per impostazione predefinita, intorno ai supporti impostati come solubili verrà generata una guaina solida (una parete perimetrale), rendendo molto difficile la loro rimozione. Si consiglia di deselezionare questa impostazione in Impostazioni di stampa -> Materiale del supporto.
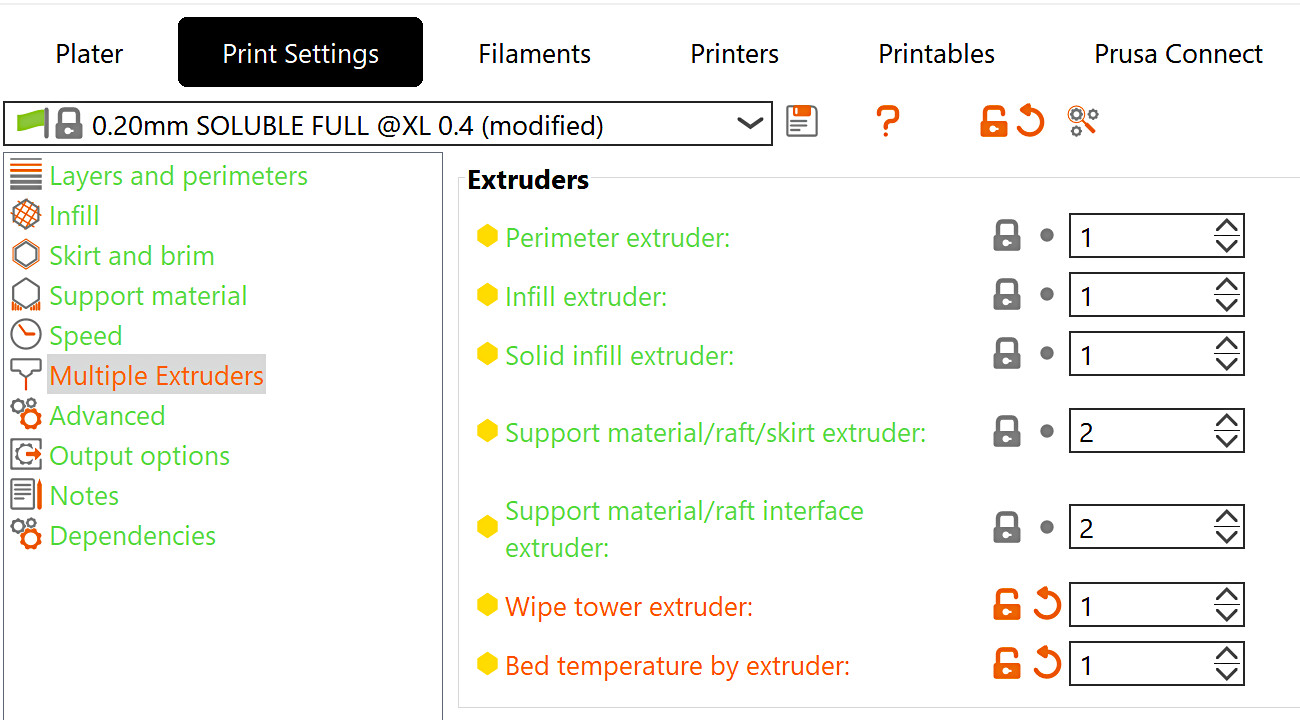
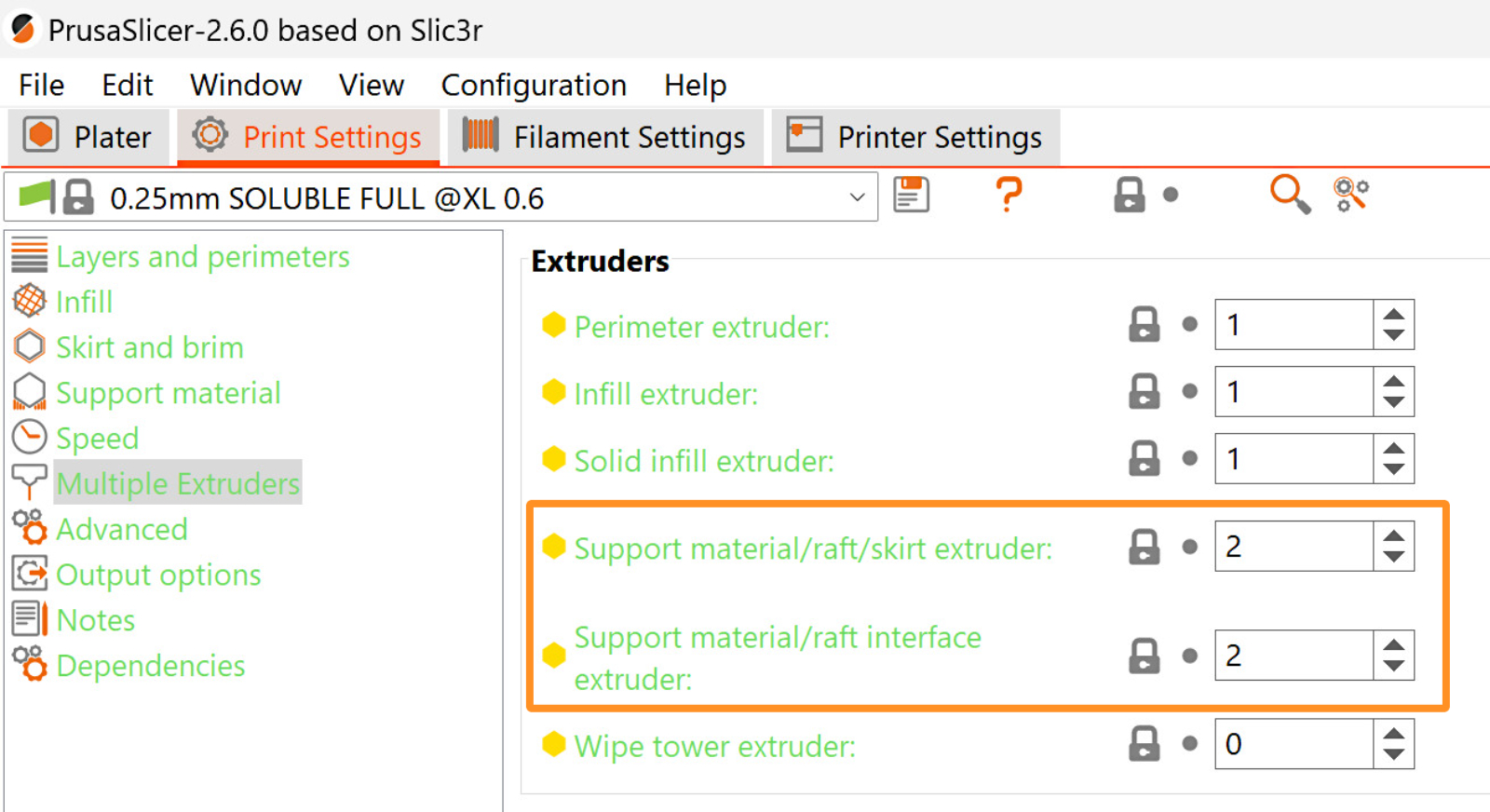
Per impostazione predefinita, il materiale di supporto è impostato sull'Estrusore 2. Se necessario, è possibile modificare questa impostazione selezionando estrusore materiale di supporto/raft/skirt e estrusore materiale di supporto/raft/interfaccia in Impostazioni di stampa -> Estrusori multipli.
Questa funzione può essere utilizzata solo con Supporti organici quando si utilizza un Torre di spurgo. Cambiando l'estrusore del supporto con uno stile di supporto diverso da quello Organico, la torre di pulitura verrà disabilitata.
Filamento flessibile
A causa della loro morbidezza, i Filamenti flessibili richiedono un'attenzione particolare quando vengono caricati. Se decidi di utilizzare un filamento flessibile, segui le istruzioni riportate nel video qui sotto:
Altre impostazioni di PrusaSlicer
Temperatura del piano riscaldato
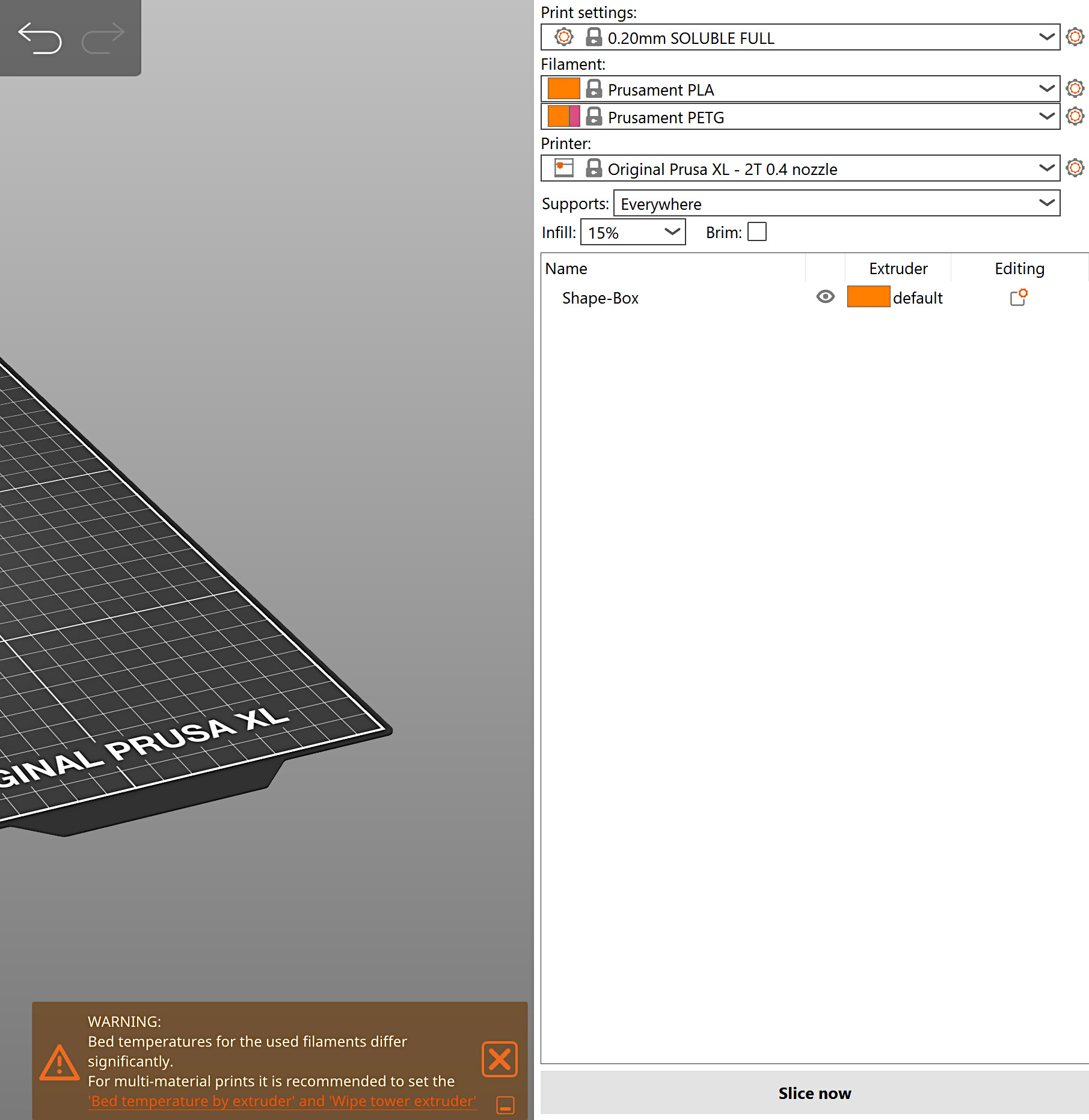
Per impostazione predefinita, la temperatura del piano riscaldato sul primo layer si basa sul primo materiale caricato nella stampa; dal secondo layer in poi, si basa sul primo filamento caricato sul secondo layer. A seconda della combinazione di filamenti, questo può generare problemi, come la mancanza di adesione.
PrusaSlicer mostra un avviso nel caso in cui le temperature del piano riscaldato differiscano significativamente.
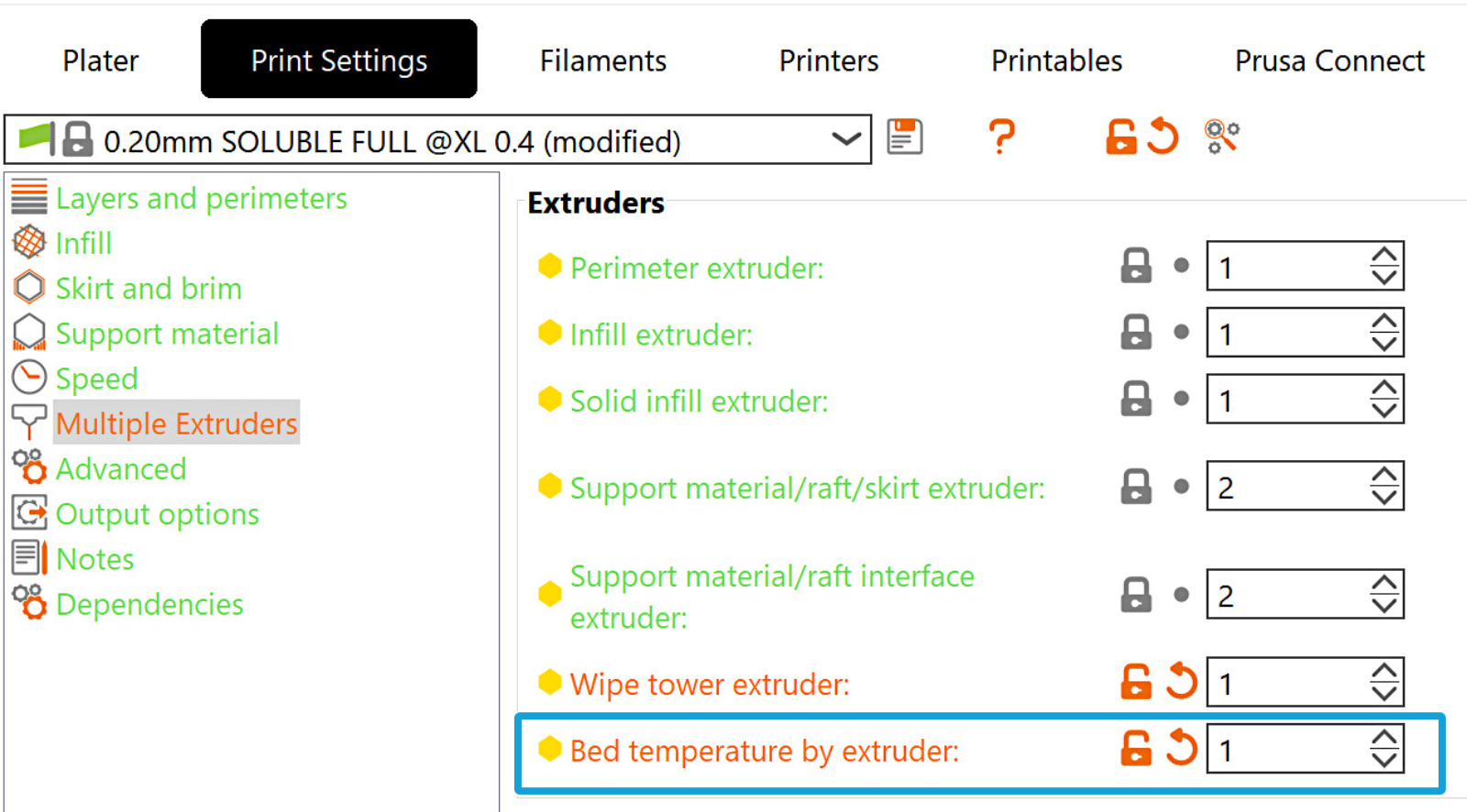
Per modificare questa impostazione, vai all'opzione Impostazioni di stampa -> Estrusori multipli -> Estrusori -> Temperatura del piano per estrusore.
L'impostazione specifica la temperatura del piano in base all'estrusore scelto. Impostando a zero si utilizza la logica predefinita secondo cui la temperatura del primo layer viene sempre presa dal primo estrusore di stampa e la temperatura del piano di tutti gli altri layer viene presa dal primo estrusore che stampa il secondo layer.
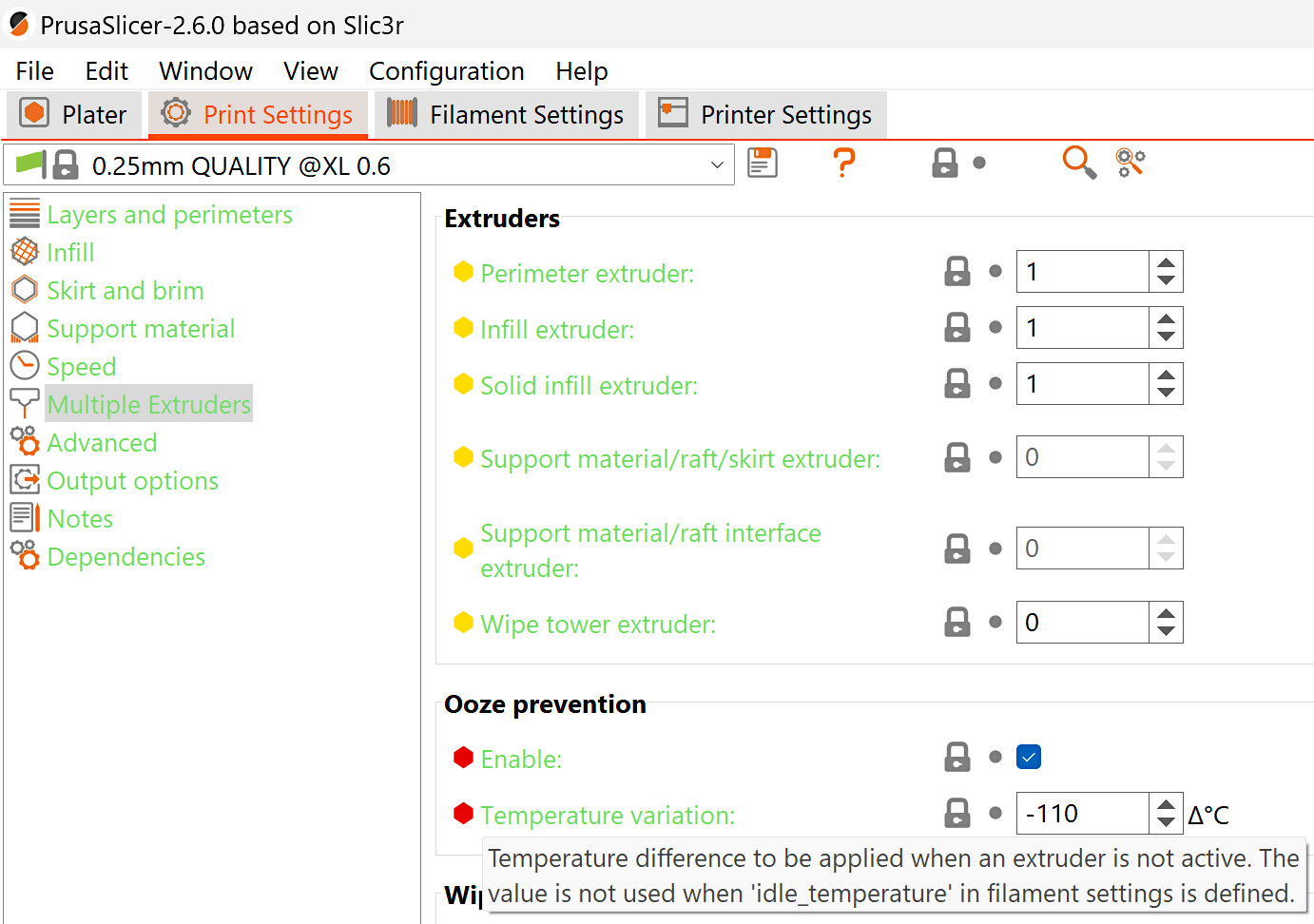
Prevenzione fuoriuscite (Oozing)
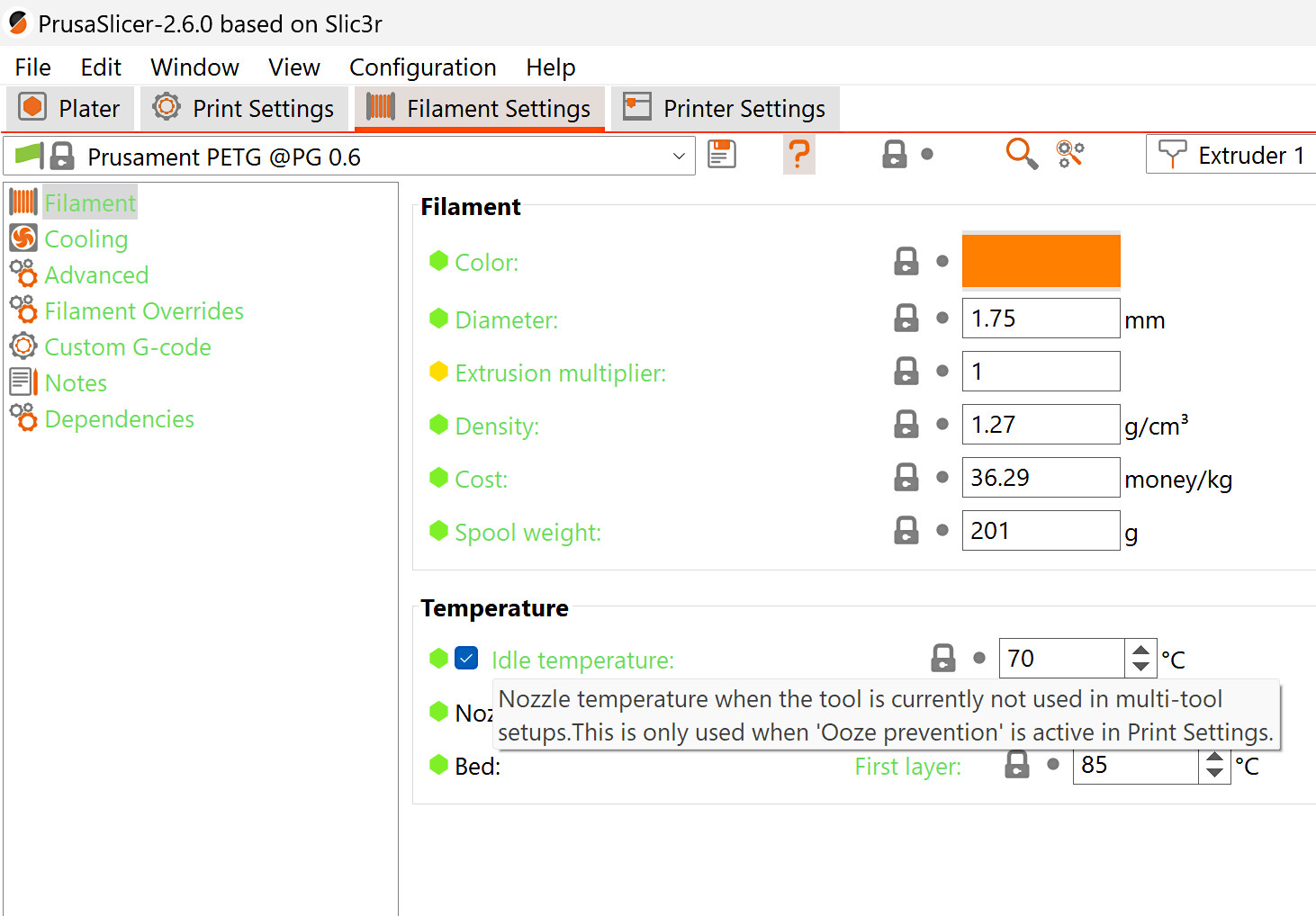
In PrusaSlicer, in Impostazioni di stampa -> Estrusori multipli, lascia abilitata la prevenzione fuoriuscite. In questo modo la temperatura di inattività in Impostazioni filamento -> Filamento -> Temperatura di inattività rimarrà alla migliore temperatura di inattività per il filamento specifico. La temperatura dell'impostazione della temperatura a riposo ha la priorità sulla variazione di temperatura dell'impostazione della prevenzione delle fuoriuscite.
Se la funzione prevenzione fuoriuscite è disattivata, tutti gli estrusori rimarranno alla loro temperatura di stampa per tutta la durata del lavoro. Questo comporta una notevole fuoriuscita di materiale, una degradazione del materiale nella zona di fusione ed eventualmente l'intasamento dell'ugello.
 |  |
Considerazioni sugli stili di supporto
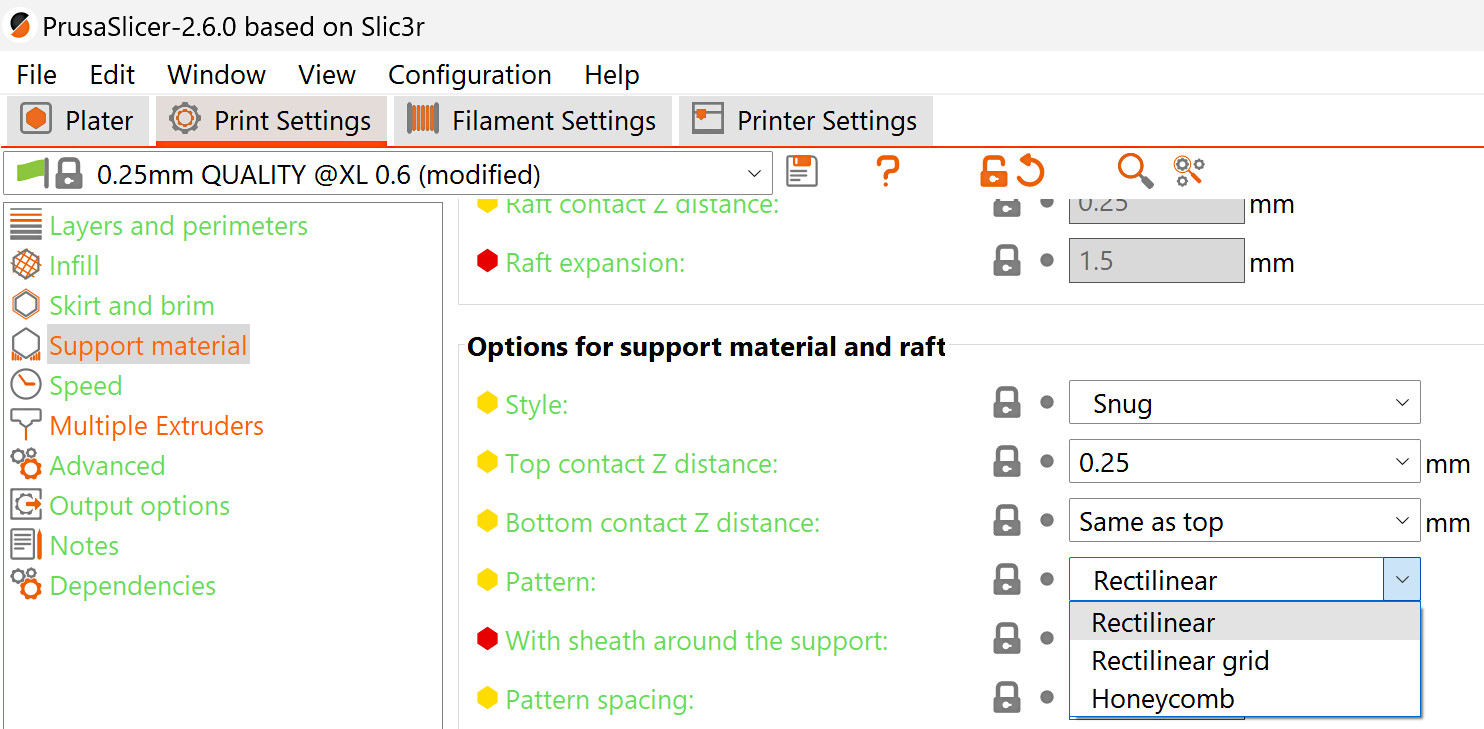
Quando si utilizzano supporti aderenti, controlla che nell'oggetto processatoi non ci siano parti del materiale di supporto molto alte e sottili, perché potrebbero cadere o rompersi nel mezzo della stampa. Se riscontri la presenza di queste parti nell'oggetto processato, ti consigliamo di cambiare la trama, e o modificare lo stile del supporto in griglia.
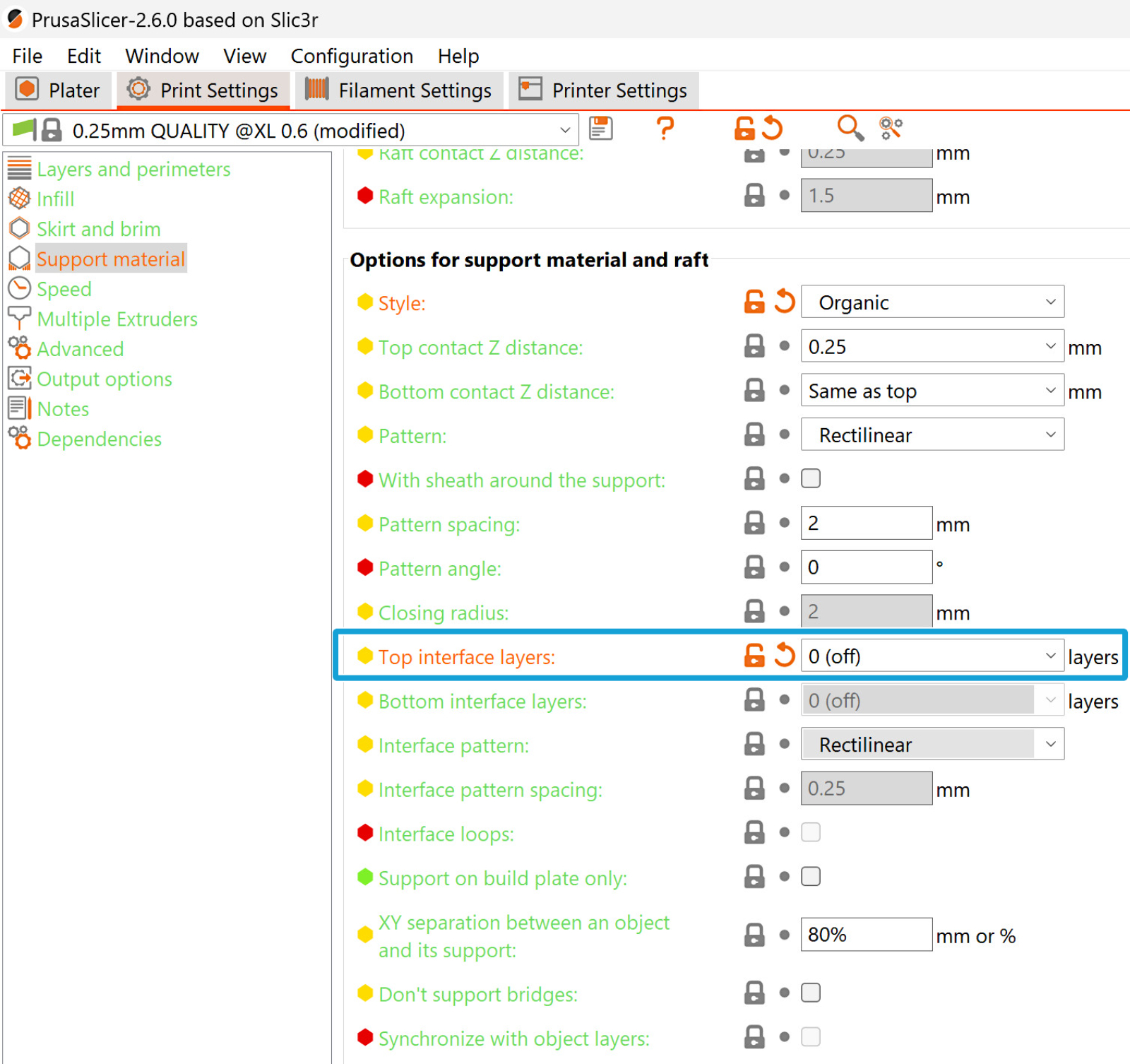
Quando usi supporti organici, non usare layer interfaccia, altrimenti creeranno artefatti non stampabili.