El Prusament PETG Ultraglow green es el filamento que más brilla en la oscuridad del mercado. Contiene la mayor cantidad posible de aluminato de estroncio, el material más duro que hemos utilizado nunca. Es muy abrasivo, y sería ingenuo pensar que un filamento con un aditivo así sería tan fácil de imprimir como el PLA y el PETG comunes. Como siempre, hemos hecho todo lo posible para que sea lo más fácil de imprimir posible, pero hay varias cosas que debes tener en cuenta:
- ¡Utiliza una boquilla endurecida! Este es el material más abrasivo que hemos fabricado nunca. Esta cosa devora los componentes metálicos de nuestra línea de fabricación como si fueran nada. Destruirá tu boquilla de latón en muy poco tiempo.
- Es de esperar un desgaste acelerado de los componentes endurecidos. Esto incluye las boquillas de acero endurecido y los engranajes del Nextruder. La impresión ocasional no supondrá ningún problema, pero el uso regular de gran volumen acortará la vida útil de los componentes metálicos. Si desea estar 100 % seguro, puedes utilizar la boquilla E3D DiamondBack, que es más duro que el aluminato de estroncio y no se desgasta.
- Se recomienda un diámetro de boquilla de 0.6 mm. Aunque ofrecemos perfiles de 0.4 mm, recomendamos encarecidamente utilizar diámetros mayores para evitar obstrucciones. Las boquillas estándar (no de alto flujo) funcionan mejor con este material.
Preparaciones de la XL y CORE One/+/L
- Asegúrate de que tu XL esté correctamente configurado y calibrado antes de imprimir en multicolor. Te recomendamos encarecidamente que consultes nuestro curso de la Prusa Academy centrándose en el uso y mantenimiento del XL.
- Los tubos largos de PTFE pueden causar una fricción adicional que provoque obstrucciones. Asegúrate de reducir la fricción doblando los tubos lo menos posible. Esto se nota sobre todo en los modelos de XL, CORE One/+ y CORE One L. En la familia CORE One, las piezas más críticas son el Nextruder bowden doblado y el sensor de filamento lateral. Recomendamos retirar la parte curvada del Nextruder del bowden tubo de PTFE y desactivar el sensor de filamento lateral. El XL no necesita preparativos adicionales. Solo asegúrate de que el tubo de PTFE esté lo menos curvado posible.

Nextruder Bowden doblado de la CORE One
Secando el filamento
Seca el filamento antes de usarlo (opcional). Aunque el PETG no absorbe la humedad tan fácilmente como otros filamentos, secarlo después de un almacenamiento prolongado reduce significativamente el ensartado, el goteo y la obstrucción, lo cual es especialmente importante para la impresión multicolor (XL, MMU3, etc.).
Propiedades luminescentes
El aluminato de estroncio se puede cargar exponiéndolo a una fuente de luz, como un LED potente, una bombilla, la luz solar o la luz ultravioleta. En términos generales, las luces cálidas y débiles (bombillas comunes) lo cargan lentamente y es muy probable que no tengan el efecto deseado. La mejor manera de cargarlo es utilizando luz ultravioleta. La luz solar o los LED potentes también funcionan, pero más lentamente.
Cuando se carga, el filamento brilla intensamente durante varios minutos, luego la intensidad del brillo disminuye gradualmente. La mayor parte del brillo perceptible se emite durante las primeras 1.5 horas. Sin embargo, en la oscuridad total, se puede ver un brillo débil incluso después de 6-8 horas después de la carga.
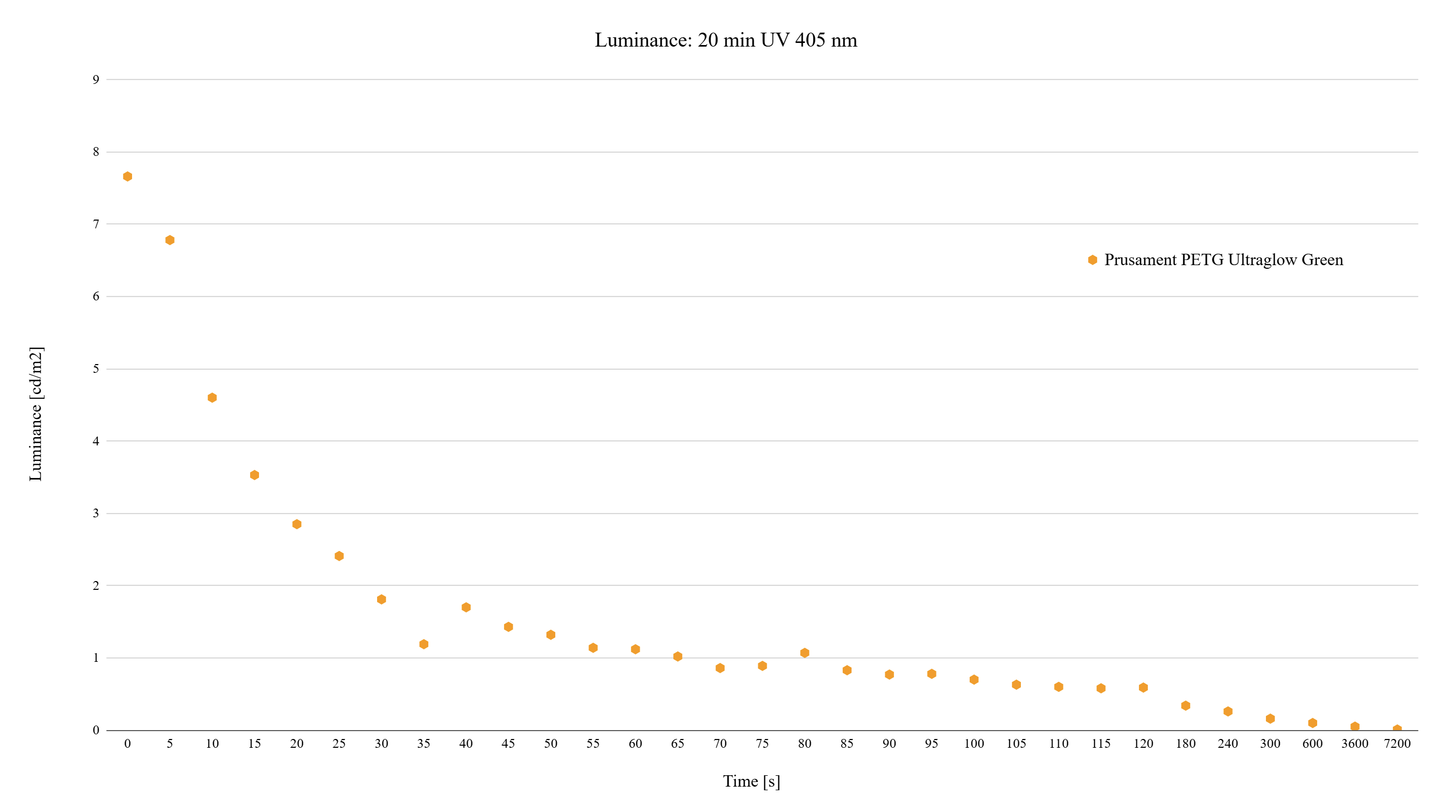
Intensidad del brillo medida a lo largo del tiempo.