Sie haben es wahrscheinlich schon geahnt, aber das PEI 1010 ist nicht gerade ein „Plug and Print“-Material wie unsere grundlegenden Prusamente (PLA, PETG...). Obwohl wir unser Bestes tun, um unsere Filamente so einfach wie möglich zu drucken, gibt es dennoch gewisse physikalische Einschränkungen.
Notwendige Hardware
Der Schmelzpunkt dieses Materials ist sehr hoch und damit auch die Drucktemperatur, so dass Sie einen geschlossenen und aktiv beheizten 3D-Drucker wie den Prusa Pro HT90 benötigen.
Die Feuchtigkeitsaufnahme ist extrem schnell und schwer rückgängig zu machen - Sie benötigen einen professionellen Trockner (Ofen) und eine geeignete Trockenbox oder einen Trockner, der direkt an einen Drucker angeschlossen werden kann. Die Spule, die ohne Trockenbox im Freien platziert wird, absorbiert die Feuchtigkeit innerhalb von wenigen Minuten. In einer passiven Trockenbox (nur mit Kieselgel) macht sich der Unterschied nach etwa einem halben Tag bemerkbar und nach mehreren Tagen wird das Filament praktisch unbedruckbar.
Schließlich ist auch die Haftung auf der Druckoberfläche sehr hoch - hier benötigen Sie eine spezielle Trennschicht wie den MagiGoo HT. Um eine gute Druckbarkeit zu gewährleisten, haben wir die folgenden Geräte entwickelt und ausgewählt, die perfekt funktionieren sollten, aber Sie können auch andere Geräte mit ähnlichen Eigenschaften verwenden:
- Prusa Pro HT90 mit HT-Hotend - Drucker, der bei 410 °C für die Düse, 150 °C für das Heizbett und mindestens 90 °C für das Gehäuse arbeiten kann
- Memmert UF30 Filament Dryer, der die Temperatur von 150 °C 6-8 Stunden lang stabil halten kann
- Prusa Pro Filament Drybox kann während des Druckens an den 3D-Drucker angeschlossen werden
- HT90 strukturiertes pulverbeschichtetes Stahlblech oder HT90 PA Nylon pulverbeschichtetes Stahlblech
- MagiGoo HT - spezielle hochtemperaturbeständige Trennschicht, die vor dem Drucken auf die Druckoberfläche aufgetragen wird (nur für strukturiertes Blech erforderlich)
Schritt für Schritt zum erfolgreichen Drucken
Nun, hier ist ein Prozess, den Sie durchführen sollten, um erfolgreich mit Prusament PEI 1010 zu drucken:
- Heizen Sie den Trockner (Ofen) auf 150 °C vor und legen Sie die PEI 1010-Spule ein. Trocknen Sie das Filament bei 150 °C für 6-8 Stunden.
- Bereiten Sie die Trockenbox vor: Das Trockenmittel im Inneren sollte nicht verbraucht sein (siehe Farbe des Trockenmittels). Wenn es verbraucht ist, ersetzen Sie es durch frisches Trockenmittel.
- Nach dem Trocknen des Filaments bringen Sie es sofort in die Trockenbox. Das ist entscheidend, da das PEI nach einigen Dutzend Minuten Feuchtigkeit aufnehmen kann!
- Bereiten Sie den HT90 Drucker vor. Der Drucker sollte einen HT-Druckkopf montiert haben - ersetzen Sie den Druckkopf, wenn der High-Flow montiert ist. Überprüfen Sie das Druckblech - PEI 1010 sollte nur auf dem Druckblech mit strukturierter Pulverbeschichtung und dem Druckblech aus PA-Nylon gedruckt werden.
- Wenn Sie auf dem texturierten, pulverbeschichteten Druckblech drucken, verteilen Sie eine dünne, gleichmäßige Schicht MagiGoo HT auf der Druckoberfläche. Es ist nicht notwendig, MagiGoo auf das PA Nylon Druckblech aufzutragen.
- Heizen Sie den HT90 vor (Düse: 410 °C, Heizbett: 150 °C, Kammer: 90 °C) und legen Sie das Filament ein. Beachten Sie, dass das Filament geschlossen in der Trockenbox bleiben sollte. Es sollte nur über den PTFE-Schlauch mit dem Drucker verbunden werden.
- Slicen Sie das Modell mit dem originalen PrusaSlicer Profil. Andere Profile funktionieren möglicherweise nicht richtig.
- Drucken Sie!

Nur eine dünne Schicht MagiGoo HT ist notwendig
Wenn alles richtig gemacht wird, sollte der Druck einen schönen glänzenden, transparenten, bernsteinfarbenen Look haben, ohne Fäden zu ziehen und nachzulaufen.

Beispiel für ein schönes 3D-gedrucktes Teil aus PEI ohne offensichtliche Fehler.
Auswahl des richtigen Modells
Schließlich sollten Sie wissen, dass das Prusament PEI 1010 dazu neigt, sich während des Druckens stark zu verziehen. Das bedeutet nicht, dass Sie nur die kleinstmöglichen Teile drucken sollten, aber es ist etwas, das Sie beim Entwerfen und Slicen der Modelle berücksichtigen sollten. Wir haben unser Bestes getan, um das Filament so einfach wie möglich druckbar zu machen, aber dennoch erfordert die Arbeit mit solchen Filamenten etwas Erfahrung und Wissen. Was Letzteres betrifft, so finden Sie hier ein paar Tipps, um das Beste daraus zu machen:
- Berücksichtigen Sie die Größe des gedruckten Objekts. Der Verzug ist bei den größten Drucken am größten. Das bedeutet, dass das Drucken eines Objekts, das die Abmessungen eines ganzen Bettes hat, möglicherweise nicht die beste Wahl ist. Wir empfehlen, kleine bis mittelgroße Teile zu drucken, um die besten Ergebnisse zu erzielen.
- Druckunterlagen mit engen Winkeln, wie z.B. quadratische Formen (oder schmalere), neigen dazu, sich viel stärker zu verziehen als runde Formen. Das beste Modell ist dasjenige, das eine flache runde Basis auf der Druckfläche hat. Vergessen Sie nicht, dies beim Entwerfen und Slicen eines Modells zu berücksichtigen.
- Unabhängig von der Größe empfehlen wir immer, das PEI 1010 mit einem Rand zu drucken. Dadurch wird das Problem des Verziehens deutlich reduziert.
Häufigste Fehler
Zuletzt wollen wir Ihnen einige der häufigsten Fehler zeigen, die auf dem folgenden 3D gedruckten Teil zu sehen sind:
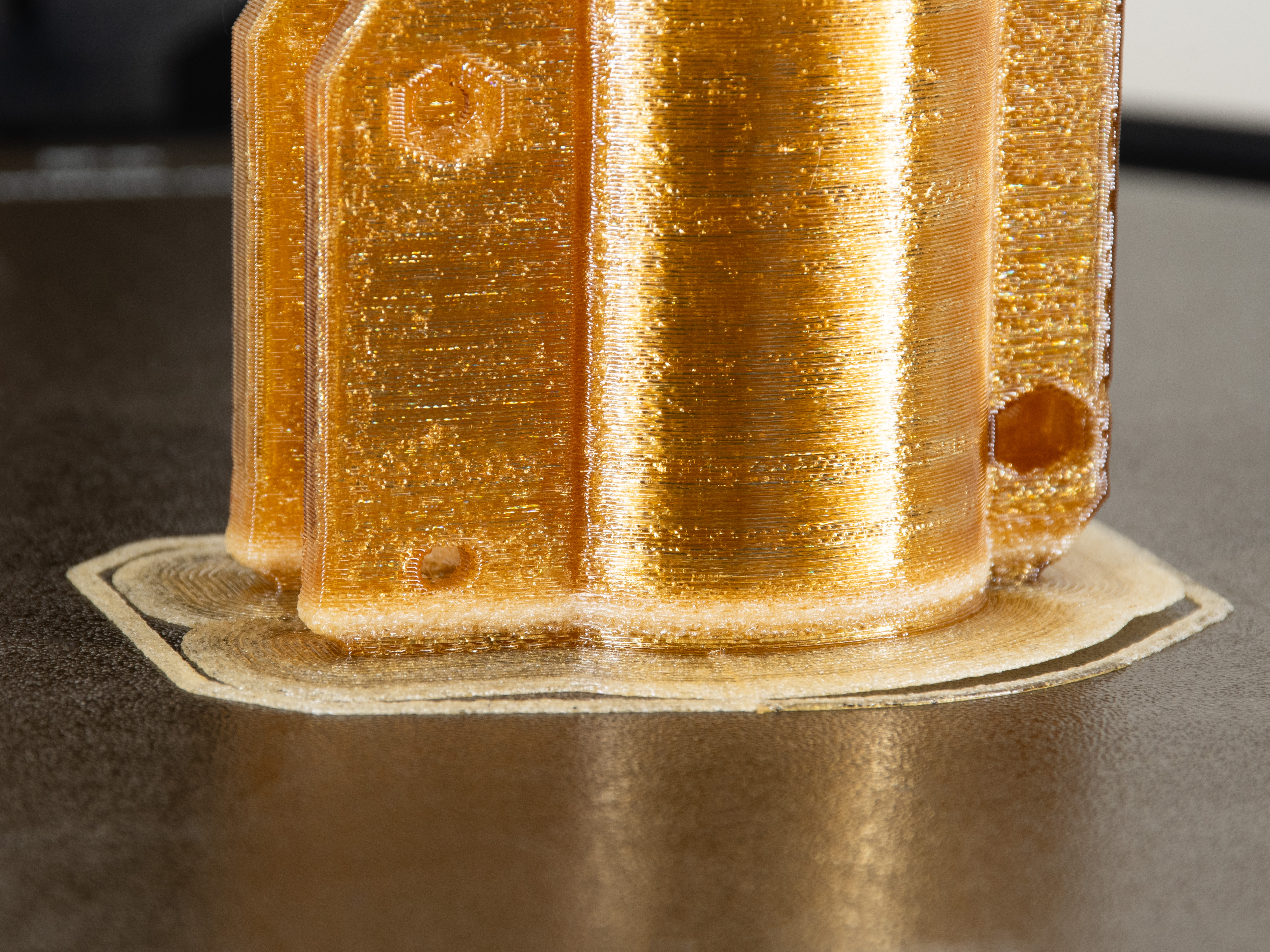
- Das Filament ist nicht trocken - das macht sich vor allem im unteren Teil bemerkbar, wo das extrudierte Material eine „schaumige“ Struktur hat, das Modell verliert seine gewünschten dimensionellen Eigenschaften und auch die mechanische Festigkeit.
- Dieses Modell wurde mit einem anderen als dem empfohlenen PrusaSlicer-Profil gedruckt. Deshalb ist das Modell voller Hohlräume (Blasen), die in jeder Schicht spürbar sind und die mechanischen Eigenschaften des Modells erheblich beeinträchtigen.
- Dieses Modell war auch voller Fäden (auf dem Foto oben nicht sichtbar), was auf die oben erwähnten Fehler zurückzuführen ist.
- Beachten Sie den Verzug: Das Modell löste sich sogar mit dem Rand vom Druckblech ab. Dafür gibt es drei Gründe. Erstens ist das Modell nicht exakt rund und kompakt. Die Form ist nicht ideal, aber ein größerer Rand könnte helfen. Zweitens neigt das nasse Filament dazu, sich mehr zu verziehen und weniger an der Druckoberfläche zu haften als das trockene. Und schließlich haben wir zu viel MagiGoo HT auf die Oberfläche aufgetragen.