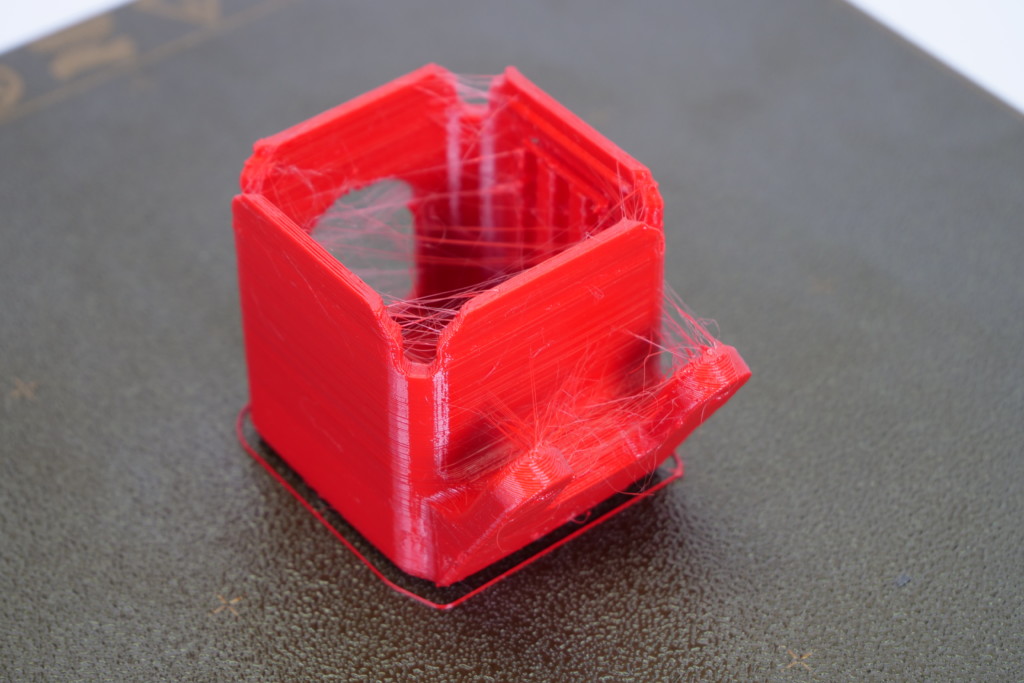
Stringování nebo odkapávání filamentu z trysky (oozing), známé také jako "chlupatý tisk", je název pro jev, kdy zůstávají na vytištěném modelu malé nitky filamentu. K tomu obvykle dochází, když filament stále ještě vytéká z trysky, zatímco extruder se už přesouvá k jinému objektu. Můžete to vidět jako jemný vlas filamentu mezi objekty.
Tento problém je způsoben příliš vysokou teplotou tisku a/nebo využitím nesprávného nastavení retrakce. Toto lze však vyřešit změnou několika nastavení v PrusaSliceru a kontrolou hardwaru.
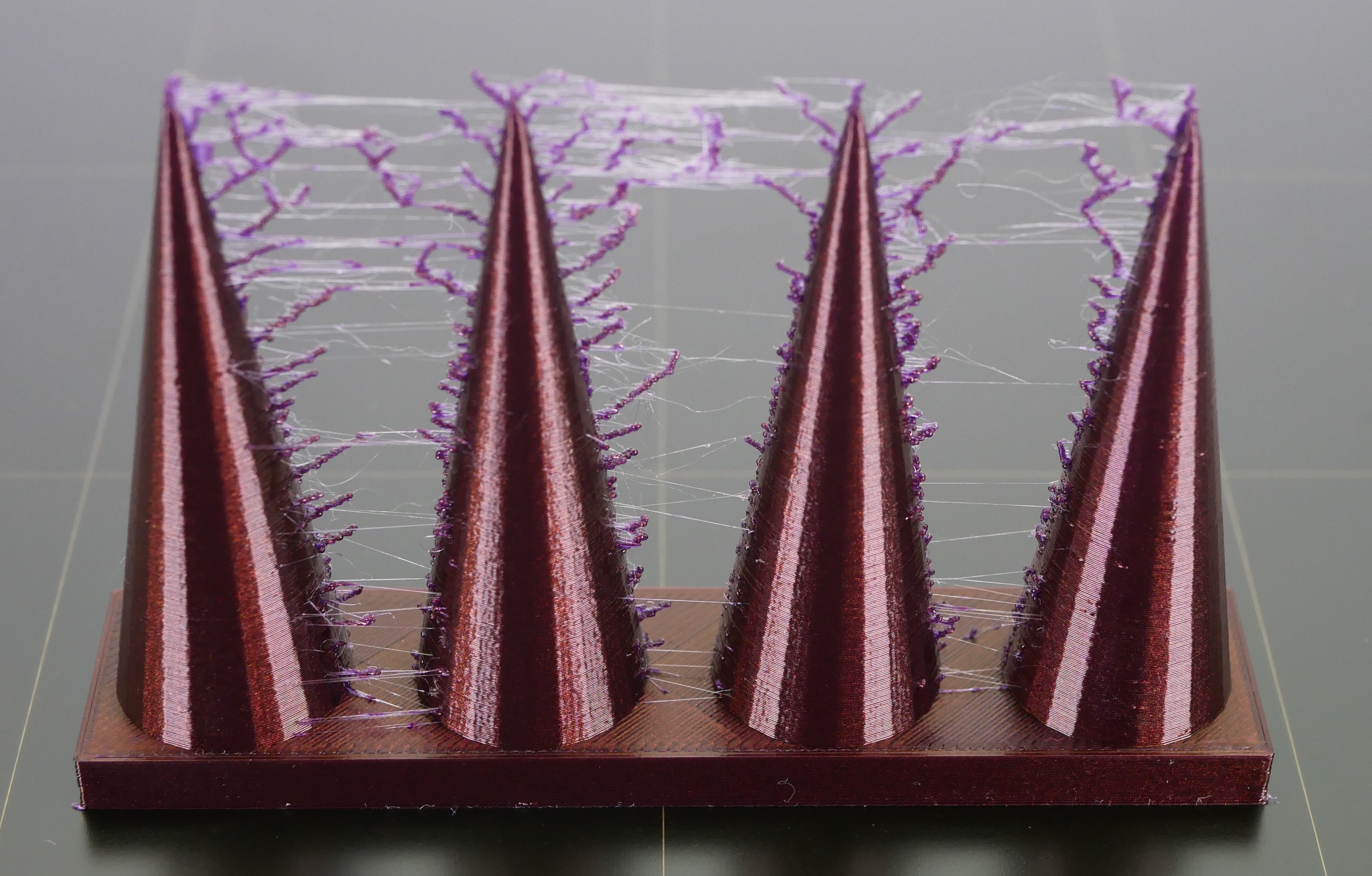 |  |
Stringování materiálu zbylého na trysce
Pokud tisknete dlouhou dobu z jednoho typu filamentu, jako je například PET-G, může filament na trysce vytvořit tenkou vrstvu. To může způsobit stringování, které vypadá jako chlupy přichycené k povrchu tisku. Proto trysku před tiskem důkladně očistěte a ujistěte se, že z trysky byly odstraněny všechny nečistoty nebo zbytky předchozích filamentů.
Nastavení v PrusaSliceru
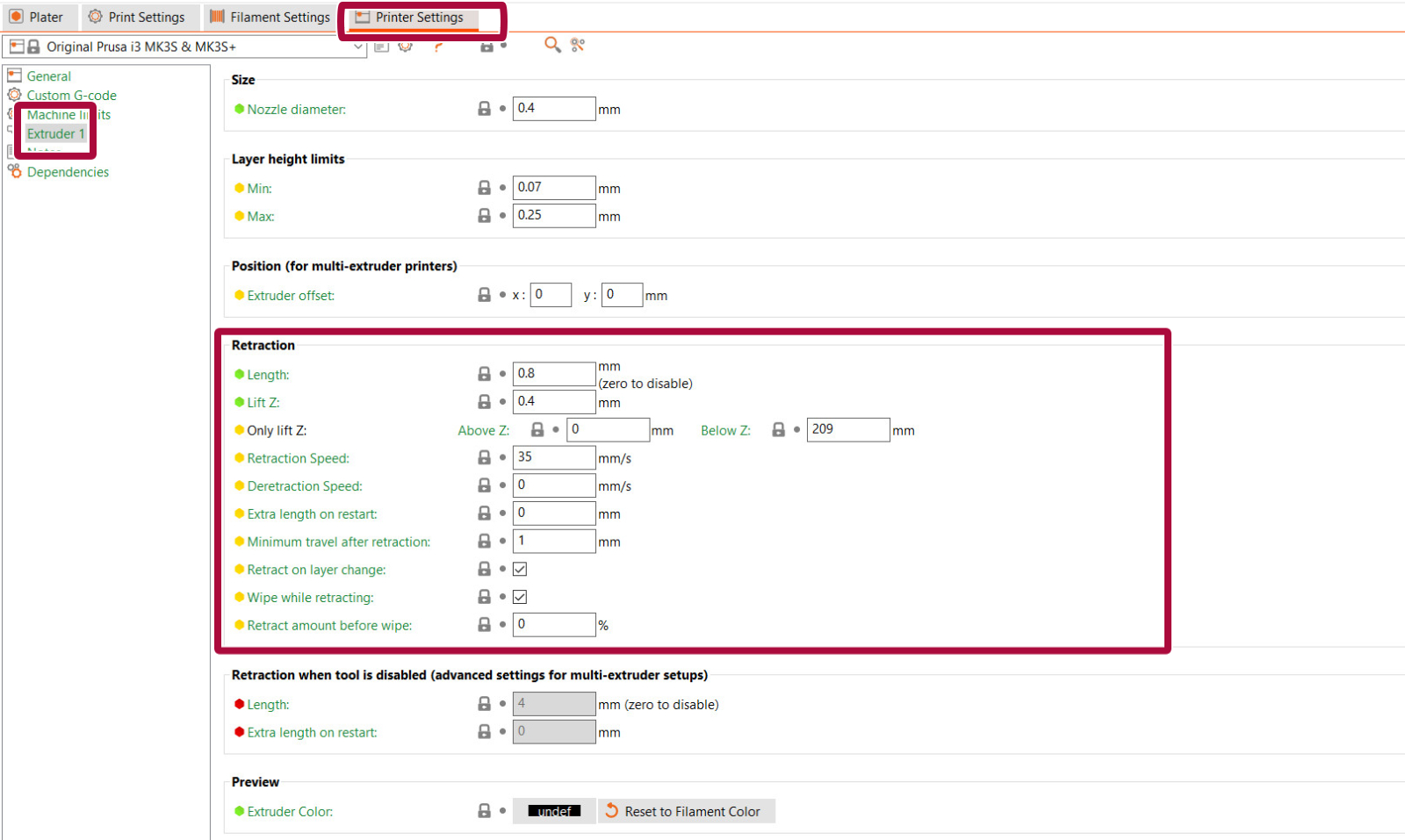
Měli byste začít kontrolou parametru zvaného Retrakce. Co retrakce dělá? Když extruder dokončí tisk jedné části/objektu vašeho G-code, vtáhne filament zpět do trysky. Jakmile se extruder přesune na další místo, proces tisku pokračuje - filament je vytlačen zpět a začíná znovu extrudovat z trysky. Nastavení retrakce naleznete v PrusaSliceru v Nastavení Tiskárny -> Extruder 1.
Flexibilní filamenty potřebují obvykle delší retrakci, protože se materiál v průběhu vtahování do trysky natahuje. Flexibilní materiály jsou zvláštní případ a mohou vyžadovat hodně ladění a úprav nastavení.
Nastavení pro Retrakci jsou následující:
- Délka Retrakce Při spuštění retrakce se filament zatáhne zpět o zadanou hodnotu. Na tiskárnách MK2.5/S a MK3/S/+ by měla být délka Retrakce maximálně 2 mm.
- Zvednout Z: zvedá extruder během pohybu. Nastavení tohoto parametru na nižší hodnotu zlepší stringování. Pamatujte, že vypnutí této fukce může způsobit narážení trysky do tisknutého modelu.
- Rychlost retrakce: Otáčky motoru extruderu při retrakci. Vyšší hodnota zlepšuje stringování, ale pokud je příliš vysoká, může dojít k vynechání kroků v motoru.
- Minimální dráha extruderu po retrakci: Velikost pohybu, která vyvolá retrakci (mm). Přednastavená hodnota v PrusaSlicer je 1 mm, což je nízká hodnota. Zvýšením hodnoty tohoto parametru dosáhnete nižších časů tisku, ale zvýšíte stringování a odkapávání.
- Retrakce při změně vrstvy: Vyvolá retrakci při změně vrstvy na další. Doporučujeme ponechat tento parametr zapnutý.
- Očistit při retrakci: Přemístí trysku při retrakci. Doporučujeme ponechat tento parametr zapnutý.
- Délka retrakce před očištěním: Tato možnost provede rychlou retrakci před spuštěním očištění. Vhodnější pro tiskárny Original Prusa MINI/MINI+.
Další nastavení ovlivňující retrakci:
- Retrakce pouze při křížení perimetrů: (Nastavení tisku -> Výplň -> Pokročilý): Zakáže retrakci, pokud dráha nepřesahuje perimetr horní vrstvy. Případné odkapávání filamentu se bude odehrávat uvnitř stěn a mělo by být neviditelné.
- Vyhněte se pohybu po perimetrech: (Nastavení tisku -> Vrstvy a perimetry -> Kvalita): Optimalizuje pohyby tak, aby docházelo k co nejmenšímu křížení perimetrů. Takto se sníží stringování, obzvlášť u tiskárny MINI/MINI+.
- Sekvenční tisk: (Nastavení tisku -> Možnosti výstupu -> Sekvenční tisk): Při tisku každého objektu zvlášť je menší pravděpodobnost, že dojde k stringování mezi jednotlivými částmi. Při použití této funkce vás PrusaSlicer upozorní na možnost kolize extruderu s již vytištěným dílem, pozorně sledujte tisk.
- Teplota trysky: (Nastavení filamentu -> Filament -> Tryska): Snížením teploty omezíte výskyt stringování. Zkuste snížit teplotu trysky o 5 - 10 °C a zkontrolujte, zda stringování neubylo.
Filament
Zkuste použít jinou cívku než tu, která způsobuje stringování. Filament mohl zvlhnout, což často způsobuje velké stringování.
Hotend
Stringování v trysce může být způsobeno problémem s odvodem tepla v trysce. Zkuste znovu aplikovat teplovodivou pastu na závity mezi heatbreakem a chladičem.
Pokud jste v nedávné době měnili některou součástku v hotendu, je možné, že některé jednotlivé díly nejsou na svém místě. Projděte si sestavu hotendu a zkontrolujte, zda se některé díly neliší od návodu.
Dost bylo ladění, podejte mi horkovzdušnou pistoli!
Pokud se vám nechce ladit nastavení, pak existuje jiná alternativa. Můžete se zbavit stringů pomocí horkovzdušné pistole (nebo i zapalovače - ale buďte velmi opatrní). Nastavte horkovzdušnou pistoli asi na 200 °C a zaměřte ji na stringy po dobu jedné až dvou sekund. To je roztaví, aniž by došlo k poškození výtisku.
2 komentáře
Dobrý den. Především perfektně vyčistěte a odmastěte tiskovou plochu pomocí IPA, případně jaru na nádobí a vody. Dobře zkalibrujte první vrstvu a bude to fungovat jak má.