Pokud vaše tiskárna náhle přestane vytlačovat filament, nicméně pokračuje v tiskových pohybech bez nahlášení jakékoliv chyby, stali jste se nejspíš obětí tzv. "heat creep".
Jak to vypadá
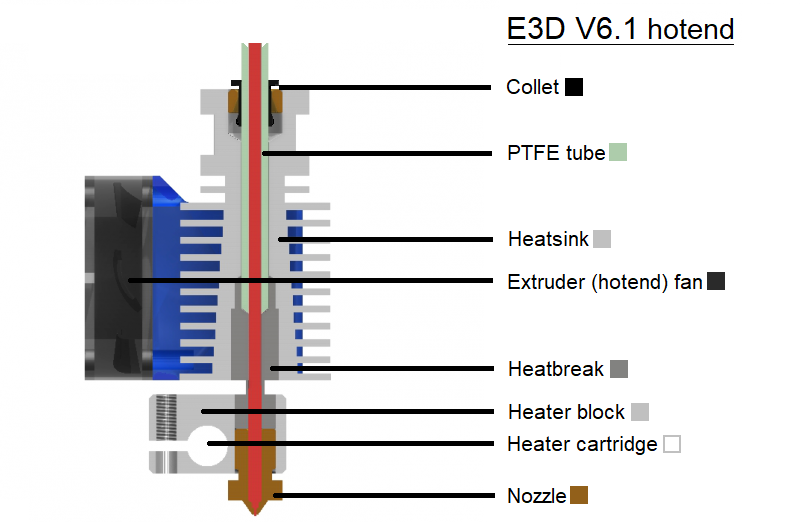
Obecně řečeno za "heat creep" označujeme situaci, kdy se komponenty hotendu nad topným blokem příliš zahřejí. Za normálních okolností se filament začíná tavit těsně nad tryskou. Když se ale heatbreak zahřeje příliš, teplo stoupá nahoru skrz hotend nerovnoměrně, filament se začne výše uvnitř hotendu tavit a způsobí ucpání. Motor extruderu brousí do filamentu a může dokonce vydávat zvuky jako je "klikání" nebo "tikání" jak se snaží tlačit filament dolů do extruderu.
Jak to spravit
Nejčastějčí příčiny:
- Pokojová teplota přesahuje 35 °C (30 °C pro některé typy filamentů) nebo je tiskárna v uzavřeném boxu.
- Filament, který používáte, obsahuje kovové částice, které vedou teplo hotendem vzhůru.
- Teplota hotendu je nastavena příliš vysoko.
- Přenos tepla mezi tryskou, heatbreakem a chladičem (heatsinkem) je nedostatečný.
- Chladič nemá dostatečný přívod vzduchu.
- Tryskou neproudí dostatek filamentu nebo neproudí dostatečně rychle.
Jak tomu zabránit
Poté co jste vyčistili hotend, projděte si seznam tipů níže, abyste tomuto problému zabránili do budoucna.
Sestavení extruderu
Mezera mezi tryskou a topným blokem
Ve všech sestavených hotendech E3D v6.1 by mezi topným blokem a šestiúhelníkovou hlavou trysky měla být mezera asi 0,5 mm. Je důležitá pro proudění tepla v hotendu. Když budete trysku šroubovat k topnému bloku, měli byste ji pořádně utáhnout, ale v žádném případě byste se neměli ji snažit utáhnout tak, aby se hlava trysky dotýkala topného bloku.
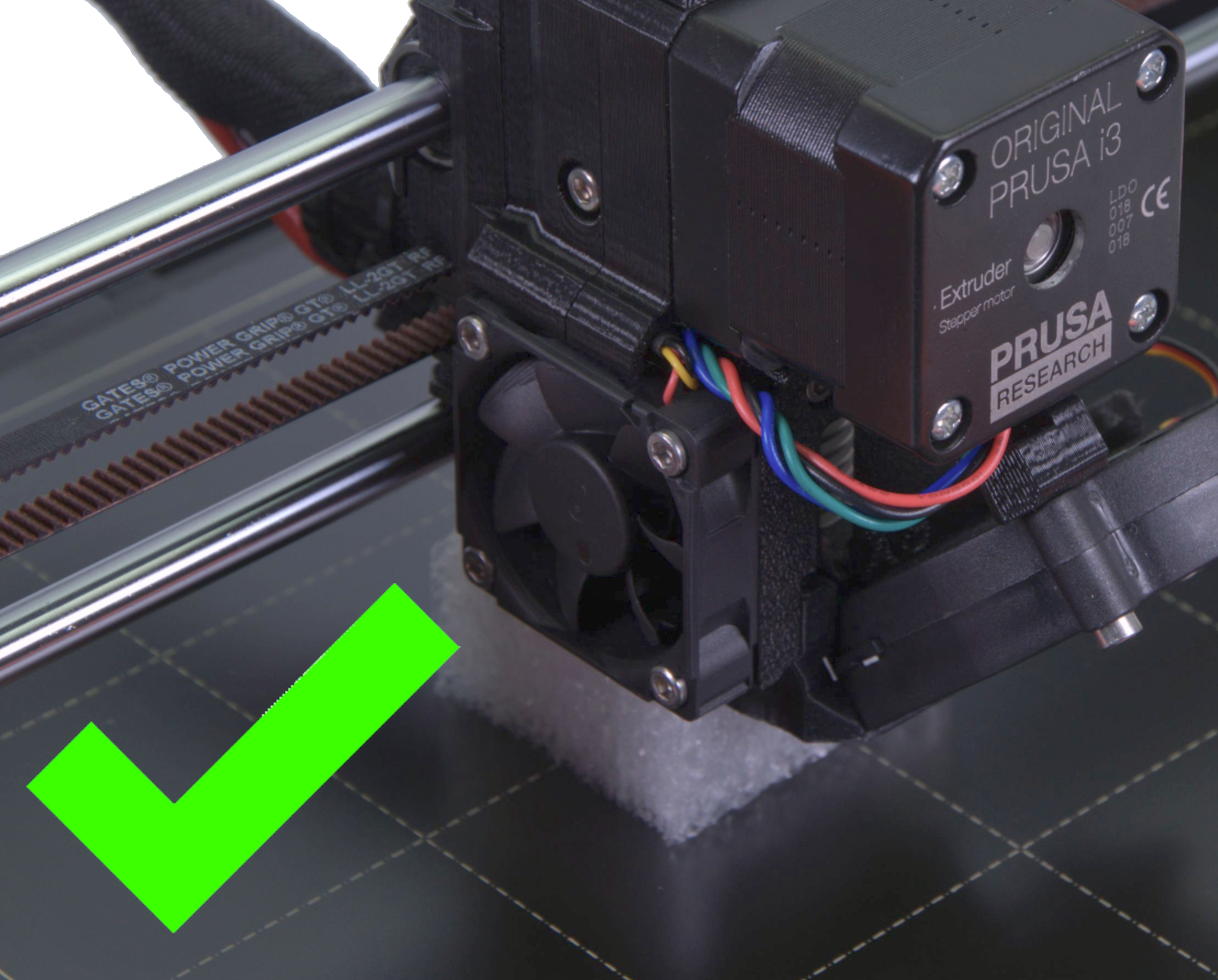
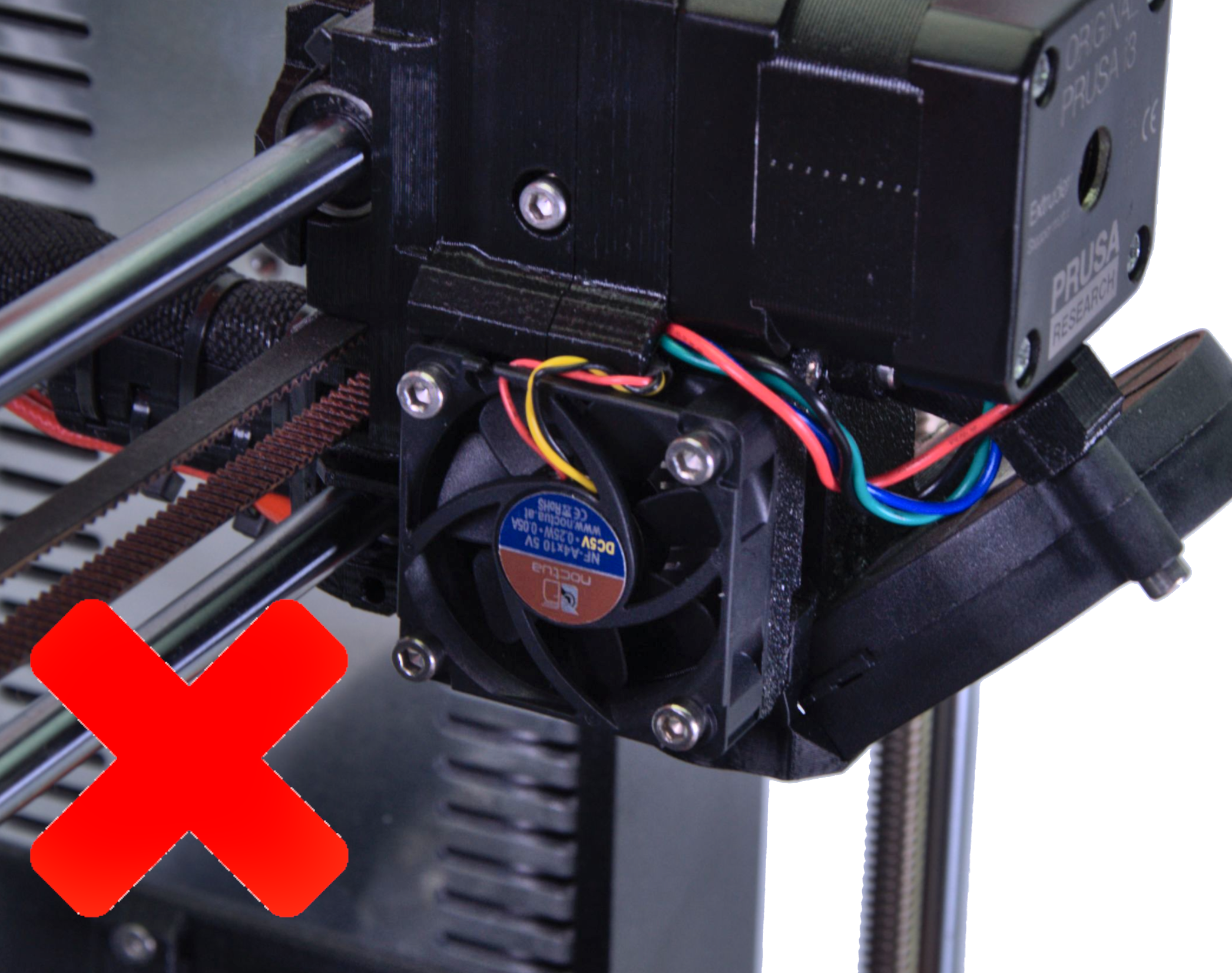
Zkontrolujte ventilátor extruderu
Asi je vám jasné, že chladící ventilátor musí pracovat bezvadně, aby mohl dostatečně ochlazovat chladič. Předně se proto ujistěte, že na ventilátoru nevidíte nálepku - to by znamenalo, že je namontovaný opačně. Když se ventilátor točí, musí hnát vzduch dovnitř, nikoliv ven..
Pokud je ventilátor namontovaný správně, zkontrolujte, zda se točí dostatečně rychle. Během tisku to zjistíte přes LCD menu -> Podpora -> Extruder info -> Rychlost vent.. Hodnota otáček (RPM) pro tiskový ventilátor (ventilátor trysky) by měla být mezi 4000 a 4400.
 |  |
Přítlačná kladka (idler) a podávací kolečka Bondtech
Příliš nízké nebo příliš vysoké napětí na pružině přítlačné kladky může také způsobovat problémy s vytlačováním filamentu. Pokud je přítlačný šroub příliš povolený, kolečka nemohou zachytit filament a motor může začít přeskakovat. Pokud je přítlačný šroub příliš utažený, zuby na kolečkách mohou filament obrousit a zadřít se. Proto kolečka vždy udržujte v čistotě!
Chladič nesmí být zaprášený
Chladič zajišťuje, aby se při průchodu filament příliš nezahříval. Po mnoha hodinách tisku se na žebrech chladiče může hromadit jemný prach, který snižuje efektivitu chladiče při odvodu tepla. Jednoduchý způsob, jak toto vyřešit je odmontovat chladící ventilátor hotendu (čtvercový ventilátor na levé straně extruderu) a vyfoukat prach stlačeným vzduchem. Když už budete v tom, můžete rovnou profouknout i samotný ventilátor.
Zkontrolujte, že PTFE trubička je plně zasunutá do hotendu
Je velmi důležité zajistit, aby PTFE trubička uvnitř hotendu správně seděla s okrajem heatbreaku. Pokud jste aktuálně PTFE trubičku vytáhli z chladiče, je vždy dobré překontrolovat že pevně drží na místě a a nehýbe se nahoru nebo dolů. Naštěstí i na to máme návod, najdete ho tady.
Přidejte na heatbreak teplovodivou pastu
Zejména pokud jste hotend rozebírali kvůli čistění, tak předtím, než jej složíte zpátky, nezapomeňte na závit heatbreaku, který je v kontaktu s chladičem, použít teplovodivou pastu (stejný typ, jaký se používá pro počítačové procesory). Teplovodivou pastu můžete koupit v našem e-shopu. Případně můžete použít jakoukoliv jinou vysoce kvalitní teplovodivou pastu. Takhle by heatbreak měl vypadat s dostatkem teplovodivé pasty. Podívejte se na tohoto průvodce (pro MK3S/MK2.5S/MMU2S, pro MK3/MK2.5 máme samostatný návod) abyste zjistili jak rozebrat extruder a hotend.

Nastavení tisku
Snižte teplotu vyhřívané podložky
Teplo stoupající od vyhřívané podložky může přispívat k přehřívání částí extruderu. Zejména (but ale nejen) v případě tisku s PLA můžete snížit teplotu vyhřívané podložky v PrusaSliceru o 5 až 10 stupňů. V PrusaSliceru, jděte do Nastavení filamentu -> Filament a upravte teplotu v poli Teplota °C.
Můžete to také provést během tisku, a to přes LCD menu -> Ladit -> Bed (kde změníte hodnotu otočením hlavního tlačítka), ale v tom případě to udělejte dříve, než bude dokončena první vrstva. Jinak může náhlá změna teploty tisk zkroutit.
Zvětšete výšku vrstvy
Tisk tenkými vrstvami potřebuje velmi málo filamentu, takže tryskou proudí jen malé množství. To umožňuje teplu aby stoupalo extruderem. Jednoduchý trik jak to otestovat je například tisknout s výškou vrstvy 0,15 mm nebo 0,20 mm. Pokud nepotřebujete nějak zvlášť jemný tisk, tiskněte raději silnějšími vrstvami.
Zvyšte rychlost tisku
Pomalý tisk může způsobovat heat creep ze stejného důvodu, jako tisknutí tenkých vrstev. Zvýšení rychlosti tisku o 10 % může pomoct. Nedoporučujeme ale překračovat 200 mm/s pro rychlost tisku výplně při vrstvách silných 0,20 mm a méně.