Hotend na 3D tiskárně se může ucpat. Tento článek vysvětluje nejčastější příčiny tohoto problému, které jsou obvykle stejné bez ohledu na typ nebo model tiskárny. V dalším samostatném článku máme tipy, jak ucpání předcházet.
Jak to vypadá
Nejviditelnějším příznakem je, že filament nevytéká z trysky. Pamatujte však, že se hotend může také ucpat jen částečně. Částečné ucpání se obvykle odhalí během tisku, a to i poté, co se vám povedlo zavést nebo vyjmout filament.
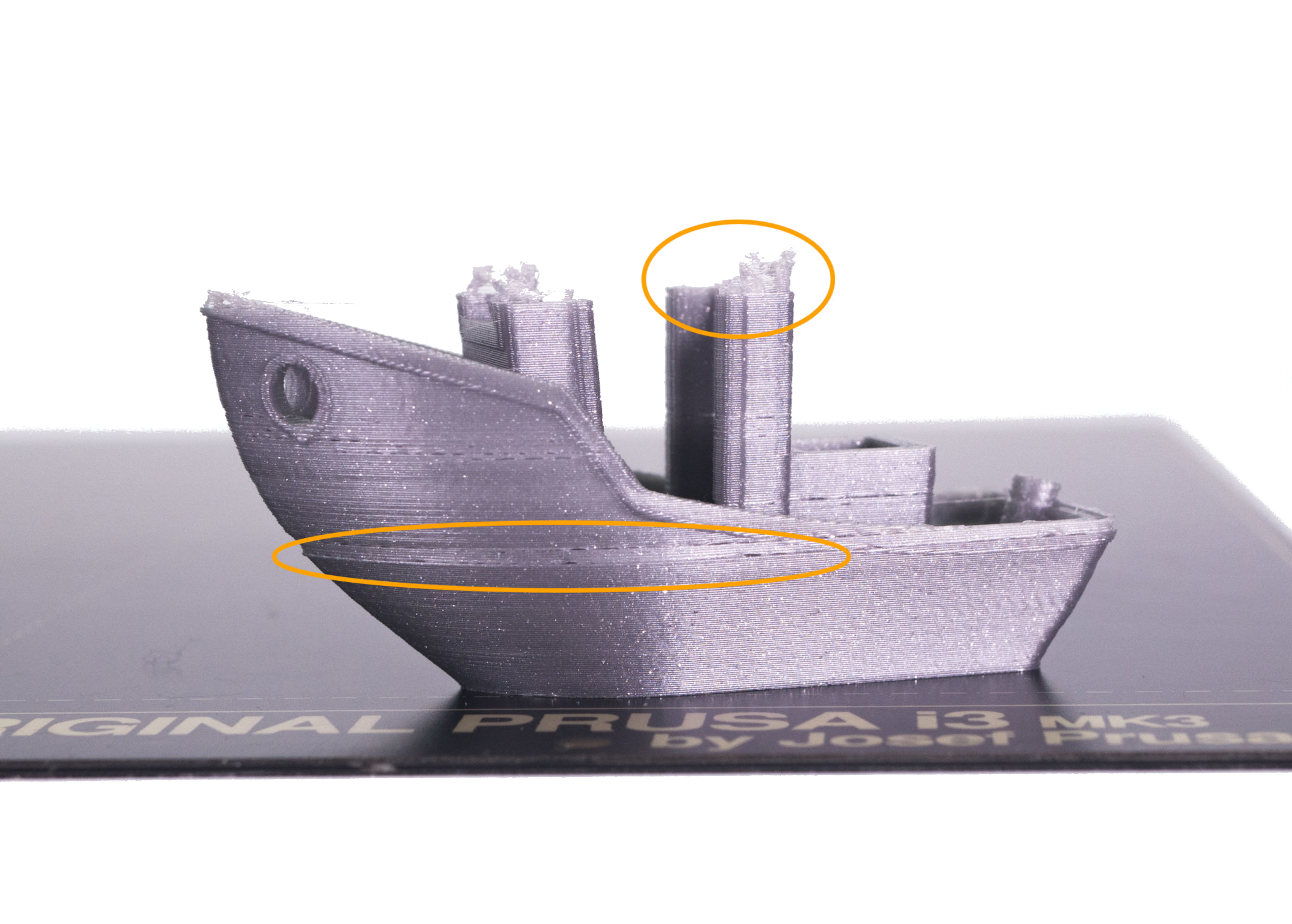
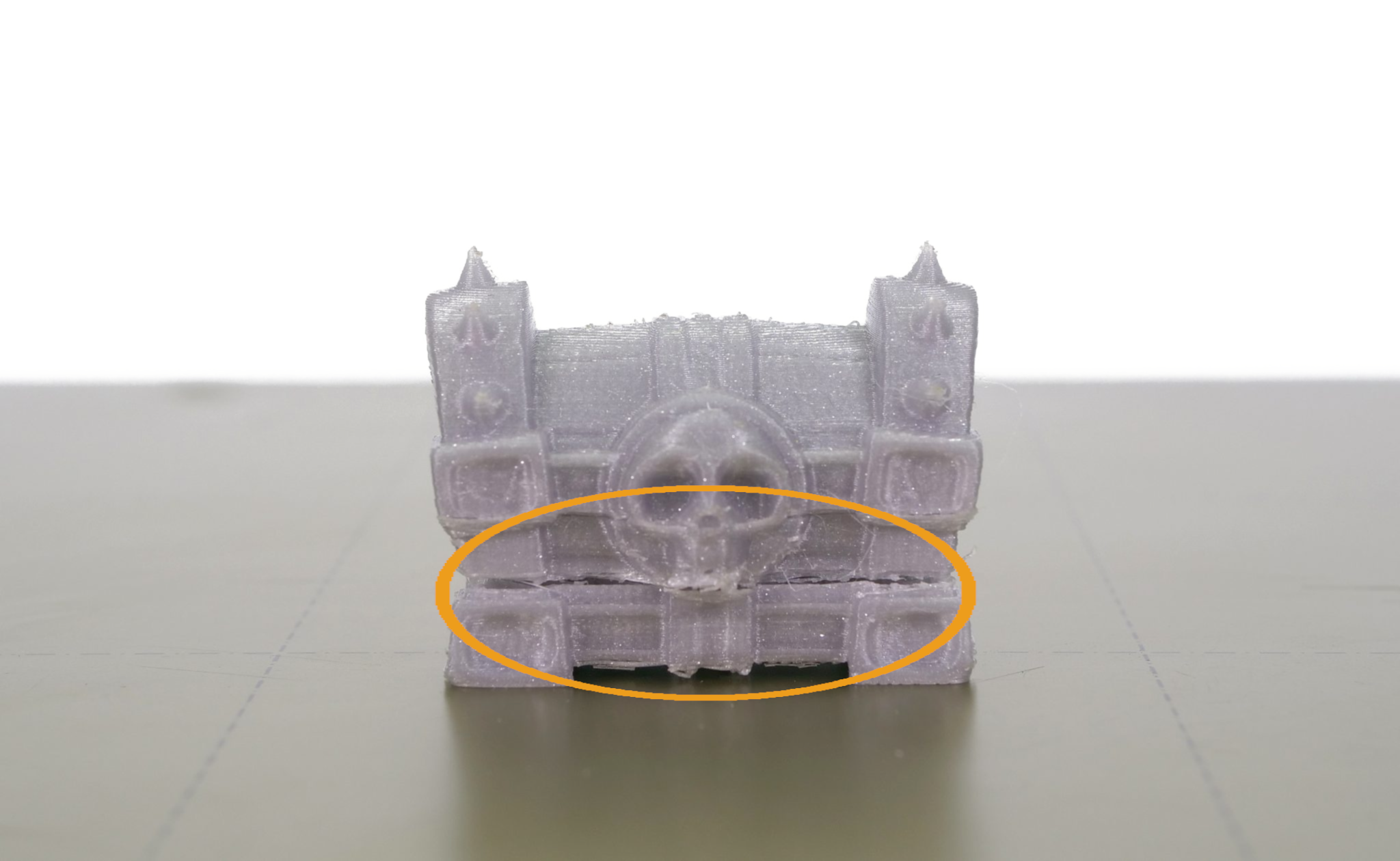
Prvotní známky toho, že se tryska začíná ucpávat, jsou:
- Filament se neextruduje z trysky konzistentně.
- Vytištěné linky jsou tenčí než by měly být a nedrží na tiskové podložce.
- Vytlačený filament se vlní směrem vzhůru a lepí se na trysku
Dalším běžným znakem je, že z extruderu slyšíte cvakavé nebo tikající zvuky. Cvakavý zvuk extruderu znamená, že krokový motor musí vyvinout větší sílu než je specifická přednastavená prahová hodnota a přeskočí zpět o jeden nebo více kroků.
 |  |
Jak to opravit
K dispozici jsou tři hlavní způsoby řešení tohoto problému. Chcete-li zvolit správnou metodu, zkontrolujte, zda je nebo není možné zavést / vyjmout filament. Částečné ucpání lze obvykle roztavit, anebo vytáhnout za studena. Složitější ucpání, které dokonce brání zavedení a vyjmutí filamentu volá o použití třetí metody popsané níže.
Než začnete s některou z těchto metod, vyjměte filament a vyjměte jej z extruderu. Pro usnadnění práce zvedněte nahoru hlavu extruderu v LCD nabídce -> Nastavení -> Posun osy -> Posunout Z-osu.
Vytažení za studena (Cold pull)
Cold pull bývá dobrý začátek při řešení ucpání. Pokud lze filament bez problémů zavést a vyjmout, a přesto se při tisku stále vyskytují potíže, vyčistěte vnitřek hotendu pomocí Cold pull (MK3/S/+, MK2.5/S, MK3.5/S) techniky.
Vytlačení ucpání
Pokud není možné filament zavést, zkuste nejdříve změkčit ucpání zvýšením teploty trysky a poté jej vytlačit.
Abyste předešli komplikacím, nejprve vypněte AutoZavedení filamentu v LCD Menu -> Nastavení -> F. autoload,.
- Zvolte LCD Menu -> Nastavení -> Teplota -> Tryska. Pokud tisknete z PLA, nastavte teplotu trysky na 260 °C, nebo na 280 °C, pokud používáte PETG, či ABS.
- Jakmile tryska dosáhne požadované teploty, počkejte 2 minuty - filament by měl začít vytékat / odkapávat.
- Zatlačte přiloženou akupunkturní jehlu (o průměru 0,3 mm až 0,35 mm) zespodu do trysky. Zasuňte ji do hloubky 1-2 cm, aby pomohla uvolnit ucpání. Nikdy ji nazasouvejte zeshora a nezavádějte filament, dokud je jehla zasunuta v trysce.
- Pokud ani toto nepomohlo, zkuste použít 1,5 mm silný, 100 mm dlouhý, rovný, tuhý kovový drát: vložte jej do hotendu, abyste viděli, kam až může zajít, zatlačte na něj a snažte se tlačit filament dolů do trysky a poté vytáhnout ven. Můžete také použít nejmenší z přiložených imbusových klíčů. Nejsou však příliš dlouhé, takže sejměte kryt senzoru filamentu, abyste dosáhli dále.
Zkuste pak zavést PLA filament, nová struna by měla vytlačit zbytek zaseknutého materiálu z trysky.
Vyčistěte součásti hotendu
Pokud jste neuspěli, je důležité určit, kde přesně se ucpání nachází. Jak již bylo řečeno, ucpaný hotend není to samé, co ucpaná tryska: materiál může být zaseknutý i nad ní.
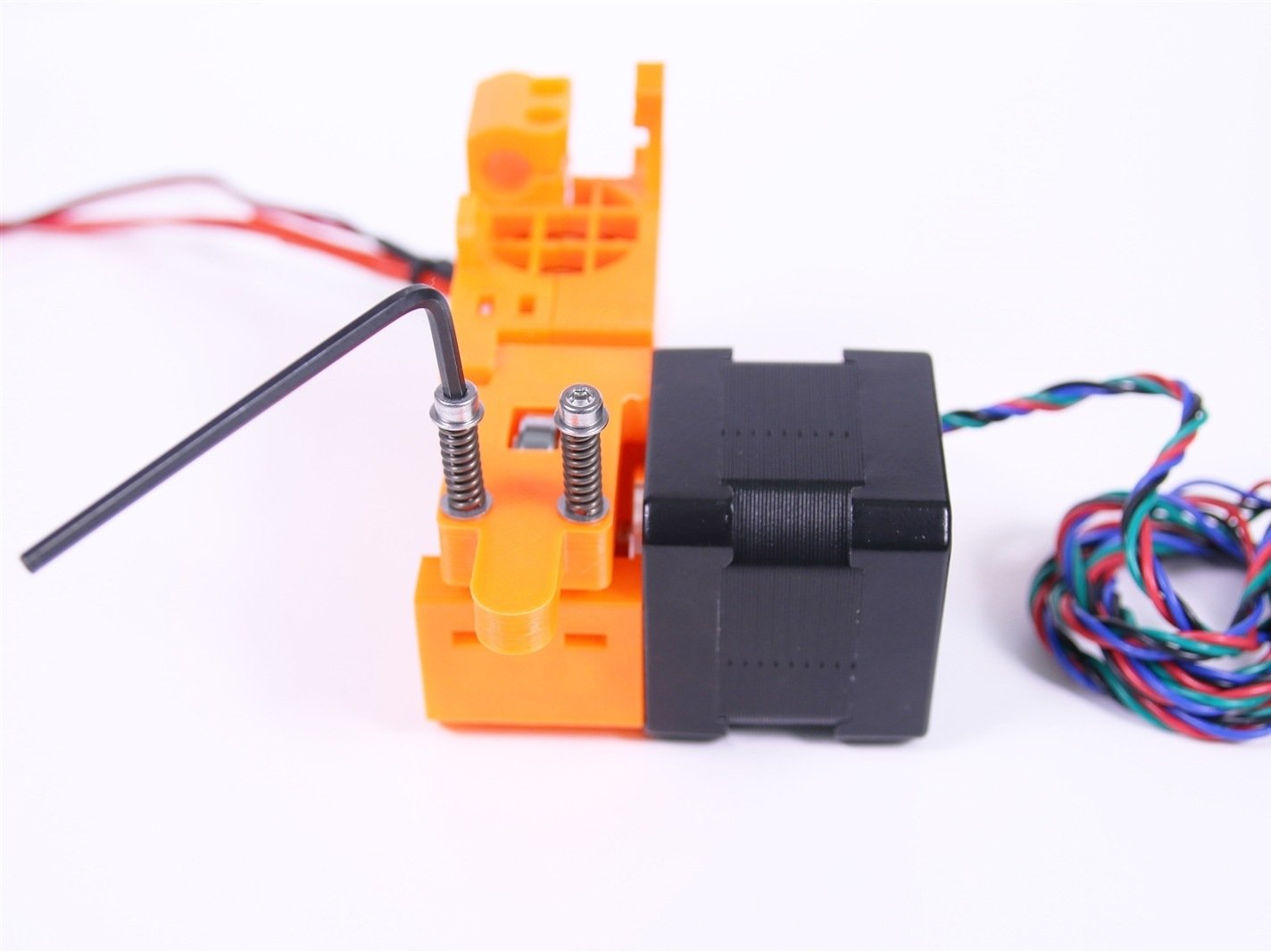
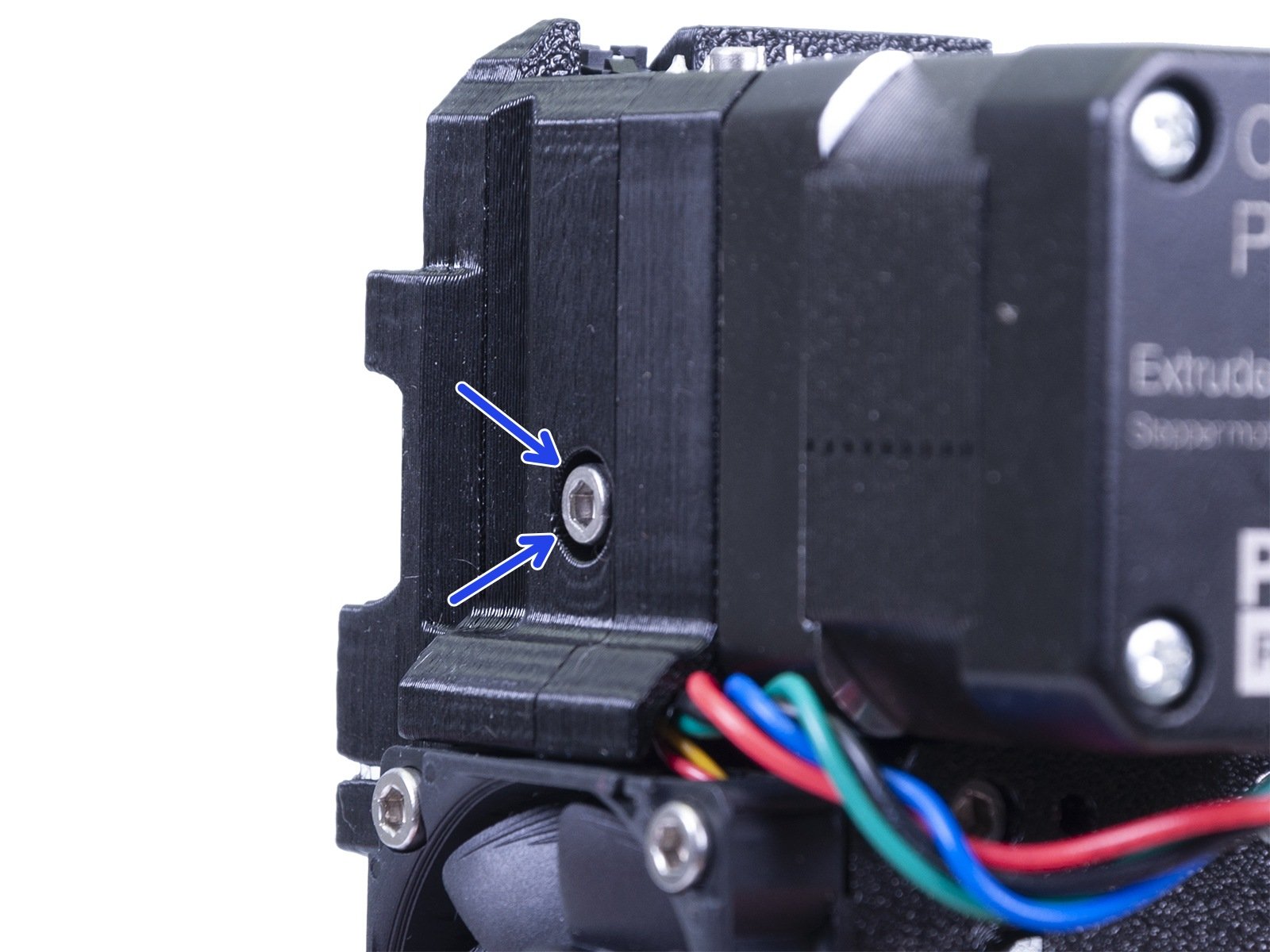
Otevřete dvířka Extruder Idleru a zkontrolujte, jestli nevidíte kousek filamentu vyčnívajícího z PTFE trubičky.
- Máte-li MK2/S, vyšroubujte oba M3x40 šrouby s pružinkami, dvířka by se pak měla otevřít sama.
- Máte-li MK3 nebo MK2.5, vyšroubujte oba M3x40 šrouby pod šestihranným oknem (mají na sobě také pružinky).
- Máte-li MK3S nebo MK2.5S, odšroubujte jedenM3x40 šroub (také s pružinkou).
{kind=link}
{kind=link}
{kind=link}
Filament zaseknutý v PTFE trubičce
Pokud je filament uvízlý v bílé teflonové trubičce, musíte vyjmout hotend z extruderu. K tomu použijte tento návod (kroky 2 - 5). Obnažený hotend zůstane viset před vámi. Předehřejte jej pomocí LCD Menu -> Nastavení -> Teplota -> Tryska (260 °C při tisku z PLA, 280 °C při tisku z PETG či ABS) a zjistěte, zda můžete odstranit filament vytažením z PTFE trubičky pomocí kleští.
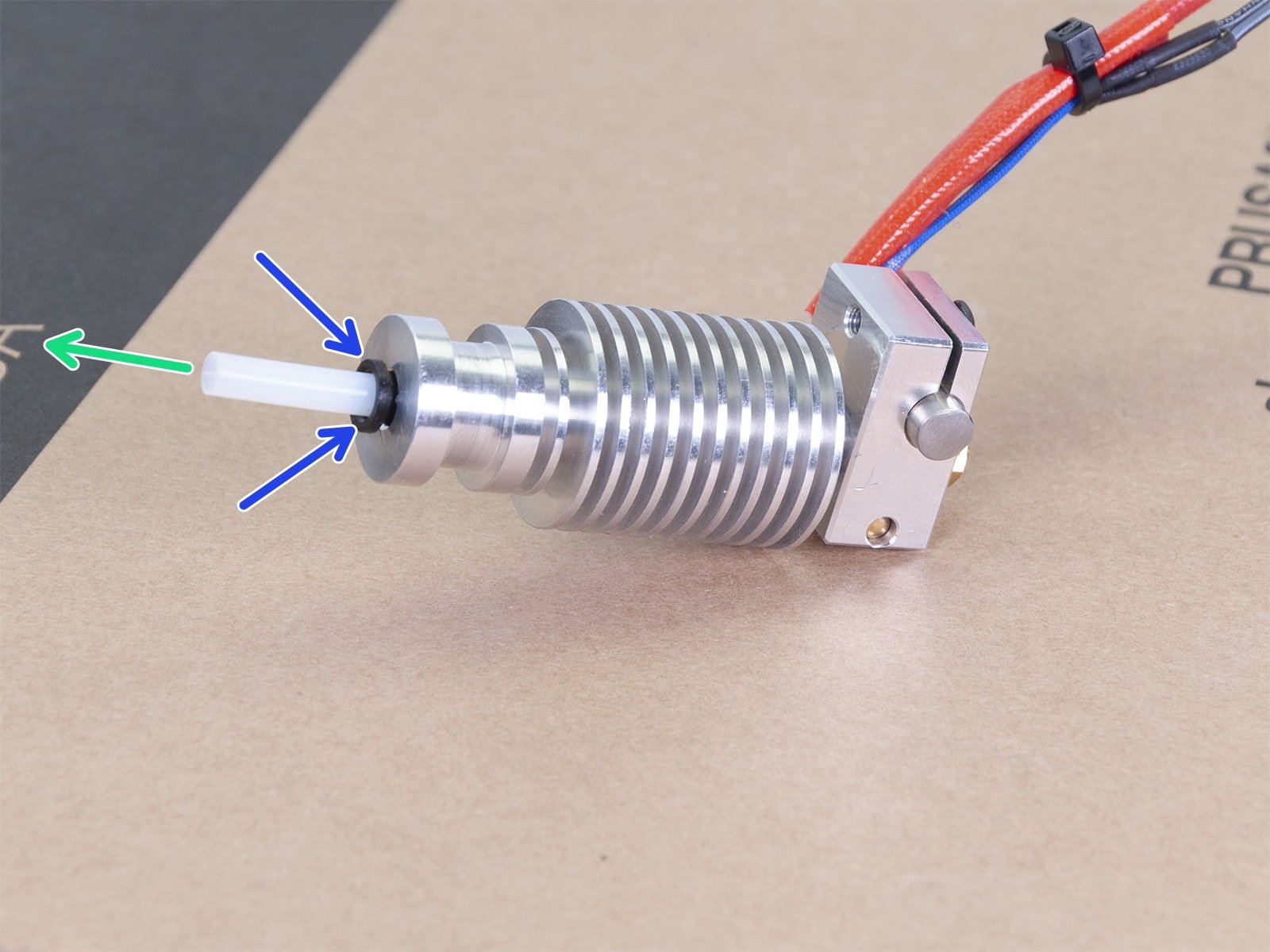
Někdy je nezbytné vyndat PTFE trubičku. V tomto případě musíte zatlačit černou nylonovou objímku dolů k chladiči, abyste trubičku uvolnili. Zatímco tlačíte objímku dolů, vytáhněte PTFE trubičku ven.
{kind=link}
Byla-li PTFE trubička trvale poškozena ucpáním nebo během odstraňování, můžete si koupit novou v našem eshopu (MK3S, MK2.5S nebo MK2/S, MK3, MK2.5). Když vložíte novou PTFE trubičku, ujistěte se, že je správně zajištěna objímkou: musíte objímku vytáhnout asi o 1 mm ven a současně zatlačit PTFE trubičku dolů. Tímto způsobem zajistíte, že v hotendu nebude žádná vůle a PTFE trubička drží pevně na místě . Nesprávné zajištění PTFE trubičky může způsobit ucpávání.
Filament ucpaný v trysce
Pokud je PTFE trubička prázdná, v trysce mohou být zaseklé nečistoty. Odšroubujte trysku z bloku topení (podívejte se na tohoto průvodce, jak to udělat). Existují dva způsoby čištění: mechanicky nebo pomocí chemických rozpouštědel.
- Chcete-li trysku mechanicky vyčistit, zahřejte ji po vyjmutí z hotendu pomocí horkovzdušné pistole nebo případně fénu a vyjměte zaseknutou hmotu pomocí kleští nebo pomocí pinzety.
- Pokud jste používali PLA nebo ABS, je možné trysku chemicky vyčistit. ABS se rozpouští v acetonu a PLA v tetrahydrofuranu nebo ethylacetátu. Ponořte trysku na několik hodin do jedné z těchto látek a poté pomocí kleští či pinzety odstraňte mazlavou hmotu.
Po vyřešení ucpání
Vyčistěte podávací kolečka Bondtech
Pokud jste měli ucpanou trysku, podávací kolečka obrousí filament a jeho zbytky se na nich usadí a nahromadí, což následně sníží schopnost koleček uchopit filament. Kolečka očistěte. Otevřete dvířka idleru a vyčistěte každou drážku ozubeného kolečka pomocí párátka nebo akupunkturní jehly, která vám přišla společně s tiskárnou.
Zakryjte PTFE trubičku, aby do ní nenapadaly žádné nečistoty. Můžete k tomu použít vatovou tyčinku - spolehlivě zakryje trubičku, aniž by ji poškodila. Po dokončení čištění extruder pořádně vyfoukejte, abyste odstranili veškeré zbytky, ale PTFE trubičku udržujte zakrytou.
Kalibrace
Pokud jste měnili trysku, měli byste znovu provést minimálně Kalibraci první vrstvy, jelikož se mohla s novou tryskou změnit.
Pokud jste odmontovali a znovu namontovali extruder a/nebo hotend, doporučujeme projít znovu celou kalibrací os XYZ a také Kalibrací první vrstvy.
2 komentáře
Rozebral jsem převodovku, je vidět, že k extruderu vede kovová tyčinka od hotendu ale tyčinka je hned nahoře ucpaná. (je to vidět okem). Nic se mi nedaří do té tyčinky zasunout ... kousek filanetu, malý imbus .. jehlu .. nic.. Je tak silně ucpaná, že jediné, co mě napadlo, bylo vymontovat celou trysku ven a ohřát ji horkovdušnou pistolkou. Teprve pak po nahřátí šlo do trubičky vsunout malý imbus, čím se to ucpání uvolnilo.
Po opětovném sestavení tiskne tiskárna normálně.
Podle mně někde u vršku té tyčinky zůstal roztavený starý filament, nový filament se do toho nějak vtlačíl, pak prasknul nebo se utrh ( nevím) a konev filmu.
Tiskárna má 17 dní (složena 31.12.2025), tak taková závada to nepotěší.
Dobrý den. Omlouváme se, z článku zmizel odkaz. Měl by být již doplněn. Odkazuje na příručku Jak vyměnit PTFE trubičku (MK3S+/MK3S/MK2.5S/MMU2S)