Každá FFF (Fused Filament Fabrication) tiskárna vyžaduje kalibraci první vrstvy, která nastavuje vertikální vzdálenost "Z" mezi špičkou trysky a tiskovým povrchem. Tuto hodnotu je někdy potřeba lehce doladit a pro tyto situace je tu volba zvaná "Doladění osy Z" , která se používá „naživo“ během prvních vrstev tisku. Vzdálenost se upravuje proto, aby extrudovaný filament lépe držel na podložce.
Jak to funguje?
Je důležité vědět následující:
- výchozí hodnota před kalibrací první vrstvy začíná na nule (0,000) pro všechny tiskárny
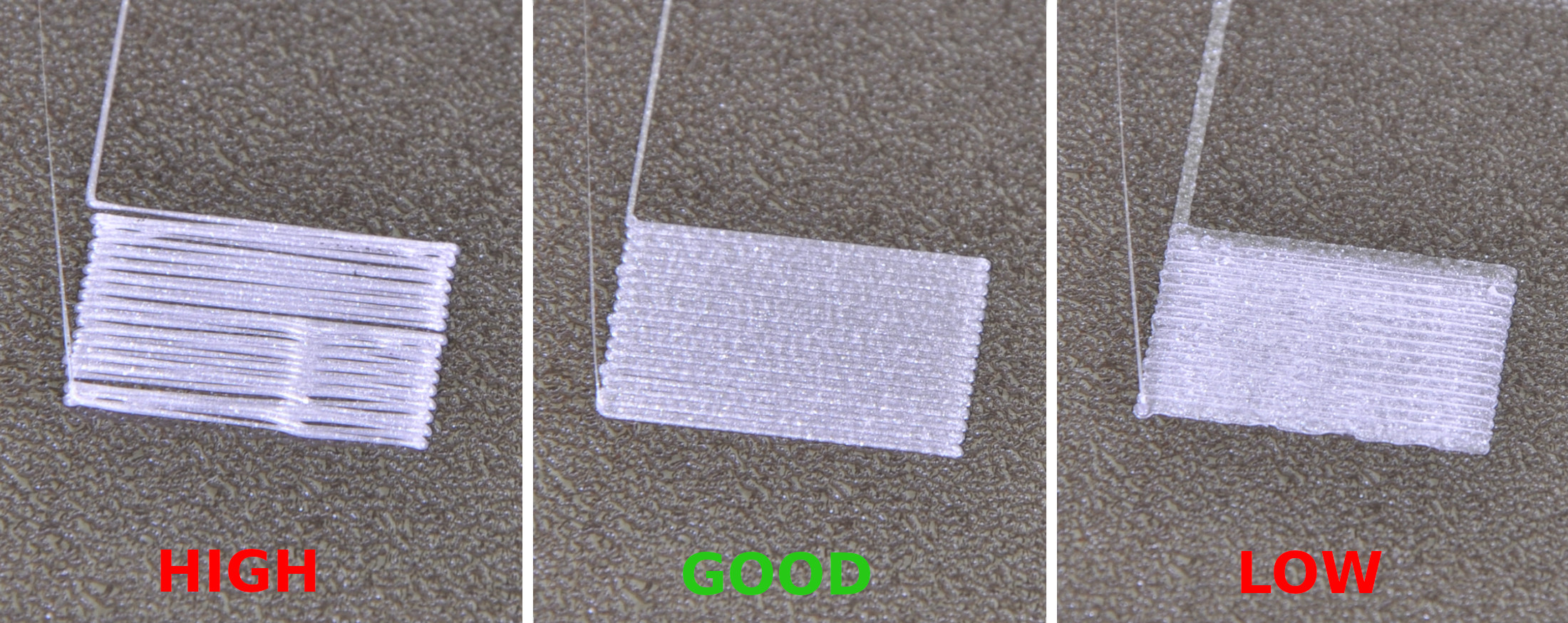
- pro přiblížení k tiskovému povrchu, otočte hlavní tlačítko proti směru hodinových ručiček a dál zvyšujte zápornou hodnotu (tj. -0,500 => -0,600 => -0,700 ...)
- abyste se od tiskového povrchu vzdálili, otočte hlavním tlačítkem po směru hodinových ručiček a dál snižujte zápornou hodnotu (tj. -0,700 => -0,600 => -0,500 ...)
Hodnoty Doladění osy Z se obvykle pohybují v rozmezí -1,500 do -0,200. Překročení nuly do kladných hodnot není možné. Znamená to buď problém s měřicím senzorem (M.I.N.D.A., P.I.N.D.A., SuperPINDA) nebo jeho nesprávné usazení.
Správně sestavená hlava tiskárny má senzor umístěný vždy mírně nad tryskou, nikdy na stejné úrovni nebo pod tryskou (viz obrázek níže). Přesná poloha se může mírně lišit. K nastavení přibližné vzdálenosti využijte poslední kapitolu manuálu k sestavení vaší tiskárny.
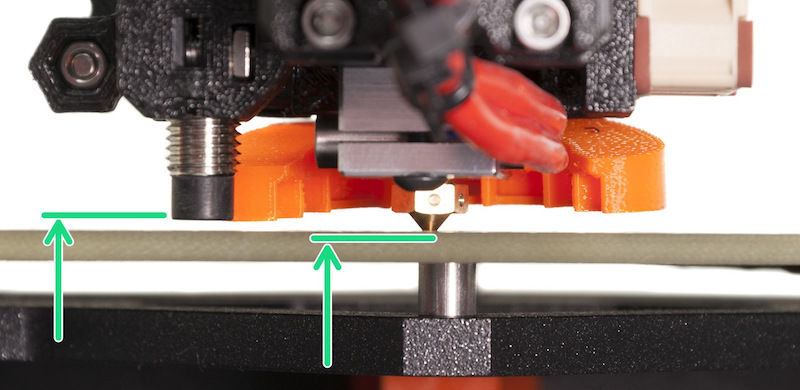
Příklad extruderu MK3S
Doladění osy Z (během tisku)
Nejběžnější je provádění Doladění osy Z během tisku. Jděte do LCD Menu -> Doladění osy Z. Zobrazíte tak hodnotu Doladění osy Z, kterou jste nastavili při kalibraci první vrstvy. Odtud ji můžete upravit otočením hlavního tlačítka.
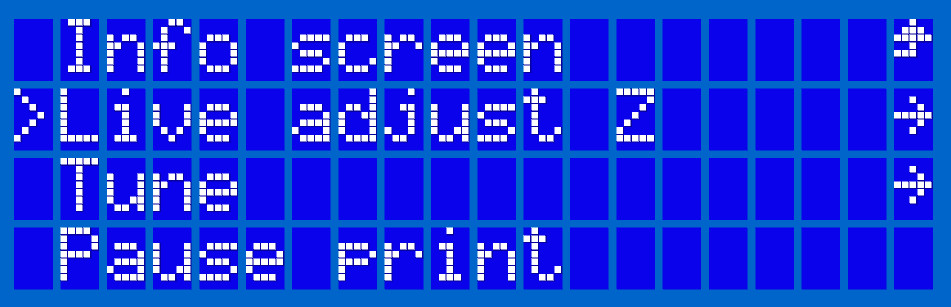
Příklad nabídky tiskárny MK3S
Doladění osy Z (před tiskem)
Hodnotu můžete změnit také když je tiskárna v klidu přes LCD Menu -> Nastavení -> Doladění osy Z. Tam uvidíte hodnotu nastavenou dříve během kalibrace první vrstvy a odtud ji můžete upravit otočením hlavního tlačítka.
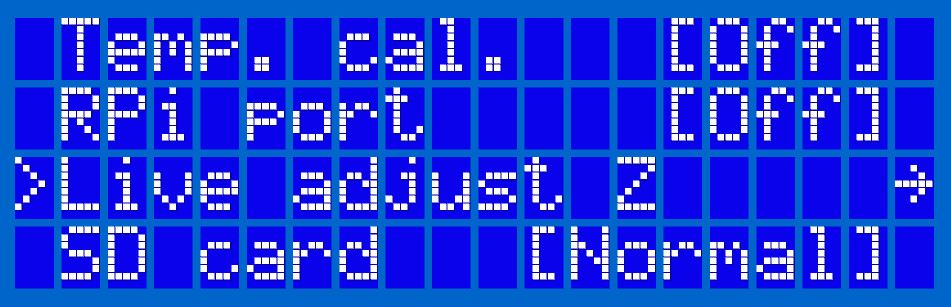
Příklad nabídky tiskárny MK3S
Doladění osy Z by mělo být použito pouze k jemnému doladění vzdálenosti. Například PETG a další vysokoteplotní materiály vyžadují ve srovnání s PLA o něco více "přimáčknout" k tiskovém povrchu, protože mají sklony ke kroucení (zvedání od podložky). Pokud jste vyměnili senzor nebo demontovali tiskovou hlavu (extruder), měli byste místo toho spustit Kalibrace první vrstvy (i3).
h3>Doladění osy Z (LoadCell)
Tiskárny Prusa CORE One a Original Prusa MK4/S, MK3.9/S, a XL jsou vybaveny LoadCell, který automaticky zkalibruje první vrstvu.
Pokud byste ji chtěli ještě doladit, můžete během tisku první vrstvy dlouze stlačit otočné tlačítko LCD zatímco se tiskne první vrstva. Doladění osy Z se v tomto případě neuloží pro příští tisk.
Tuto hodnotu můžete také nastavit v PrusaSliceru, v části >Tiskárny >Obecné > posun Z, kde záporná hodnota znamená více stlačenou první vrstvu a naopak. Tato hodnota je specifická pro G-code, ve kterém je nastavena.
Pokud máte neustálé problémy s první vrstvou na tiskárně Prusa s Loadcell, podívejte se na specializované odstavce z obecného článku o problému s první vrstvou.
3 komentáře
Dobrý den.
Některé materiály se takto bohužel chovají, vysoké tenké stěny se kvůli smrštování odlepují. Někdy se to dá kompenzovat zvýšením ofuku (případně v kombinaci s vyšší teplotou na trysce, pokud má větší ofuk negativní vliv na soudržnost vrstev atp.)
Každopádně, na MK4 se dá doladit výška Z podržením otáčecího tlačítka poté, co tiskárna dokončila sondování podložky. Otevře se vám tak Live adjust Z menu, jako znáte např. z tiskárny MINI.