Współczynnik wytłaczania (ekstruzji) pozwala na dokładną kalibrację przepływu filamentu - innymi słowy, pozwala zmienić ilość filamentu wychodzącego z dyszy. Parametr współczynnik ekstruzji w PrusaSlicer oraz przepływ w firmware drukarki to dwa sposoby na regulację tego samego, jednak jedno nie będzie miało bezpośredniego wpływu na wartość drugiego.
Procedura ta nie jest konieczna w nowej drukarce, ale dotyczy raczej konkretnych zastosowań i filamentów. Idealna wartość jest inna dla różnych materiałów, a nawet kolorów. Może się różnić nawet między szpulami. Pamiętaj o tym, jeśli zmieniasz markę lub rodzaj filamentu lub też używasz tanich filamentów bez nazwy.
Jak rozpoznać problem
Kalibracja ta jest używana do rozwiązania dwóch powszechnych problemów:
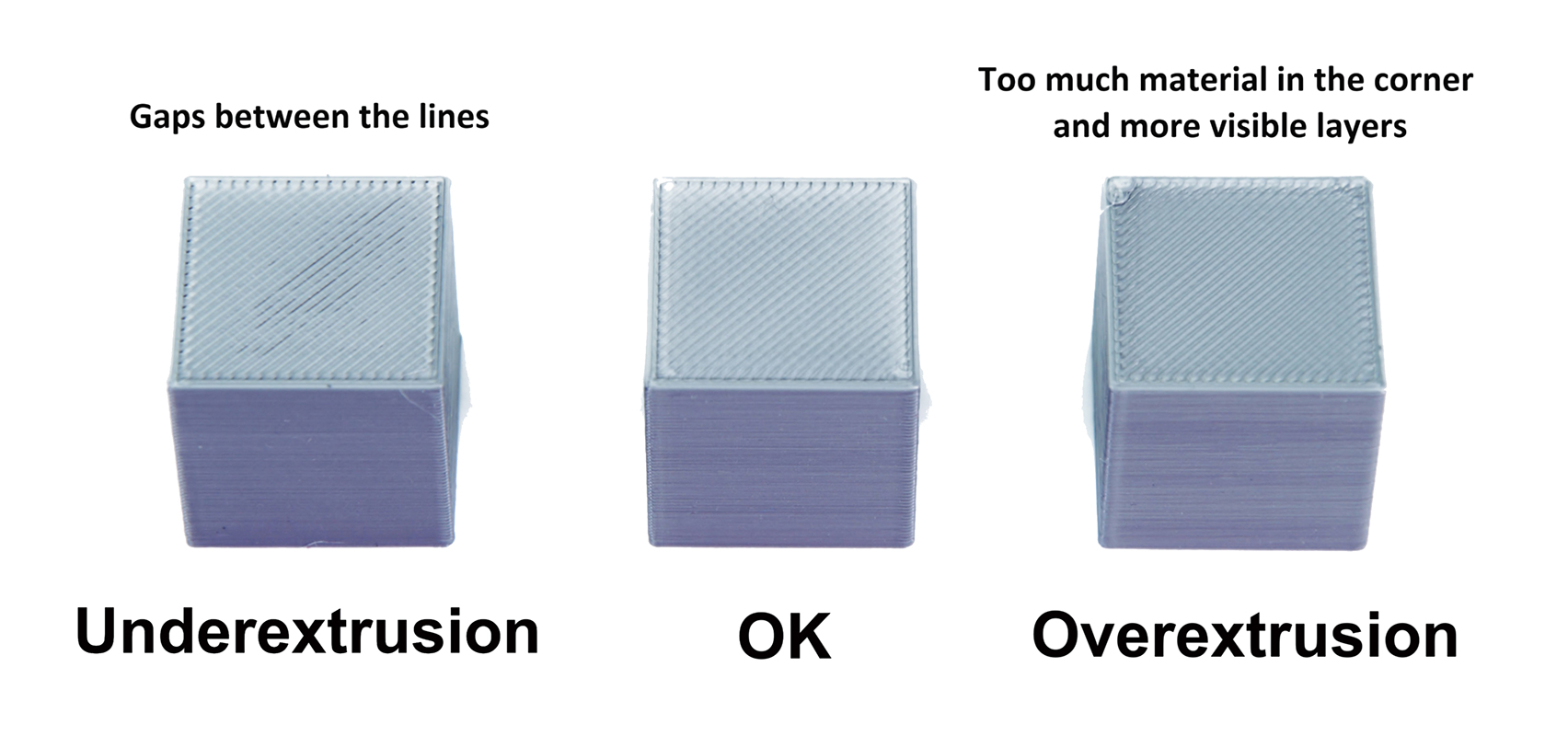
- Nadmierna ekstruzja - zbyt wiele materiału jest wytłaczane (przepływ jest zbyt wysoki). Powoduje nierówności dolnych warstw i wypływanie materiału na górnych.
- Niedostateczna ekstruzja - zbyt mało materiału jest wytłaczane (przepływ jest zbyt niski). Powoduje to szpary między ścieżkami oraz obrysami.
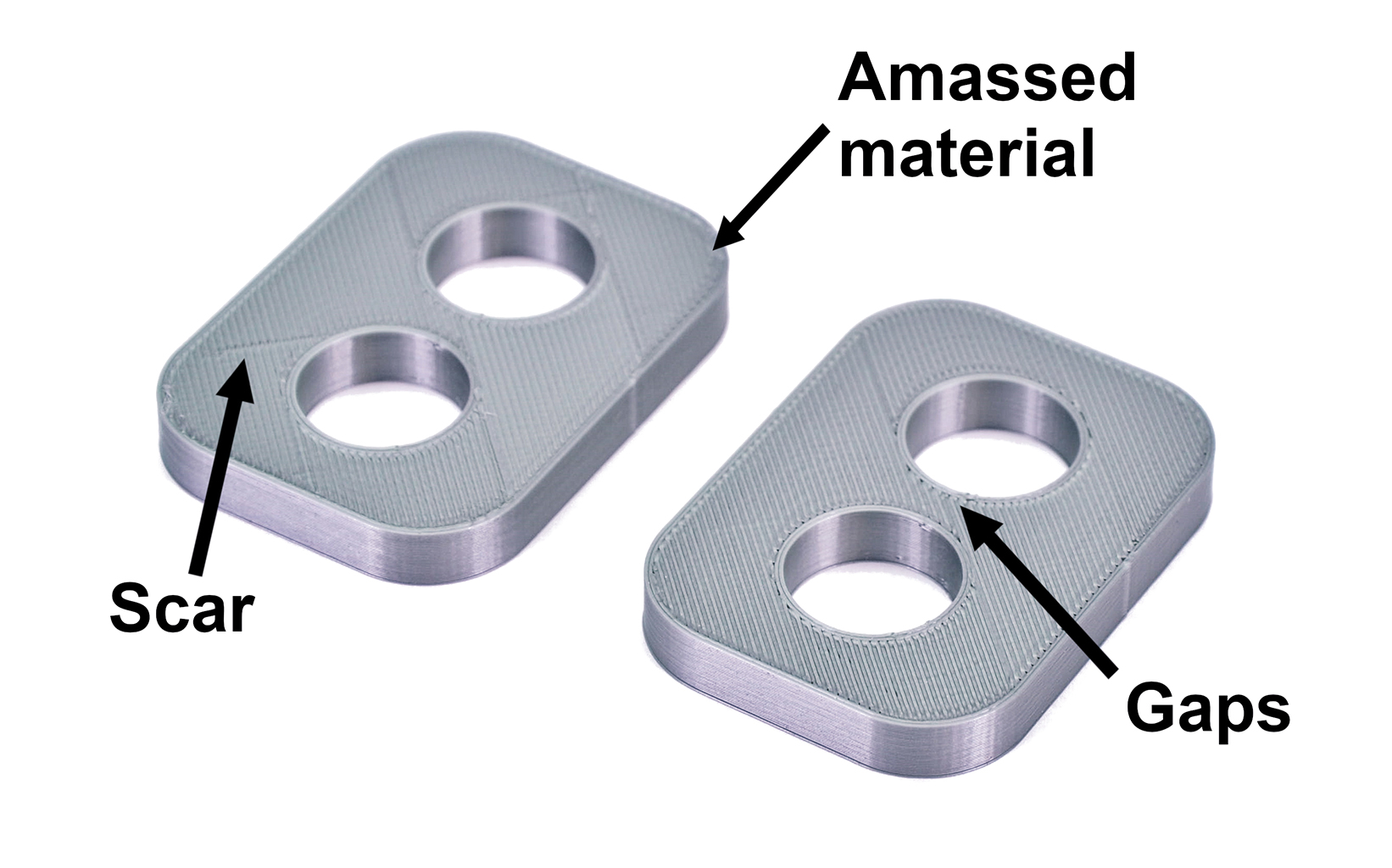
Nadmierna ekstruzja jest powszechnym problemem z wieloma markami filamentów. Jest szczególnie problematyczna, jeśli zamierzasz skleić dwie części modelu. Jeśli na górnej warstwie powstały "wypływki" materiału, powierzchnia będzie nierówna, co uniemożliwi odpowiednie połączenie elementów.
Jak wykonać kalibrację
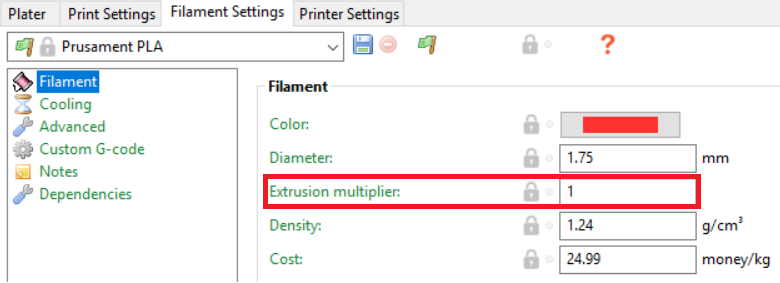
W PrusaSlicer przejdź do sekcji Ustawienia filamentu i poszukaj parametru Współczynnik ekstruzji. Domyślne ustawienie dla PLA to 1 i odpowiada wartości procentowej: 1 = 100%, 0.95 = 95% itd. Skalibrowane wartości mieszczą się zazwyczaj w zakresie od 0,9 do 1,1. Aby je ustawić, po prostu wpisz nową wartość.
W menu drukarki przejdź do menu Strojenie i wybierz Przepływ. Tutaj parametr mieści się zazwyczaj w zakresie od 90 do 110, ale nie oznacza to, że nie możesz ustawić niższej lub wyższej wartości.
Jakiej metody użyć?
Istnieją dwie metody kalibracji współczynnika ekstruzji - omówimy je w tym artykule:
- Metoda precyzyjna - używając precyzyjnych narzędzi pomiarowych, np. suwmiarki lub mikrometru.
- Metoda wizualna - łatwiejsza metoda, bazująca na wzrokowym sprawdzeniu właściwości wydruków.
Wybór metody zależy od Twoich preferencji, ponieważ obydwie dają podobne rezultaty. Nawet metoda wizualna umożliwi idealne dopasowanie części i uzyskanie płaskich górnych warstw.
Metoda precyzyjna
- Średnica dyszy = 0,4
- Szerokość ekstruzji = 0,45
- Podstawowe materiały (PLA, ABS, PETG)
- Współczynnik ekstruzji = 1
Jeśli chcesz skalibrować drukarkę z mniejszą/większą dyszą lub na warstwach wyższych niż 0,2 mm, musisz również dopasować te parametry.
- Pobierz STL z kostką do metody precyzyjnej.
- Potnij ją w trybie wazy, z najczęściej używaną wysokością warstwy i wydrukuj. Tryb wazy znajdziesz w sekcji Ustawienia druku → Warstwy i obrysy → Tryb wazy.
- Wykonaj co najmniej trzy pomiary na środku każdej ścianki i oblicz średnią grubość.
- Oblicz współczynnik ekstruzji używając wzoru: współczynnik ekstruzji = (szerokość ekstruzji [0,45] / średnia zmierzona grubość ścianki).
- Wprowadź wynik obliczeń w sekcji Ustawienia filamentu → Filament
- Wydrukuj kostkę z nowym ustawieniem i wróć do kroku 3, jeśli to konieczne.

Metoda wizualna
Ta metoda nie wymaga żadnych narzędzi, ponieważ polega jedynie na przyjrzeniu się wydrukowi. Kluczem jest, aby górna warstwa była gładka, błyszcząca, oraz wolna od wypływek nadmiaru filamentu w okolicach obrysów.
- Pobierz STL z kostką do metody wizualnej
- Potnij model z domyślnym profilem dla PLA i wysokością warstwy 0,20 mm, następnie wydrukuj.
- Przyjrzyj się górnej warstwie kostki i przejedź po niej palcem.
- Jeśli góra ma za mało materiału lub nie jest gładka, zwiększ współczynnik ekstruzji o 1-2%.
- Powtarzaj powyższe kroki, aż rezultat Cię zadowoli.
Jeśli w okolicach obrysów materiału jest zbyt dużo, obniż współczynnik ekstruzji.

Jeśli między liniami są widoczne szczeliny, zwiększ współczynnik wytłaczania. (Mikroskopijne dziurki w okolicy obrysów są OK.)
