Linear Advance (LA) jest technologią przewidującą wzrost ciśnienia w ekstruderze podczas drukowana z wyższymi prędkościami. Firmware drukarki używa tych obliczeń do zmniejszenia ilości wytłaczanego filamentu tuż przed zatrzymaniem lub zwolnieniem, co zapobiega tworzeniu zgrubień i artefaktów m.in. na narożnikach. 'Parametr K' określa intensywność Linear Advance.
Wraz z firmware 3.9.0 wprowadziliśmy Linear Advance 1.5 do Original Prusa MK3S, MK3, MK2.5S oraz MK2.5, które zostało udoskonalone w FW 3.9.1. Aktualizacja dotyczyła głównie artefaktów pojawiających się w konkretnych sytuacjach i przy konkretnych geometriach. Wersja Linear Advance 1.5 jest również wstecznie kompatybilna z wersją 1.0. Jeśli masz G-code przygotowany dla Linear Advance 1.0, drukarka przeanalizuje kod i automatycznie go przekonwertuje.
Konfiguracja
Skalibrowane wartości są zawarte w profilach filamentu w PrusaSlicer. Nie ma potrzeby ich kalibracji, jeśli używasz naszego oprogramowania. Jeśli jednak używasz filamentu, dla którego profil nie istnieje lub chcesz poeksperymentować, przygotowaliśmy wraz z użytkownikami wydruk kalibracyjny parametru K. Pomoże Ci on odnaleźć najlepsze wartości K dla Twojej kombinacji materiału i temperatur. Wygenerowane kody bazują na różnych profilach i wysokościach warstwy dostępnych w PrusaSlicer.
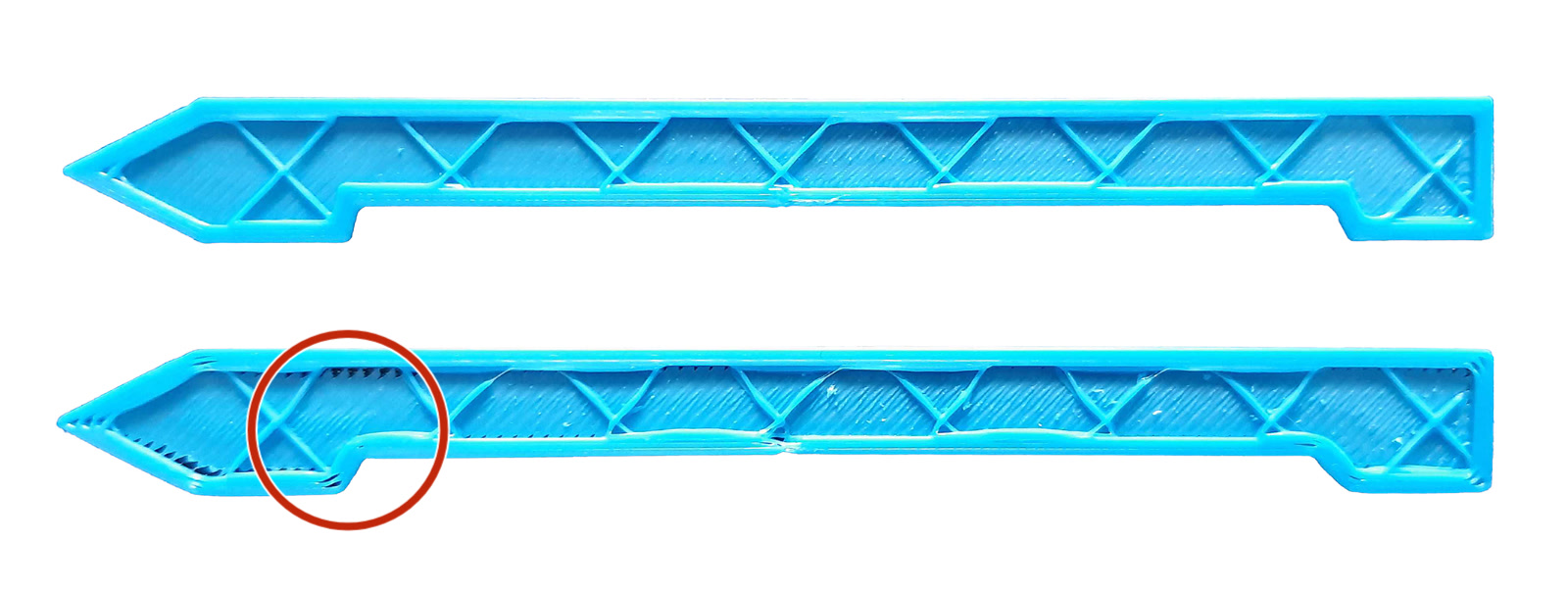
Wydruk składa się z serii linii drukowanych z różnymi parametrami K, które mają bezpośredni wpływ na prędkość i przepływ filamentu. Poniższy przykład obrazuje zależność między wartością K, a drukowaną linią. Początkowe i końcowe odcinki o długości 25 mm są drukowane z niską prędkością, a 100 mm pomiędzy zaznaczonymi miejscami (czerwone prostokąty) jest drukowane z wyższą. Przyjrzyj się dokładnie przejściom z niskiej do wysokiej prędkości oraz z wysokiej do niskiej. Zauważysz, że linia będzie nieregularna lub nawet całkowicie przerwana przy niewłaściwym parametrze K. Na poniższym przykładzie jest to najlepiej widoczne na górnych liniach (czerwone prostokąty), ale dostrzegalne również na innych poza tymi, gdzie parametr K ma optymalną wartość. Spore różnice są widoczne również między materiałami - obrazuje to, jak ważne jest dobranie odpowiedniej wartości.
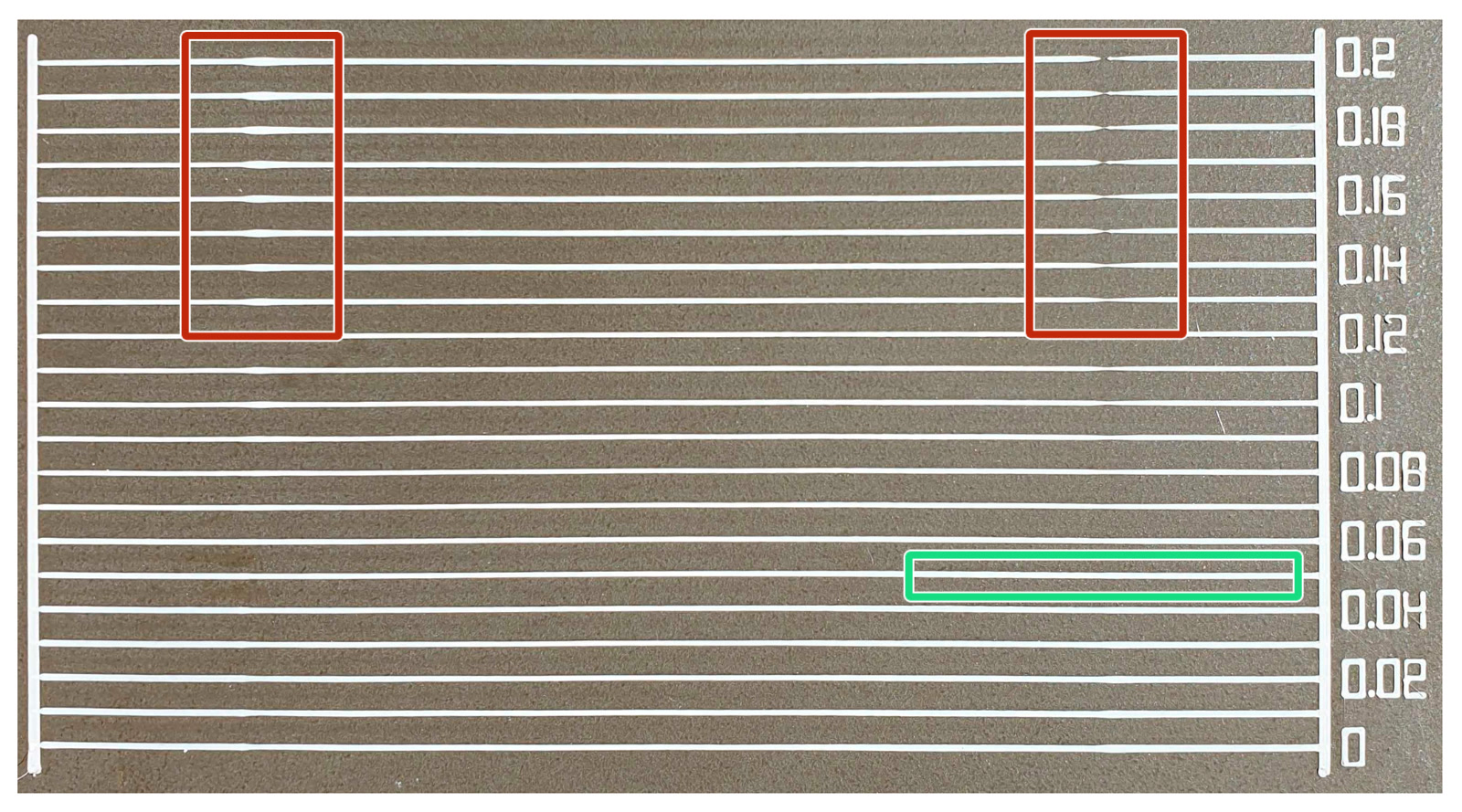
G-code kalibracyjny wydrukowany z PLA przy 215°C. Najrówniejsza linia powstała przy parametrze K równym 0.05 (zielony prostokąt).
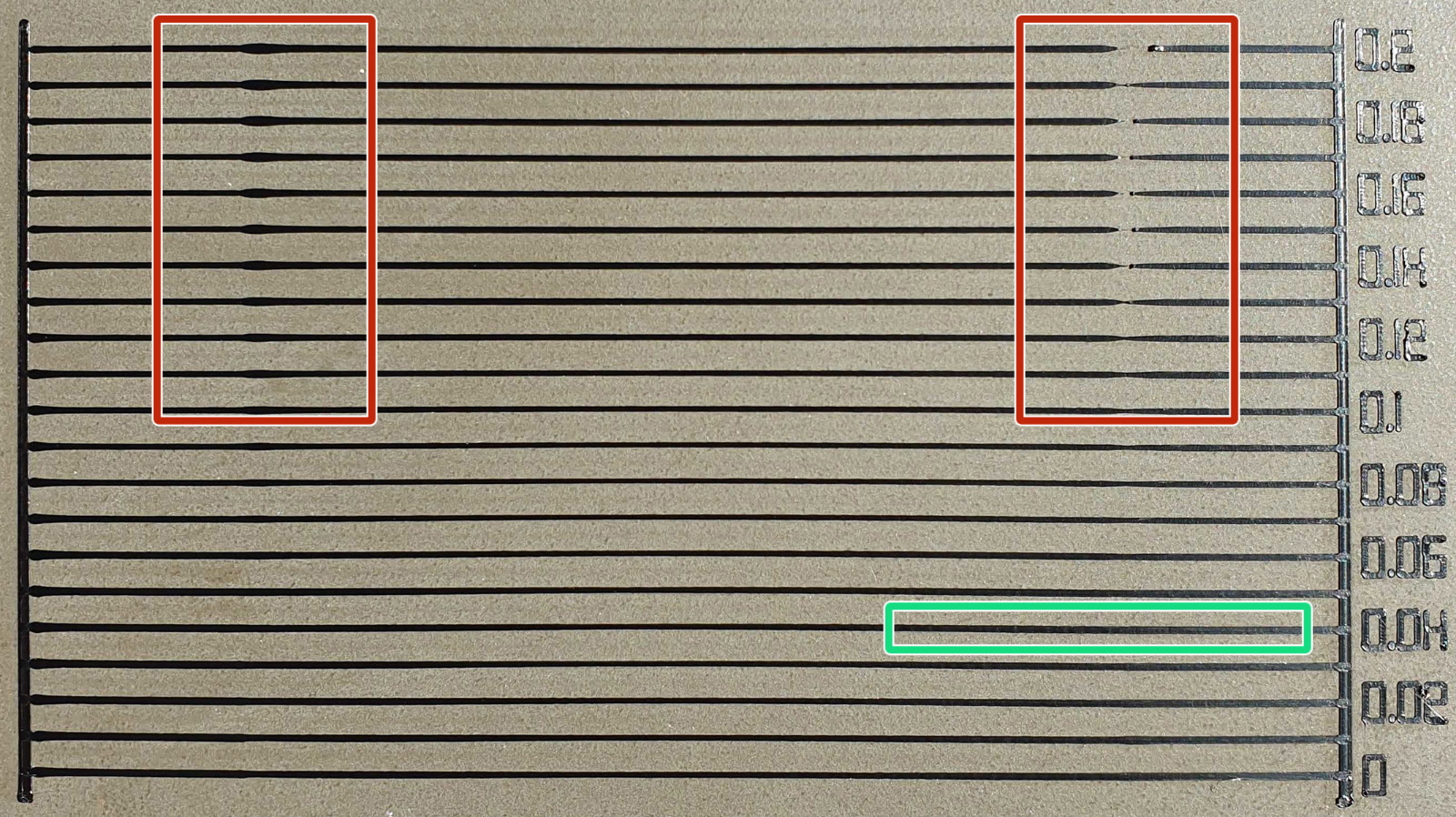
G-code kalibracyjny wydrukowany z ABS przy 255°C. Najrówniejsza linia powstała przy parametrze K równym 0.04 (zielony prostokąt).
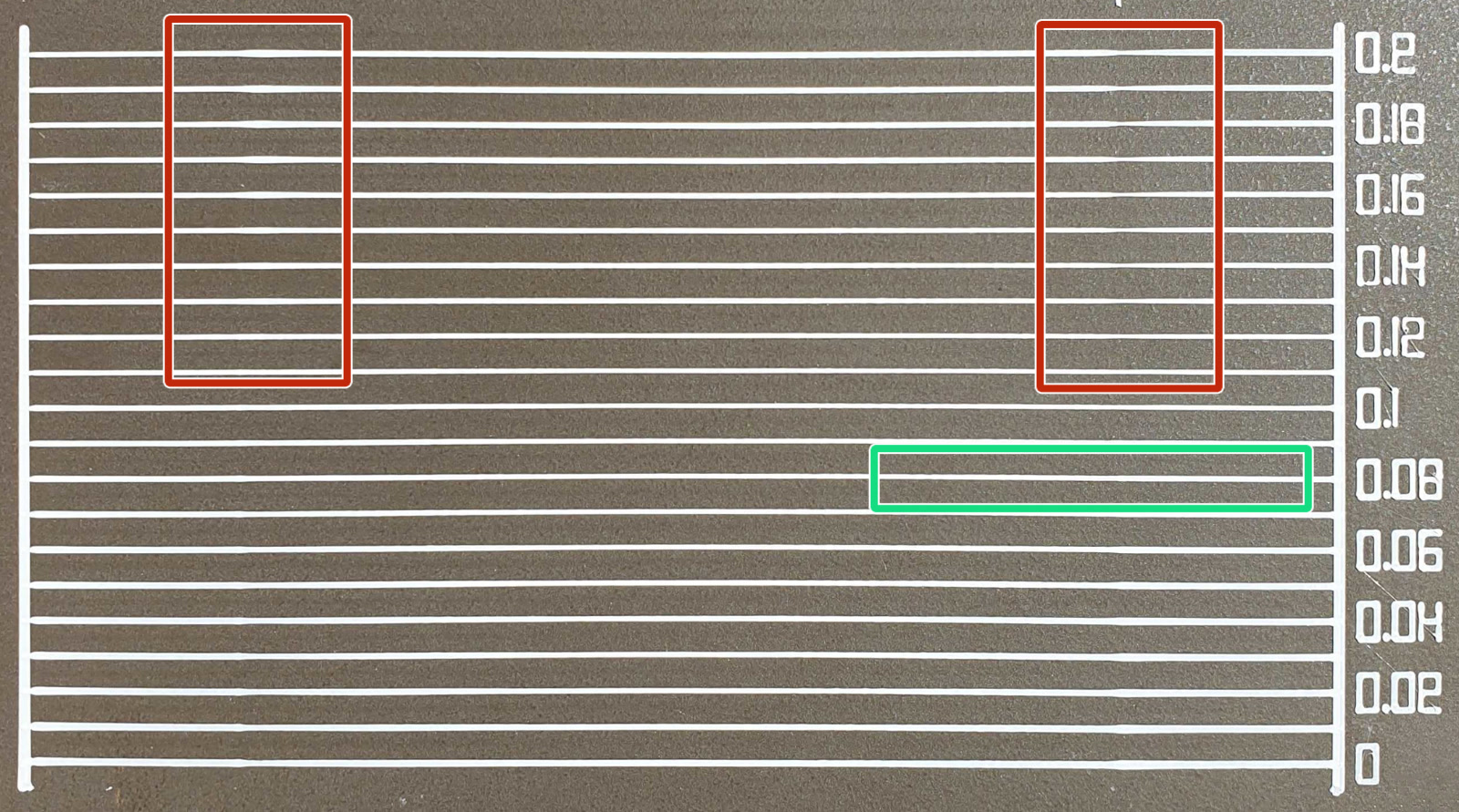
G-code kalibracyjny wydrukowany z PETG przy 240°C. Najrówniejsza linia powstała przy parametrze K równym 0.08 (zielony prostokąt).
Pobierz G-code kalibracyjny
Możesz pobrać G-code do kalibracji parametru K z naszego repozytorium lub bezpośrednio z poniższej tabelki. Wszystkie zostały przygotowane dla mosiężnej dyszy o średnicy 0,4 mm. Załaduj filament odpowiedni dla przygotowanego pliku G-code i rozpocznij wydruk w normalny sposób.
| Materiał | Wysokość warstwy | Największa prędkość | Profil w PrusaSlicerze | ||
|---|---|---|---|
| 0,2 mm | 45 mm/s QUALITY | 0,2 mm | 60 mm/s SPEED | 0,3 mm | 50 mm/s DRAFT | |
| PLA | Pobierz | Pobierz | Pobierz |
| PETG | Pobierz | Pobierz | Pobierz |
| ASA | Pobierz | Pobierz | Pobierz |
| PC | Pobierz | Pobierz | Pobierz |
| NYLON | Pobierz | Pobierz | Pobierz |
| ABS | Pobierz | Pobierz | Pobierz |
| HIPS | Pobierz | Pobierz | Pobierz |
Pliki te mają ustawione temperatury (np. PLA 215°C). Jeśli drukujesz z innymi temperaturami, niż te w plikach, zmodyfikuj je wedle potrzeb.
Aby to zrobić, otwórz plik G-Code w edytorze tekstu. Użyj funkcji znajdź (np.
CTRL +
F), aby znaleźć blok poleceń, podobny do tego pokazanego w poniższym przykładzie, który zaczyna się od M104. Poniższy przykład pochodzi z gotowego G-code dla PLA.
Zmień parametry "S", które wyrażają temperaturę w stopniach Celsjusza:
| M104 S215 ; ustaw temperaturę dyszy (bez czekania) M140 S60 ; ustaw temperaturę stołu M190 S60 ; poczekaj na ustabilizowanie się temperatury stołu M109 S215 ; poczekaj na ustabilizowanie się temperatury dyszy |
Optymalne wartości parametru K i instrukcja ich ustawienia
Optymalne wartości określone w naszych testach znajdziesz w poniższej tabelce. Możesz ich użyć w dowolnym slicerze. Zwracamy uwagę, iż różne marki i kolory tego samego materiału mogą wymagać drobnych zmiana parametru K podczas drukowania z ekstremalnymi prędkościami, jednak nasze profile powinny dobrze sprawdzać się z nimi wszystkimi.
Dysza 0,4 mm
| PLA | 0.05 |
| PETG | 0.08 |
| CPE | 0.07 |
| PC Blend | 0.07 |
| ASA/ABS | 0.04 |
| HIPS | 0.04 (niektóre mogą wymagać wyższego K) |
| Nylon Taulman | 0.08 |
| Nylon FX256 | 0.1 |
0.6 mm nozzle
| PLA | 0.04 |
| PETG | 0.04 - 0.05 |
| PC Blend | 0.04 |
| ASA/ABS | 0.02 - 0.03 |
| HIPS | 0.03 (niektóre mogą wymagać wyższego K) |
PrusaSlicer
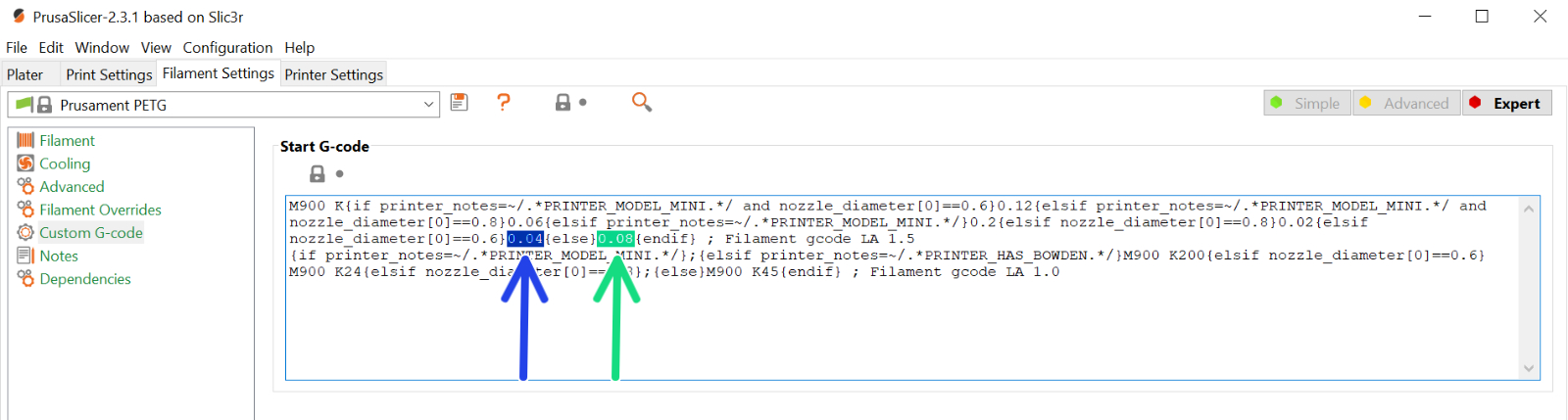
Jak już wspomnieliśmy, parametry K dla wszystkich filamentów są zawarte w zestawach ustawień PrusaSlicer. Jeśli potrzebujesz je zmienić np. dla nieznanego filamentu lub konkretnego zastosowania, znajdziesz je w sekcji Ustawienia filamentu → Własny G-code. NIE znajdują się w sekcji ustawień drukarki!
- Niebieska strzałka wskazuje wartość przypisaną do dyszy o średnicy 0,6 mm.
- Zielona strzałka wskazuje wartość przypisaną do dyszy o średnicy 0,4 mm.
Inne slicery
Jeśli używasz slicera innego, niż nasz PrusaSlicer, musisz ręcznie zmienić ustawienia w skryptach G-code wybranego oprogramowania.
W Simplify3D, Cura, itp. musisz dodać “M900 Kxx” do G-code startowego. Pamiętaj, że musisz ręcznie zmienić parametr K dla różnych materiałów. Tylko PrusaSlicer pozwala na określenie własnego kodu dla ustawień filamentu, więc zmiana odbywa się automatycznie przy wyborze danego materiału. Ustaw pożądaną prędkość i wydrukuj coś na tyle dużego, aby drukarka miała możliwość się rozpędzić. Jeśli na narożnikach pojawiają się zgrubienia, zwiększ wartość K. Jeśli brakuje filamentu, zmniejsz K.