Drukarki FFF marki Prusa są wyposażone w dysze wykonane z mosiądzu. W tym artykule omówimy najważniejsze informacje dotyczące dysz, które można stosować w Twojej drukarce.
Mosiądz ma doskonałą przewodność cieplną i jest wystarczająco wytrzymały, aby drukować najczęściej używane filamenty. Jednak w kontakcie z filamentami ściernymi, mosiężna dysza ma tendencję do zbyt szybkiego zużycia, dlatego dostępne są dysze odporne na ścieranie.
Jeśli chcesz zmienić lub wymienić dyszę, zapoznaj się z odpowiednią instrukcją:
Dysze E3D V6 (lub kompatybilne z E3D) pasują do modeli MK3, MK3S, MK3S+, a także do serii MK2 i wcześniejszych oraz do hotendu MINI/+. Dysze tego rodzaju muszą być dokręcane na gorąco, w przeciwnym razie między dyszą a przegrodą termiczną powstanie szczelina, przez którą będzie wyciekać filament. Filament jest wprowadzany do przegrody termicznej przez rurkę PTFE.

Określ średnicę dyszy
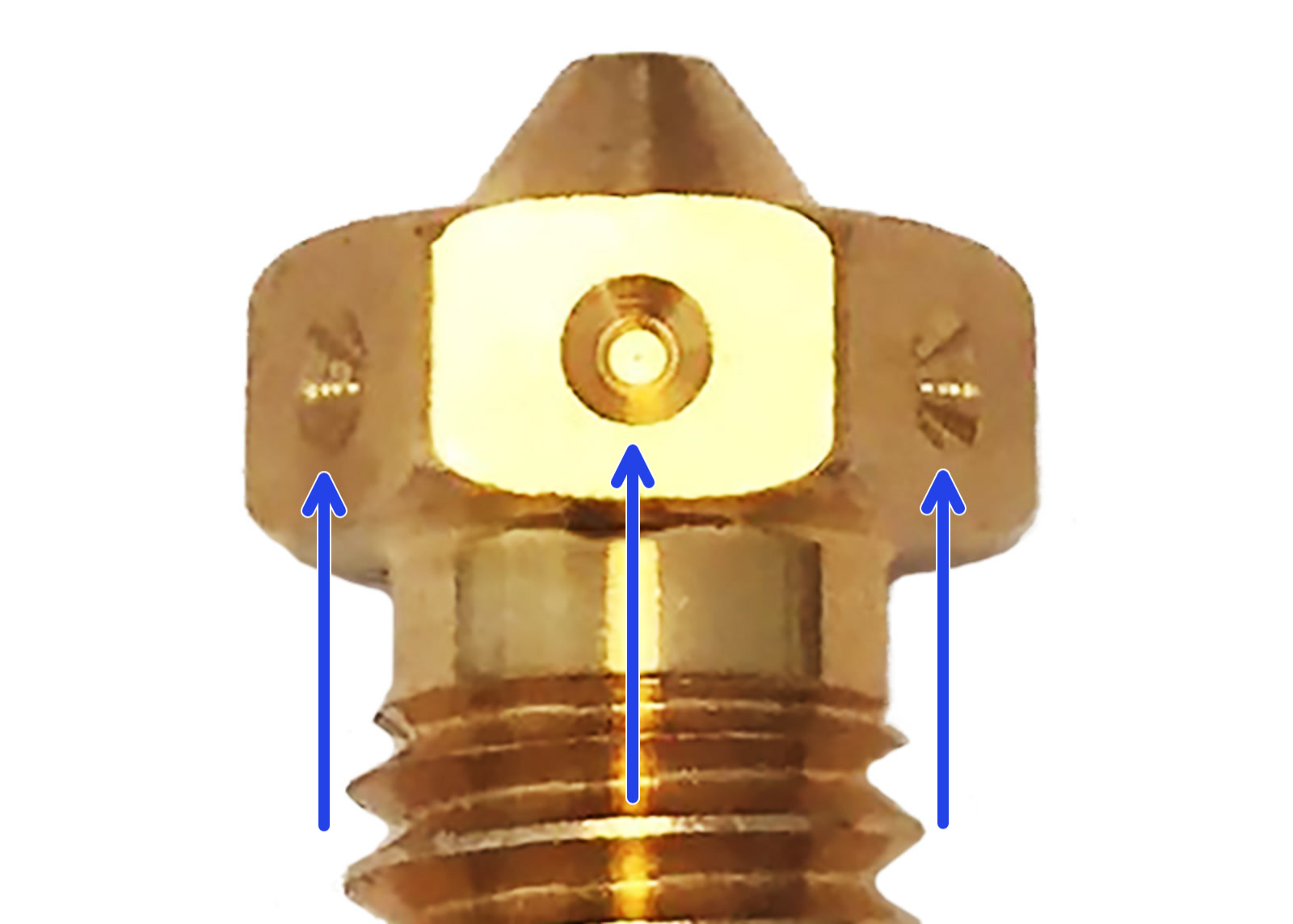
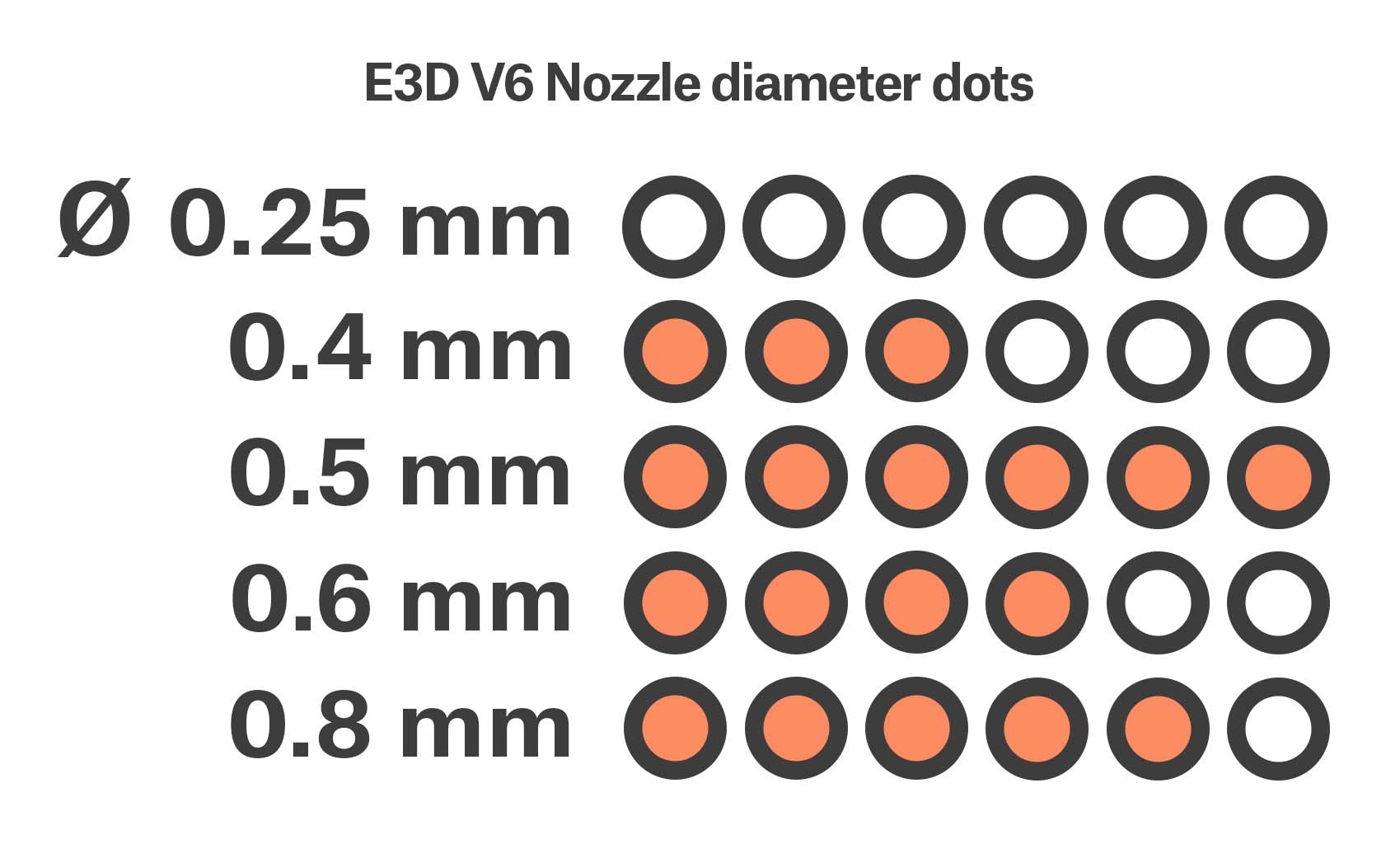
Średnicę dyszy możesz określić na podstawie liczby kropek lub numeru na jej obrzeżu. Np. dysza E3D 0,4 mm wysyłane z Original Prusa MK3S+ mają trzy kropki.
Warto zauważyć, że dysza E3D V6 0,25 mm nie ma kropek i wygląda prawie tak samo jak dysza 0,4 mm kompatybilna z E3D, dostarczana wraz z Original Prusa MINI+
 |  |
Dysze do materiałów ściernych
Niektóre filamenty zawierają dodatki, które nadają im właściwości ściernych. Zwykła dysza mosiężna ulegnie szybkiemu zużyciu i utraci swoje właściwości podczas drukowania takich materiałów, dlatego należy użyć dyszy wykonanej z innego materiału.
Większość materiałów ściernych to tworzywa sztuczne z dodatkami i kompozyty. Niektóre przykłady to ColorFabb XT CF20, ColorFabb Bronzefill, ColorFabb SteelFill oraz niektóre filamenty świecące w ciemności (glow-in-the-dark). Jeśli nie masz pewności co do wymagań dotyczących filamentu, zawsze zapytaj sprzedawcę. Niewielką wadą dyszy ze stali hartowanej jest to, że niektóre standardowe materiały, takie jak ABS, nie mogą być drukowane tak szybko, jak dyszą standardową. Ze względu na różne właściwości termiczne stali hartowanej w porównaniu z mosiądzem, podczas drukowania może być konieczne zwiększenie temperatury ekstruzji.
Dysza E3D ze stali hartowanej
Dysza ze stali hartowanej jest zalecana do drukowania filamentów ściernych, które bardzo szybko zużywają standardową dyszę mosiężną.
Większość materiałów ściernych to tworzywa sztuczne z dodatkami i kompozyty.
Niektóre przykłady to Bronzefill, Brassfill, filamenty z włóknami węglowymi oraz świecące w ciemności.
Jeśli nie masz pewności co do wymagań dotyczących filamentu, zawsze zapytaj sprzedawcę. Pamiętaj, że hartowana stal ma inne właściwości termiczne niż mosiądz. Z tego powodu może być konieczne dostosowanie ustawień druku i zwiększenie temperatury hotendu o około 5°C w porównaniu ze standardową dyszą.

Dysza Nozzle X od E3D
Dysza Nozzle X została zaprojektowana do wyeliminowania ograniczeń termicznych dysz ze stali hartowanej oraz słabej odporności na ścieranie dysz miedzianych i mosiężnych. Jest ona pokryta powłoką polifobową WS2, która zmniejsza przywieranie tworzyw sztucznych do wnętrza dyszy. Z tego powodu dyszy Nozzle X nie należy serwisować w taki sam sposób jak dysz ze stali hartowanej lub mosiężnych.
Może być stosowana z dodatkami ściernymi, takimi jak szkło, kevlar lub włókno węglowe, ale nie nadaje się do dodatków bardziej ściernych, takich jak węglik boru, bor, azotek boru, wolfram lub węglik wolframu.

Zalecane metody czyszczenia:
- Delikatna, nieścierająca ściereczka/szmatka do czyszczenia z zewnątrz.
- Filament czyszczący do użytku wewnętrznego.
Niezalecane metody czyszczenia:
- Igła do akupunktury lub szczotka mosiężna mogą uszkodzić powłokę.
- Cold-pull - może zerwać powłokę WS2.
Dysza Olsson Ruby
Podobnie jak dysza ze stali utwardzonej, dysza Olsson Ruby jest przeznaczona do drukowania materiałów o wysokich właściwościach abrazyjnych. Ponieważ jest wykonana głównie z mosiądzu, zachowuje doskonałą przewodność cieplną i wydajność standardowej dyszy mosiężnej, ale jej końcówkę stanowi bardzo twardy kamień szlachetny. Chociaż rubin jest bardzo odporny na zużycie, jest również kruchy. Źle ustawiona wartość Live Adjust Z lub czujnik PINDA zamocowany na niewłaściwej wysokości może spowodować uderzenie dyszy w płytę stołu, co z kolei może spowodować pęknięcie końcówki. Aby zamontować dyszę, zapoznaj się z oficjalną instrukcją 3DVERKSTAN, ponieważ jest to nieco bardziej skomplikowane.
Adapter dyszy Nextruder V6
Adapter dyszy Nextruder V6 Nozzle Adapter umożliwia Twojej drukarce Prusa z Nextruderem korzystanie z dysz E3D V6.
Jeśli chcesz zamontować lub wymienić dyszę w konfiguracji z adapterem, zapoznaj się z naszymi instrukcjami:
- Adapter dyszy do CORE One
- Adapter dyszy do MK4S, MK3.9S
- Adapter dyszy do MK4, MK3.9
- Adapter dyszy do XL Single tool, Adapter dyszy do XL Multi tool

Dysze o innych średnicach
Jeśli chcesz używać dyszy o średnicy, do której nie ma profilu w PrusaSlicerze, konieczne będzie jego ręczne utworzenie. Zaczynając od standardowej dyszy 0,4 mm, należy zmienić średnicę dyszy w ustawieniach drukarki oraz szerokość ekstruzji (w procentach). Należy pamiętać, że maksymalna wysokość warstwy wynosi zawsze około 80% średnicy dyszy. Więcej informacji znajdziesz w tym artykule.
Dysza 0,1 mm może być uważana za eksperymentalną. Jej mała średnica nie będzie współpracować ze wszystkimi filamentami, tolerancje wymagane przy jej produkcji są trudne do zagwarantowania, a znacznie wydłużony czas drukowania może być nie do zaakceptowania. Dla tak małych rozdzielczości warto rozważyć druk SLA.
Konfiguracja PrusaSlicera
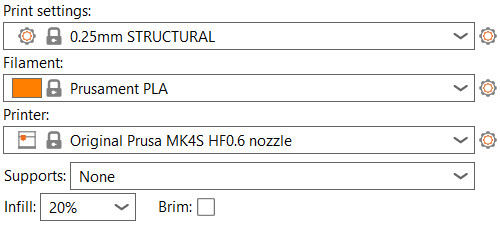
Aby skonfigurować profil w PrusaSlicerze, przejdź do Menu → Konfiguracja → Asystent konfiguracji → Prusa Research, a następnie wybierz model swojej drukarki oraz średnicę dyszy, której obecnie używasz (fioletowe prostokąty).

Odznacz wszystkie pozostałe modele i średnice dysz, aby uniknąć pomylenia profili. Zawsze możesz ponownie uruchomić kreatora i zmodyfikować ustawienia. Aby ustawić inną średnicę dyszy w drukarce, przejdź do menu Ustawienia HW (MK2.5/S & MK3/S/+).
W MINI/+ przejdź do menu Ustawienia → Sprzęt.
Z wyjątkiem profili dla standardowej dyszy 0,4, wszystkie inne konfiguracje dysz będą miały średnicę podaną w nazwie profilu. Jeśli w nazwie profilu nie ma określenia "0.25 nozzle", "0.6 nozzle" lub "0.8 nozzle" (zielony kwadrat), profil ma zastosowanie do dyszy 0,4 mm.
Kalibracja pierwszej warstwy dla innych dysz
Zaczynając od firmware3.13.0, kalibracja pierwszej warstwy działa dla dysz o wielu średnicach. Średnicę dyszy można zmienić w menu Ustawienia → Ustawienia HW → Śr. dyszy [0,25|0,40|0,60|0,80]. Dysza 0,4 mm jest domyślnie ustawiona.
Reset wartości Live Adjust Z:
- Original Prusa MK3S+/MK3S/MK2.5S - zresetuj Live Adjust Z z LCD menu → Ustawienia → Live Adjust Z, następnie obracaj pokrętło, aby ustawić wartość 0.000.
- Original Prusa MINI - zresetuj Live Adjust Z z menu LCD → Kalibracja → Live Adjust Z, następnie obracaj pokrętło, aby ustawić wartość 0.000.
- Original Prusa MK4, XL - te drukarki są wyposażone w czujnik tensometryczny. Jeśli ustawiono jakąkolwiek wartość Live Adjust Z, zostanie ona automatycznie zresetowana po zakończeniu następnego wydruku.
Następnie uruchom G-code i ustaw wartość Live Adjust Z podczas drukowania:
- Naciśnij pokrętło po rozpoczęciu wytłaczania i znajdź opcję "Live Adjust Z".
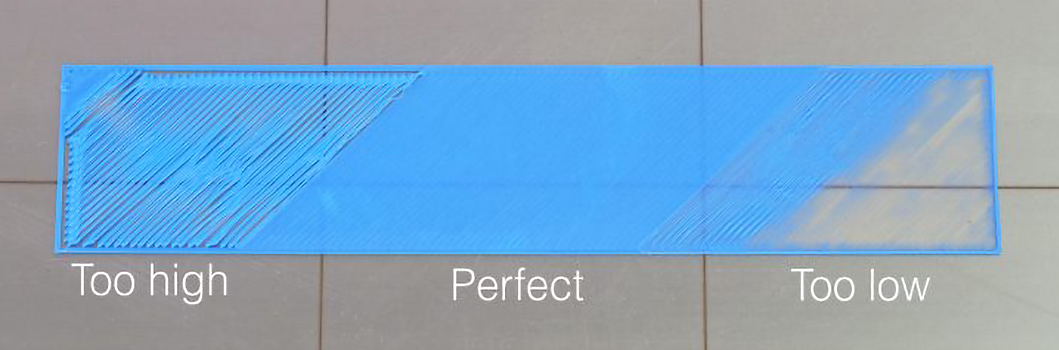
- Wybierz tę opcję i obracaj pokrętło w prawo, aż linia zostanie spłaszczona, ale nie zgnieciona. Powinna mieć gładki wierzch. Podczas drukowania zwartego wypełnienia upewnij się, że między liniami nie ma żadnych przerw (zbyt duże odległości) ani wypukłości (zbyt małe odległości). Przykłady możesz znaleźć w artykułach Kalibracja pierwszej warstwy (i3) lub Kalibracja pierwszej warstwy (MINI/MINI+).
- Naciśnij ponownie pokrętło, aby zapisać wartość.
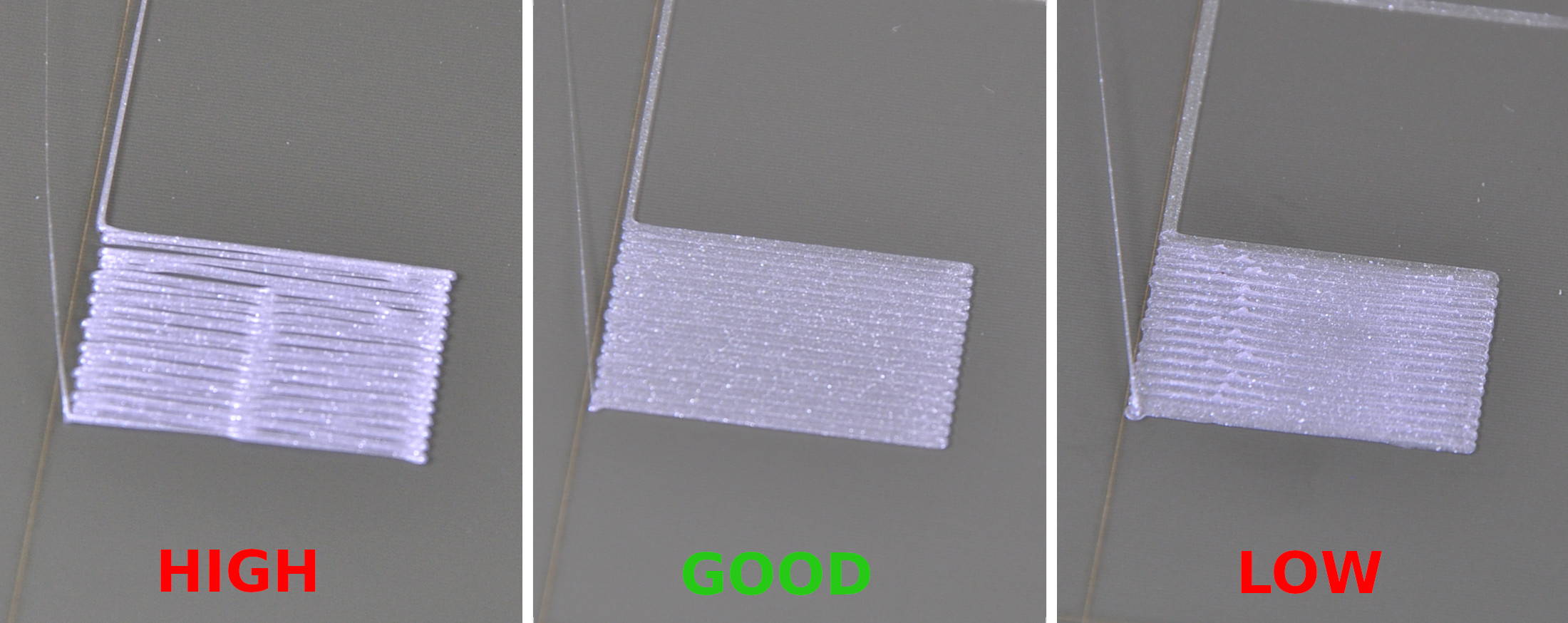
Ilustracja przedstawia pierwszą warstwę wydrukowaną dyszą o średnicy 0,4 mm. Linia może mieć szerokość prawie połowy przedstawionej na ilustracji.
Inne kwestie, o których należy pamiętać
Mniejsze średnice (~0,25 mm)
Dysza o takiej średnicy wyklucza używanie prawie wszystkich materiałów kompozytowych. Ich dodatki mogą szybko zatkać lub nawet zniszczyć dyszę. Jednak filamenty z drobnym brokatem lub podobnymi "cząsteczkami błyszczącymi", takie jak te występujące w Prusamencie Galaxy Silver nie powinny stanowić problemu.
Materiały elastyczne mogą również okazać się problematyczne przy dyszach o mniejszej średnicy ze względu na wyższe ciśnienie wymagane do ekstruzji. Pod wyższym ciśnieniem mogą się one wyginać i plątać wokół radełek ekstrudera.
Niższa prędkość - precyzja wymaga czasu. Przygotuj się na czasy wydruków wynoszące od 24 do 100 godzin, nawet mniejszych modeli. Nie tylko każda linia jest cieńsza i węższa niż zwykle, co skutkuje większą liczbą obrysów, ale także ruchy robocze są znacznie spowolnione, aby zapewnić większą dokładność.
Podczas drukowania przy użyciu mniejszej dyszy kalibracja i poziomowanie stołu stają się jeszcze ważniejsze. Po zmianie dyszy przed rozpoczęciem drukowania należy przeprowadzić co najmniej kalibrację osi Z drukarki.
Większe średnice (>0,6 mm)
Główną wadą jest rozdzielczość. Grubsze i wyższe warsty pozwolą na ukończenie wydruku przy mniejszym nakładzie czasowym, ale jednocześnie spowodują utratę szczegółów. Z drugiej strony, elementy funkcjonalne mogą okazać się bardziej wytrzymałe, ponieważ każda warstwa zawiera większą ilość materiału.
Ponadto dysza o większej średnicy wytłoczy więcej materiału, który będzie trzeba schłodzić, co może zwiększyć wypaczanie. Materiały podatne na wypaczanie podczas drukowania, takie jak ASA lub PC Blend, mogą stanowić wyzwanie.
| Średnica dyszy / materiał | 0,25 mm | 0,4 mm | 0,6/0,8 mm |
| Materiały elastyczne | ✖ | ✔ | ✔ |
| PLA | ✔ | ✔ | ✔ |
| ASA/ABS | ✔ | ✔ | ✔ |
| PETG | ✔ | ✔ | ✔ |
| Domieszkowane drewnem/metalem | ✖ | ✔ * | ✔ |
| ABS domieszkowany CF/kevlarem | ✖ | ✔ * | ✔ * |
| PC Blend | ✔ | ✔ | ✔ |
| Nylon | ✔ | ✔ | ✔ |
| PVA/BVOH | ✖ | ✔ | ✔ |
* Dysza utwardzona