La Linear Advance (LA) est une technologie qui prédit l'accumulation de pression dans l'extrudeur lors d'une impression à haute vitesse. Le firmware de l'imprimante utilise cette prédiction pour diminuer la quantité de filament extrudé juste avant de stopper et de décélérer, ce qui évite les blobs ou les artefacts dans les coins pointus. Ce que l'on appelle 'Valeurs K' sont le paramètre déterminant dans quelle mesure la Linear Advance affecte l'impression.
Avec le firmware 3.9.0, nous avons introduit la Linear Advance 1.5 pour les Original Prusa MK3S, MK3, MK2.5S et MK2.5, qui a été encore améliorée avec FW 3.9.1, compensant les artefacts d'impression trouvés dans des scénarios et des géométries spécifiques. La Linear Advance 1.5 est également rétrocompatible avec la version 1.0. Si vous disposez d'un G-code avec la Linear Advance 1.0, l'imprimante analysera le code et convertira automatiquement les valeurs.
Configuration
Ces valeurs font partie de nos configurations et préréglages de filament de PrusaSlicer. Pas besoin d'ajuster si vous les utilisez. Cependant, si vous utilisez des filaments non présents ou que vous souhaitez jouer avec, nous avons développé une impression de calibration du facteur K avec la communauté, pour trouver les valeurs K parfaites pour votre matériau et les températures d'impression. Celles-ci sont basées sur les différents préréglages de qualité et de hauteur de couche trouvés dans PrusaSlicer.
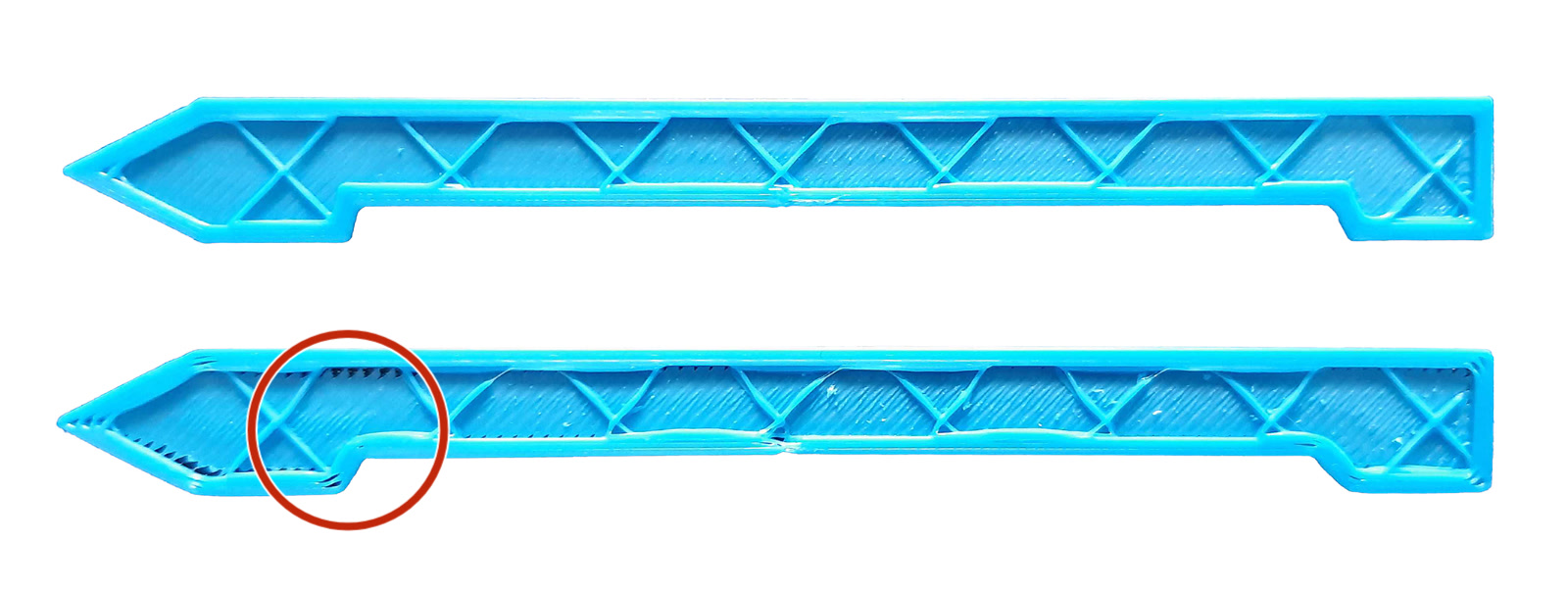
Elle imprimera une série de lignes avec différentes valeurs K affectant la vitesse et le débit sur la distance accélérée. Les exemples ci-dessous montrent comment les lignes sont affectées par leur valeur K. Les premiers et derniers 25 mm sont imprimés lentement et entre les emplacements marqués (carrés rouges) se trouvent 100 mm imprimés rapidement. Regardez de près la transition de lent à rapide et rapide à lent. Vous voyez que la ligne peut être irrégulière voir entièrement interrompue lorsque la valeur n'est pas optimale, cela étant plus visible sur les lignes supérieures (carrés rouges), mais présent sur toutes sauf celles avec le facteur K optimal. Vous voyez également de grandes différences entre les différents matériaux et à quel point cela peut faire la différence.
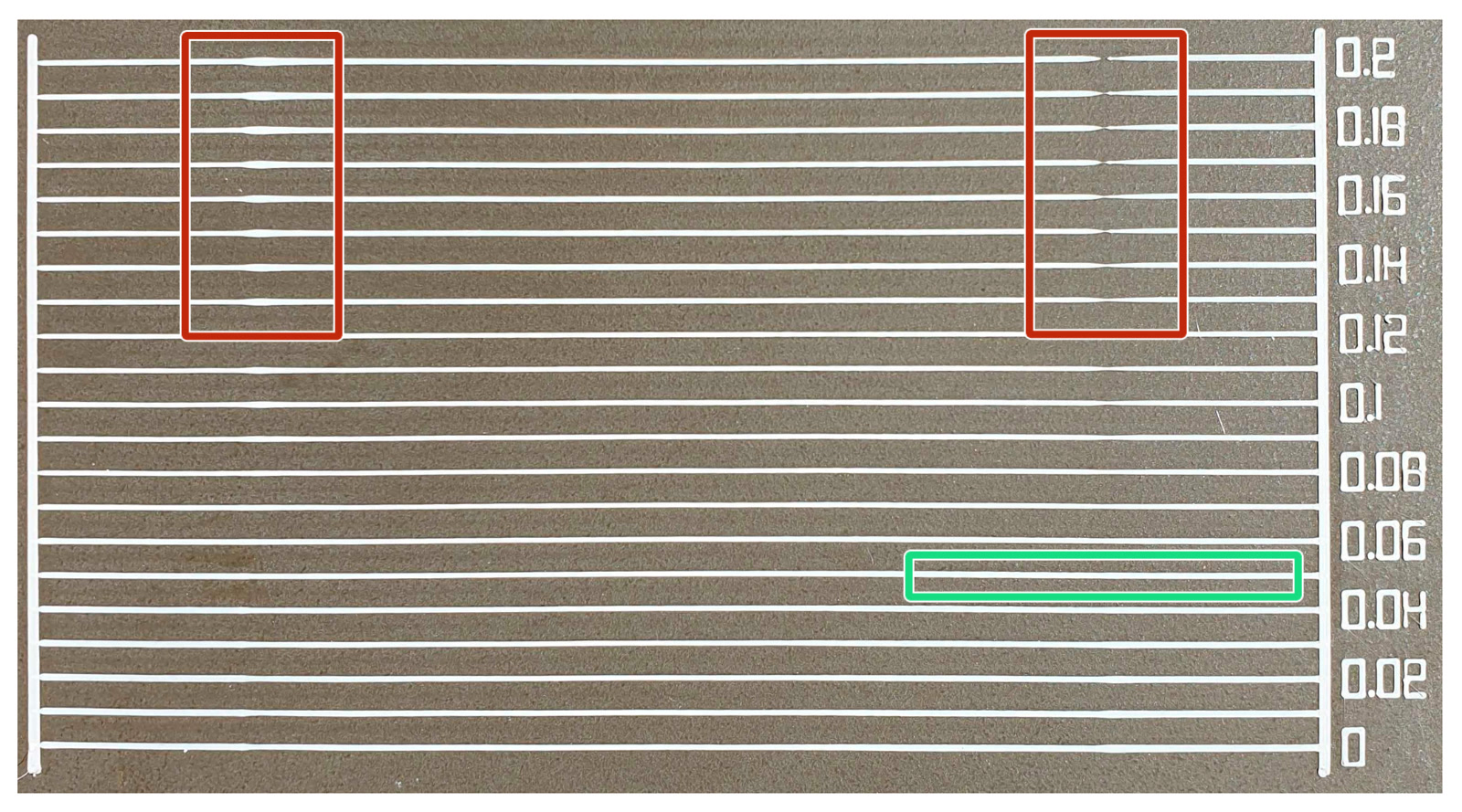
G-code de calibration imprimé avec du PLA à 215 °C. Ligne la plus régulière obtenue avec une valeur K de 0,05 (carré vert).
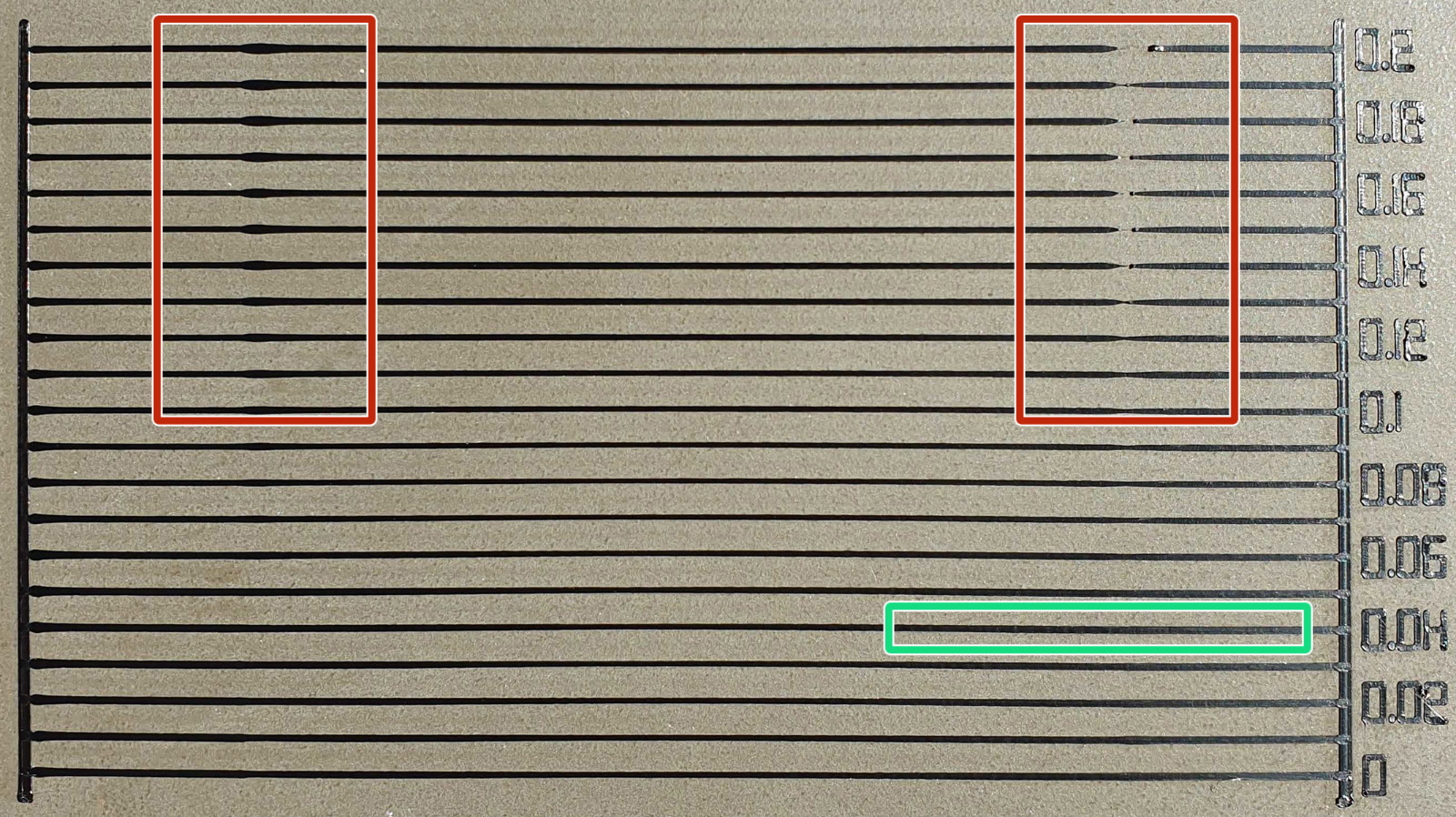
G-code de calibration imprimé avec de l'ABS à 255 °C. Ligne la plus régulière obtenue avec une valeur K de 0,04 (carré vert).
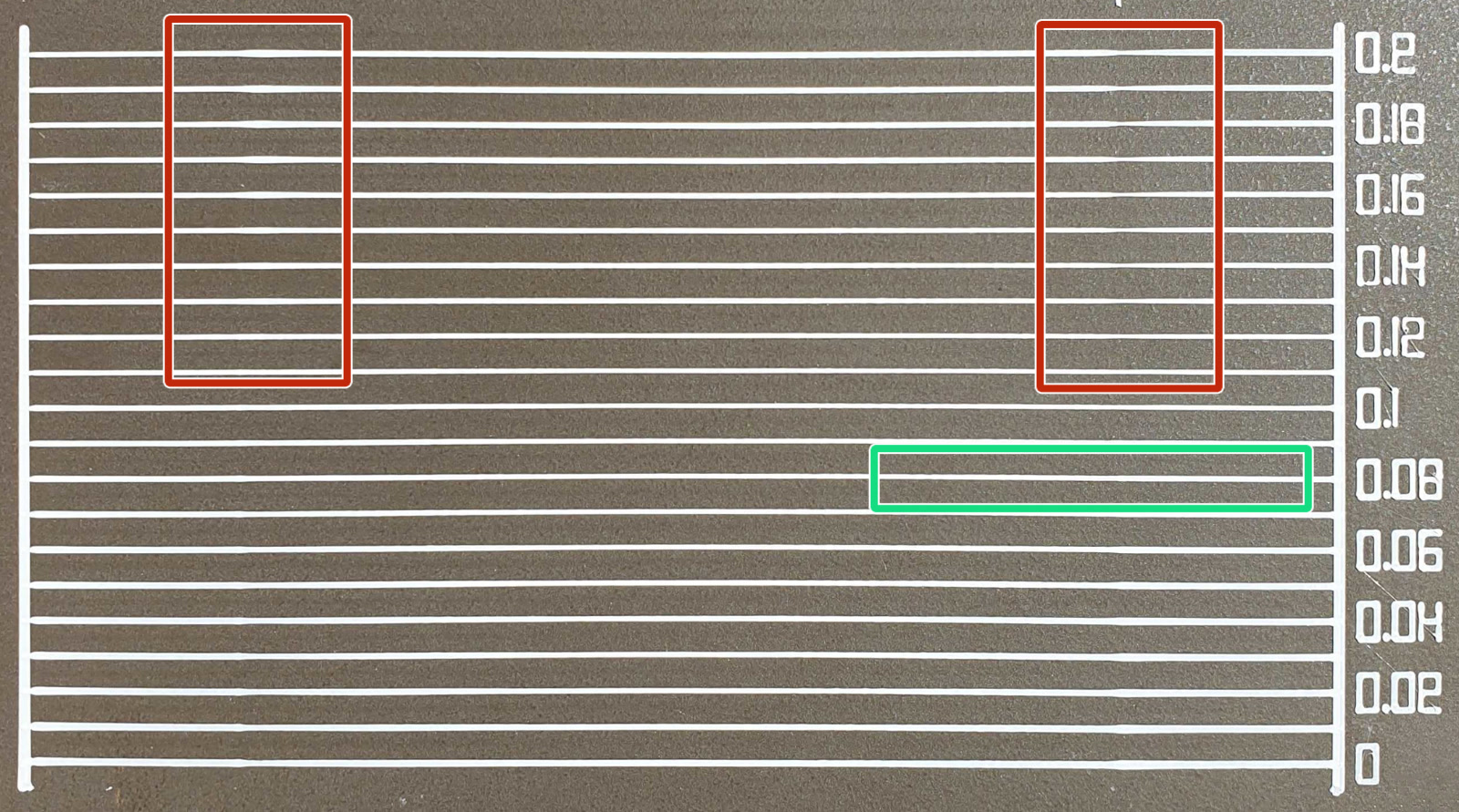
G-code de calibration imprimé avec du PETG à 240 °C. Ligne la plus régulière obtenue avec une valeur K de 0,08 (carré vert).
Télécharger le G-code de calibration
Vous pouvez télécharger le G-code de calibration du facteur K à partir de notre dépôt d'impression ou directement à partir du tableau ci-dessous. Ils sont prévus pour une buse en laiton de 0,4 mm. Chargez le bon type de filament pour le G-code et démarrez l'impression comme n'importe quelle autre.
| Matériau | Hauteur de couche | Vitesse la plus rapide | Profil de PrusaSlicer | ||
| 0,2 mm | 45 mm/s QUALITY | 0,2 mm | 60 mm/s SPEED | 0,3 mm | 50 mm/s DRAFT | |
| PLA | Télécharger | Télécharger | Télécharger |
| PETG | Télécharger | Télécharger | Télécharger |
| ASA | Télécharger | Télécharger | Télécharger |
| PC | Télécharger | Télécharger | Télécharger |
| NYLON | Télécharger | Télécharger | Télécharger |
| ABS | Télécharger | Télécharger | Télécharger |
| HIPS | Télécharger | Télécharger | Télécharger |
Si vos températures d'impression habituelles sont différentes de celles fournies, n'hésitez pas à modifier les lignes de G-Code selon vos besoins.
Modifiez les valeurs "S", qui correspondent à la température en degrés Celcius :
| M104 S215 ; Régler la température de la buse (pas d'attente) M140 S60 ; régler la température du plateau M190 S60 ; attendre la température du plateau M109 S215 ; Attendre la température de la buse |
Valeurs K optimales et comment ajuster
Les valeurs optimales que nous avons trouvées lors de nos tests sont répertoriées dans les tableaux ci-dessous. Celles-ci peuvent être implémentés dans n'importe quel slicer. Veuillez noter que différentes marques et couleurs du même matériau peuvent nécessiter une valeur K légèrement différente lors de l'impression à des vitesses extrêmescependant, nos préréglages devraient convenir à tous.
Buse de 0,4 mm
| PLA | 0,05 |
| PETG | 0,08 |
| CPE | 0,07 |
| PC Blend | 0,07 |
| ASA/ABS | 0,04 |
| HIPS | 0,04 (certaines marques peuvent avoir besoin d'une valeur K plus élevée) |
| Nylon Taulman | 0,08 |
| Nylon FX256 | 0,1 |
Buse de 0,6 mm
| PLA | 0,04 |
| PETG | 0,04 - 0,05 |
| PC Blend | 0,04 |
| ASA/ABS | 0,02 - 0,03 |
| HIPS | 0,03 (certaines marques peuvent avoir besoin d'une valeur K plus élevée) |
PrusaSlicer
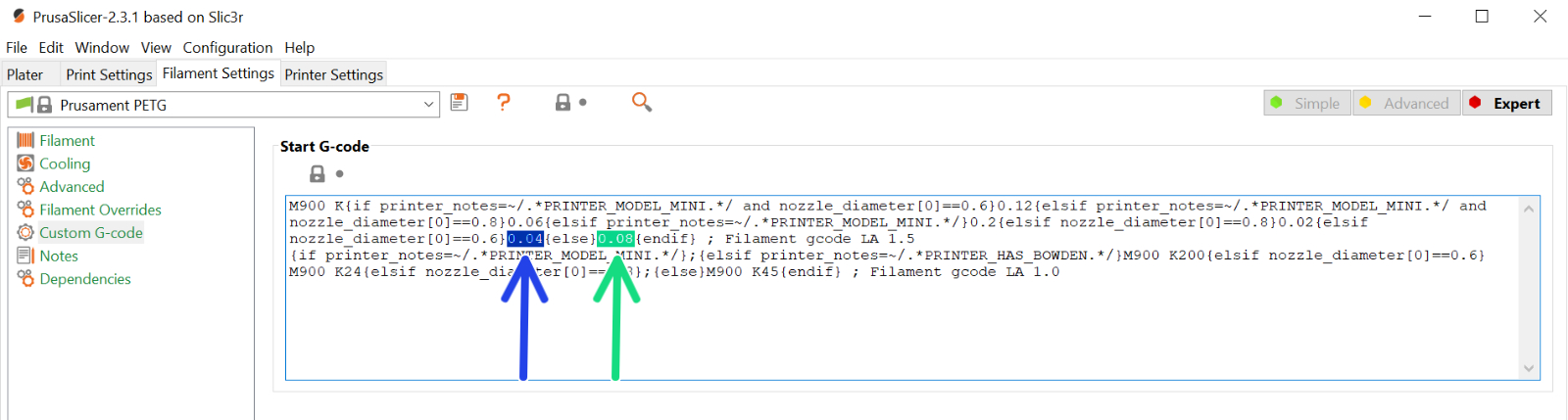
Comme mentionné, les valeurs K pour tous les filaments sont déjà implémentées dans les préréglages de PrusaSlicer. Si vous devez ajuster ces paramètres en raison d'un filament exotique ou d'une application spécifique, la valeur K est définie dans la section de G-code personnalisé dans les Réglages du filament-, PAS de le G-code personnalisé spécifique à l'imprimante.
- La flèche bleue et la case indiquent le nombre à modifier pour une buse de 0,6 mm.
- La flèche verte et la case indiquent le nombre à modifier pour une buse de 0,4 mm.
Autres slicers
Si vous utilisez un autre slicer que notre PrusaSlicer, vous devez modifier manuellement les paramètres dans le script G-code de votre slicer.
Les utilisateurs de Simplify3D, Cura, etc. doivent simplement ajouter "M900 Kxx" dans le script G-code de départ. Gardez à l'esprit que vous devez modifier manuellement cela pour différents matériaux de filament. Seul PrusaSlicer a un G-code personnalisé pour chaque préréglage de filament et par conséquent la valeur K est modifiée automatiquement. Réglez la vitesse désirée et imprimez quelque chose (assez grand pour que la vitesse apparaisse). Si les coins pointus ont des blobs, augmentez la valeur K. Si vous voyez qu'il manque du filament, diminuez la valeur K.