Limpiar la lámina
Si los objetos impresos tienen problemas para adherirse a la superficie de la lámina de acero, debes limpiarla con un paño. Elije el producto de limpieza adecuado para su lámina(IPA, Windex, etc.), vierte una pequeña cantidad sobre una toalla de papel sin perfume y limpia la superficie de impresión. No es necesario limpiar la superficie antes de cada impresión. Solo es importante no tocar la hoja de acero con las manos o con herramientas sucias.
La lámina debe limpiarse mientras está fría para lograr los mejores resultados; limpiarla cuando está caliente puede provocar lesiones potenciales, ya sea por la cama caliente o la boquilla. Al limpiar a temperaturas más altas, el alcohol también se evaporará antes de que pueda limpiar nada. Se pueden encontrar más detalles en Problemas en la primera capa.

Mantenimiento de rodamientos
Después de ~ 200 horas de impresión, las varillas lisas deben limpiarse con una toalla de papel. Puede comprar un lubricante (cualquier buen superlubricante servirá) y aplicarlo sobre las varillas lisas (ejes XYZ). MINI se suministra con un tubo de lubricante Prusa y también es disponible en nuestra tienda.
Con la impresora apagada, mueve el eje X (extrusora) y el eje Y (base calefactable) con la mano hacia adelante y hacia atrás un par de veces. Si notas que uno de los ejes ya no se mueve con suavidad, los rodamientos se pueden sacar y engrasar por dentro (deben quitarse del eje porque el sello de plástico evitará que la mayor parte de la grasa entre) .
Para obtener nuestra guía de mantenimiento detallada, consulta Consejos de mantenimiento.
Ventiladores
Ambos ventiladores deben revisarse y limpiarse cada doscientas horas. El aerosol limpiador de computadoras (aire comprimido) eliminará el polvo y se pueden usar pinzas para pequeñas hebras de plástico. Sostén siempre las aspas cuando limpies el ventilador con aire comprimido.
Limpieza del engranaje del impulsor de la extrusora
Los engranajes de la extrusora no necesitan lubricación. Sin embargo, con el tiempo, pueden sufrir una acumulación de virutas de filamento en las ranuras y una fuerza de agarre suelta que puede causar una subextrusión. Usa aire comprimido para soplar los escombros o use un cepillo pequeño de latón para limpiar las ranuras; un palillo de dientes normal también hará el trabajo. Verifica y limpia desde la ventana de acceso en la parte superior del ensamblaje del extrusor. Limpia lo que puedas, luego gira el engranaje y repite. Una cantidad muy pequeña de lubricante solo en los dientes impulsores no duele, pero puede causar problemas si alcanza los dientes del filamento o comienza a acumular residuos.
Para un desmontaje más completo, consulta Como acceder y limpiar el extrusor-polea (MINI/MINI+)
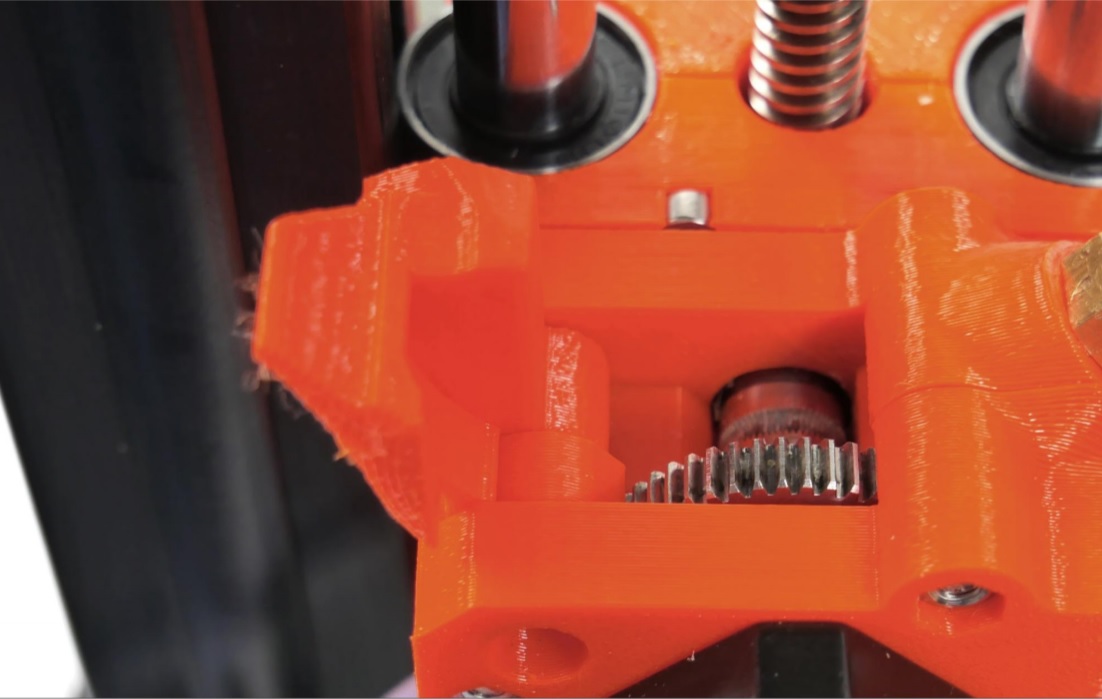
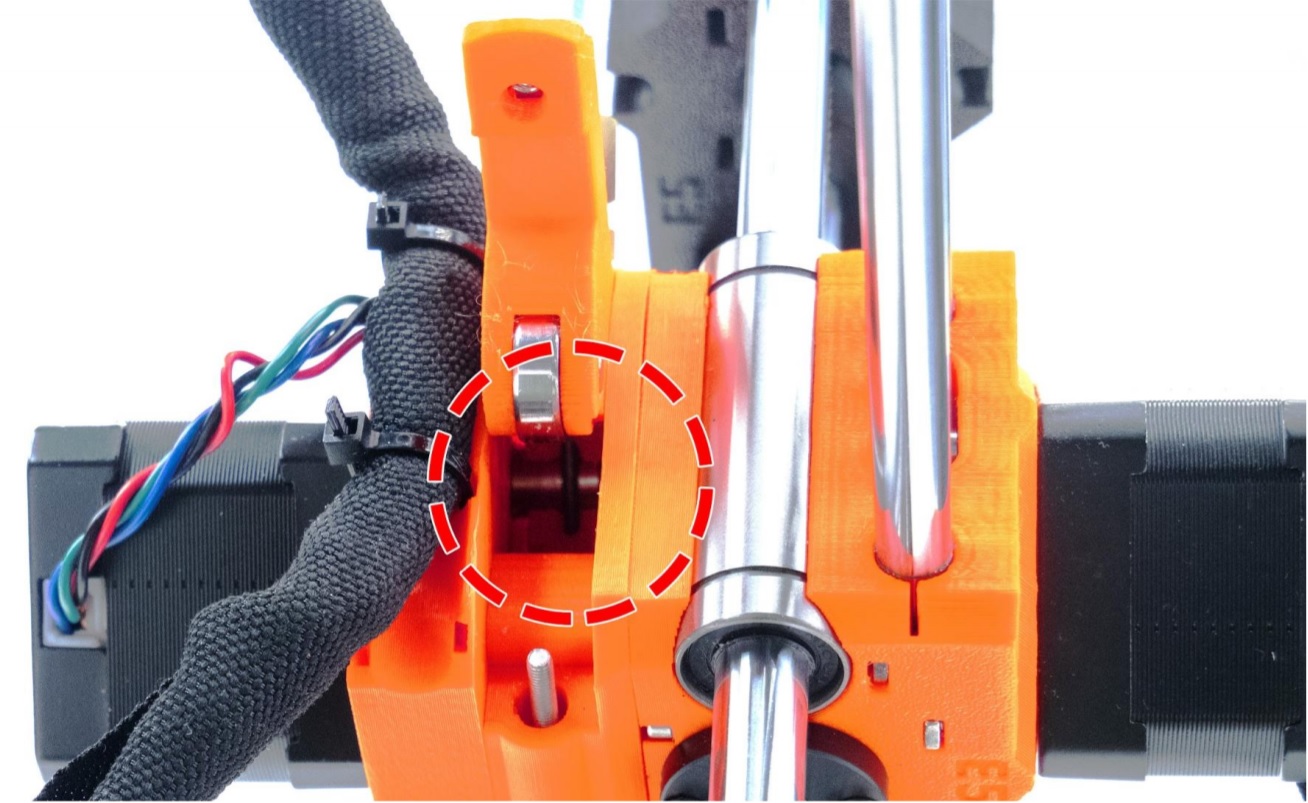
Abrir la polea tensora le permitirá limpiar ambos engranajes y / o eliminar los restos de filamentos atrapados en los engranajes de la extrusora. Se recomienda inspeccionar los engranajes de vez en cuando y eliminar cualquier residuo atrapado en la extrusora.
Tubos de PTFE
El MINI tiene cuatro tubos de PTFE, dos externos y dos internos , que pueden necesitar un nivel básico de atención de vez en cuando. Los tubos de PTFE se utilizan para conducir la hebra de filamento desde el carrete, a través de la extrusora, hasta la boquilla. Con el tiempo, los restos de filamentos pueden acumularse en los tubos de PTFE.
Estos tubos deben estar limpios y uniformes. Si están deformados, deben reemplazarse. Utilice una lata de aire comprimido para limpiarlos. El uso de un trozo de alambre sólido puede dañarlos por dentro.
Acceso a los tubos de PTFE:
Tubos externos
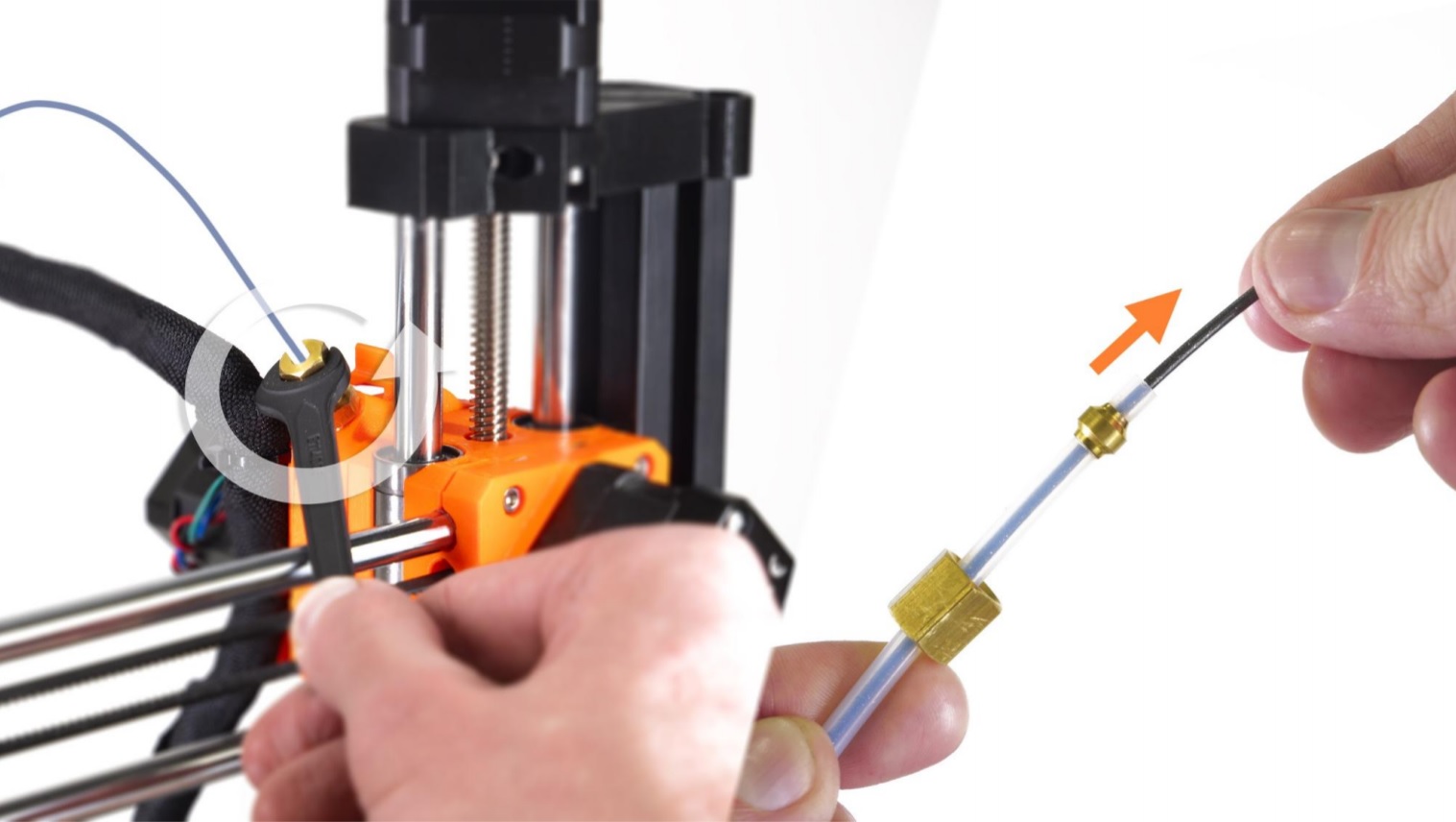
- El primer tubo donde se carga el filamento, que conduce a la extrusora, se puede sacar con la mano. Si no puedes sacar el primer tubo con la mano, sigue Como acceder y limpiar el extrusor-polea (MINI/MINI+) hasta el paso 8 para soltar el tornillo M3x12 que lo sujeta.
- El segundo tubo Bowden principal, más largo, va desde la extrusora hasta el cabezal de impresión. Usa una llave (tamaño 10) para aflojar las tuercas que lo sujetan a los accesorios, que se encuentran en cada extremo.
- Debajo de cada accesorio del tubo Bowden principal, encontrará un tubo de PTFE. Ambos deben inspeccionarse si tiene problemas de carga. El que se encuentra en la extrusora es un tubo corto que ayuda al filamento a salir de la extrusora.
- El tubo de PTFE del cabezal de impresión / la punta caliente debe estar limpio y ligeramente comprimido cuando se instala dentro de la rotura de calor. Consulta nuestra completa guía ilustrada sobre cómo reemplazar el tubo de PTFE en el MINI.
Boquilla
Interior
Si tienes una obstrucción o falla de impresión, es posible que debas hacer un par de tirones en frío. Además, cambiar de PLA a PETG, a temperaturas de PLA puede causar problemas. Los tirones en frío deberían eliminar cualquier obstrucción parcial o total y hacer que imprima nuevamente. Consulta nuestra guía sobre cómo hacer un tirón en frío de la Prusa MINI. Cuando se calienta, también puede ser útil usar una aguja de acupuntura (se incluye una con el kit) para limpiar el interior de la boquilla.
Afuera
Si su boquilla está cubierta con plástico por fuera, puede afectar sus propiedades térmicas. Para limpiarla, calienta la boquilla durante 5 minutos, y apaga la impresora. Inmediatamente después de eso, usa un pequeño cepillo de latón para quitar cualquier plástico viejo atascado en la boquilla y el bloque del calentador. Ten cuidado alrededor de los cables del termistor o al elemento calefactor.
Reemplazo
Las boquillas se desgastan con el tiempo, incluso cuando solo se imprime PLA y PETG. Si intentas imprimir filamentos abrasivos, como relleno de acero, utilizando la boquilla de latón original, la boquilla se estropeará rápidamente.
Si necesitas cambiar la boquilla, encontrará una guía completa aquí, que cubre todo el procedimiento, así como algunos errores comunes que deseas evitar.
Actualización del firmware
Es importante mantener su sistema actualizado y actualizado. El firmware se desarrolla continuamente y se implementan nuevas características y mejoras operativas con regularidad, según las pruebas y los comentarios de nuestros usuarios. Para obtener una guía completa sobre cómo actualizar el firmware, consulta Actualización de firmware (MINI/MINI+).