Auf dem Original Prusa XL Multiwerkzeug ist es möglich, verschiedene Materialien innerhalb desselben Drucks zu kombinieren. Die folgenden Aspekte und Überlegungen müssen für einen erfolgreichen Druck beachtet werden.
Einführende Informationen
Wenn ein Extruder geparkt wird, kühlt sich die an diesem Extruder installierte Düse ab.
Hohe Temperaturen eines Hotends während es nicht druckt, können dazu führen, dass sich ein geladenes Filament zersetzt und der Druck in der Schmelzzone ansteigt. Während ein Extruder untätig ist, hilft die Abkühlung der Düse, diesem Prozess entgegenzuwirken, insbesondere bei einer längeren angedockten Zeit.
Immer wenn die Düsentemperatur hoch ist, muss die vom Filament aufgenommene Feuchtigkeit irgendwo entweichen. Dies führt in der Regel zu einem erhöhten Druck in der Düse, was typischerweise zum Sickern führt. Das ausgetretene Filament setzt sich auf dem Prime Tower ab und bildet möglicherweise einen Blob.
Um diese negativen Auswirkungen zu begrenzen, ist es entscheidend, das Filament trocken zu halten. Einige Filament-Einstellungen müssen möglicherweise fein abgestimmt werden, und es ist von grundlegender Bedeutung, dass die Düsendichtung für alle Werkzeuge auf die richtige Position eingestellt ist. Das Ausmaß dieser Effekte hängt auch vom jeweiligen Filament-Material ab.
Wenn Sie sich für die Verwendung von flexiblem Filament entscheiden, schauen Sie sich unsere Videoanleitung zum Laden von flexiblem Filament in den Original Prusa XL an.
Einstellungen für den Prime Tower (Reinigungsturm)
Minimale Reinigung im Reinigungsturm
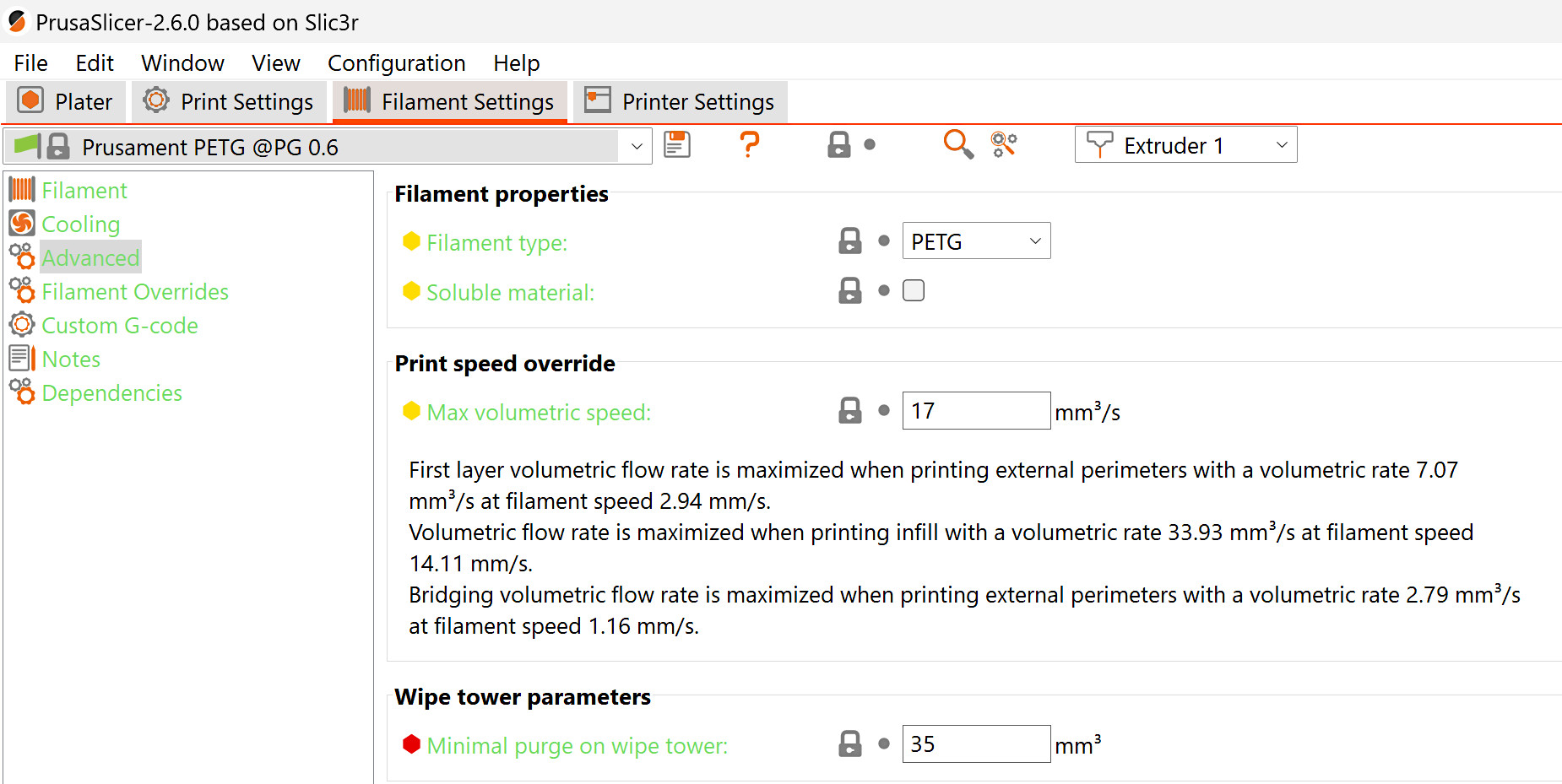
Die Minimalspülung im Reinigungsturm legt die Mindestmenge an Material fest, die in den Reinigungsturm gespült wird. Der Wert kann unter Filament Einstellungen -> Erweitert eingestellt werden. Das Nachlaufen, das beim Aufnehmen des Werkzeugs geschieht, führt zu Materialverlusten. Wenn Sie dieses Volumen erhöhen, verringert sich die Wahrscheinlichkeit, dass es zu Beginn des Drucks zu einer Unterextrusion kommt.
Für das Drucken von PLA ist der Standardwert und empfohlene Wert für diese Einstellung 15mm³. Für alle anderen Materialien ist der Standardwert 35mm³. Wir empfehlen außerdem, den Wert auf 35mm³ für jeden Extruder einzustellen, wenn Sie mit einer Kombination aus PLA und einem anderen Material drucken.
TPU ist sehr anfällig für Fadenbildung, da es eine große Menge an Feuchtigkeit aufnimmt. Es wurde zwar mit der minimalen Spülung am Reinigungsturm bei 35mm³ getestet, aber bei Problemen mit Fadenbildung und Nässen empfehlen wir, diesen Wert weiter zu erhöhen, sogar bis auf 70mm³. TPE ist ein gutes alternatives flexibles Material, da es im Allgemeinen weniger Feuchtigkeit absorbiert als TPU, aber beachten Sie, dass TPE eine schlechte Bettadhäsion aufweist.
Wenn Sie starre Filamente auf TPE oder TPU drucken, können die unteren Schichten aus TPE oder TPU durch das darüber gedruckte starre Filament verschoben werden. Dem kann man auch entgegenwirken, indem man die Minimalspülung des Reinigungsturms erhöht.
Reinigungsturm Extruder
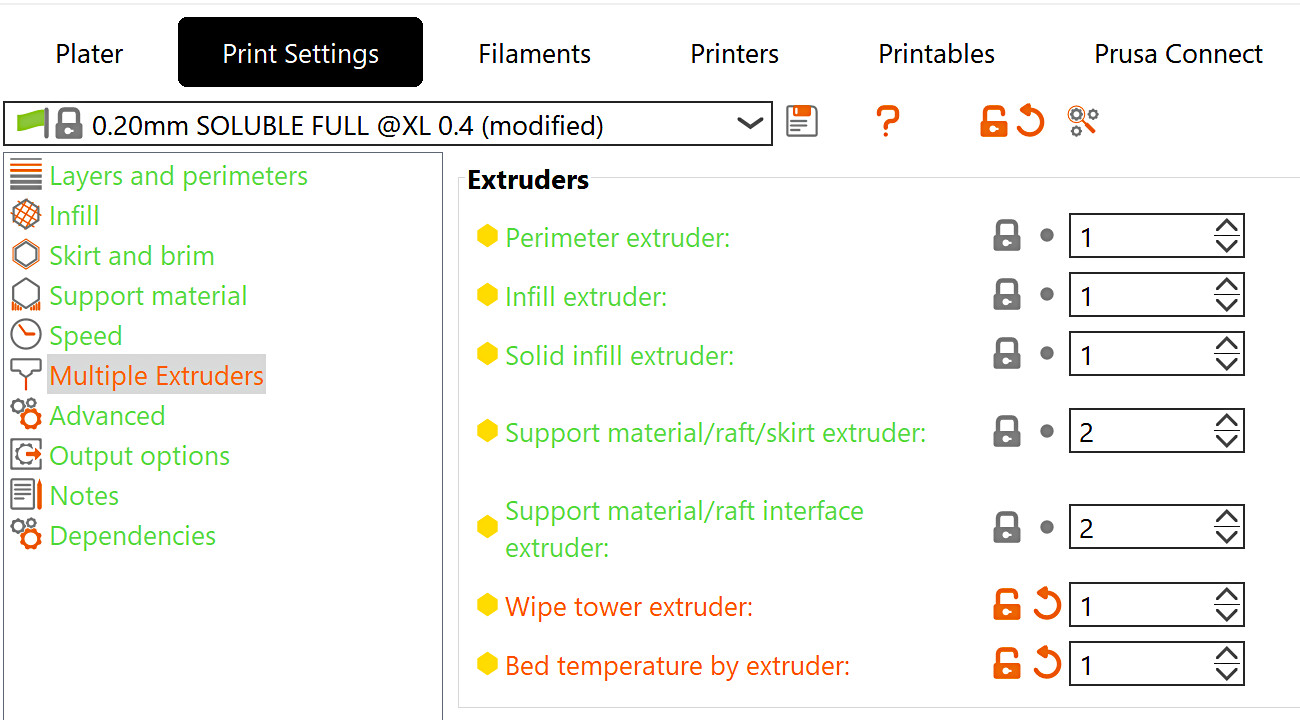
Auf dem Prime-Turm kleben die Filamente möglicherweise nicht aneinander. Das kann dazu führen, dass der Turm bricht und Kollisionen während des Drucks auftreten. Um das zu verhindern, gehen Sie zu Druckeinstellungen -> Mehrere Extruder -> Reinigungsturm-Extruder und wählen Sie einen Extruder für den Primeturm. Dies bewirkt, dass einer der Extruder mit einem bestimmten Filament auf alle Schichten des Turms einwirkt, auch wenn er beim Druck nicht verwendet wird, was den Turm stabiler macht. Wenn Sie den Wert auf 0 belassen, wird das Werkzeug verwendet, das zur Verfügung steht, d.h. das zuletzt in dieser Schicht verwendete. Das spart Zeit, macht aber beim Drucken mit mehr als einer Art von Material den Prime-Turm weniger zuverlässig.
Stabilisierungskegel-Spitzenwinkel
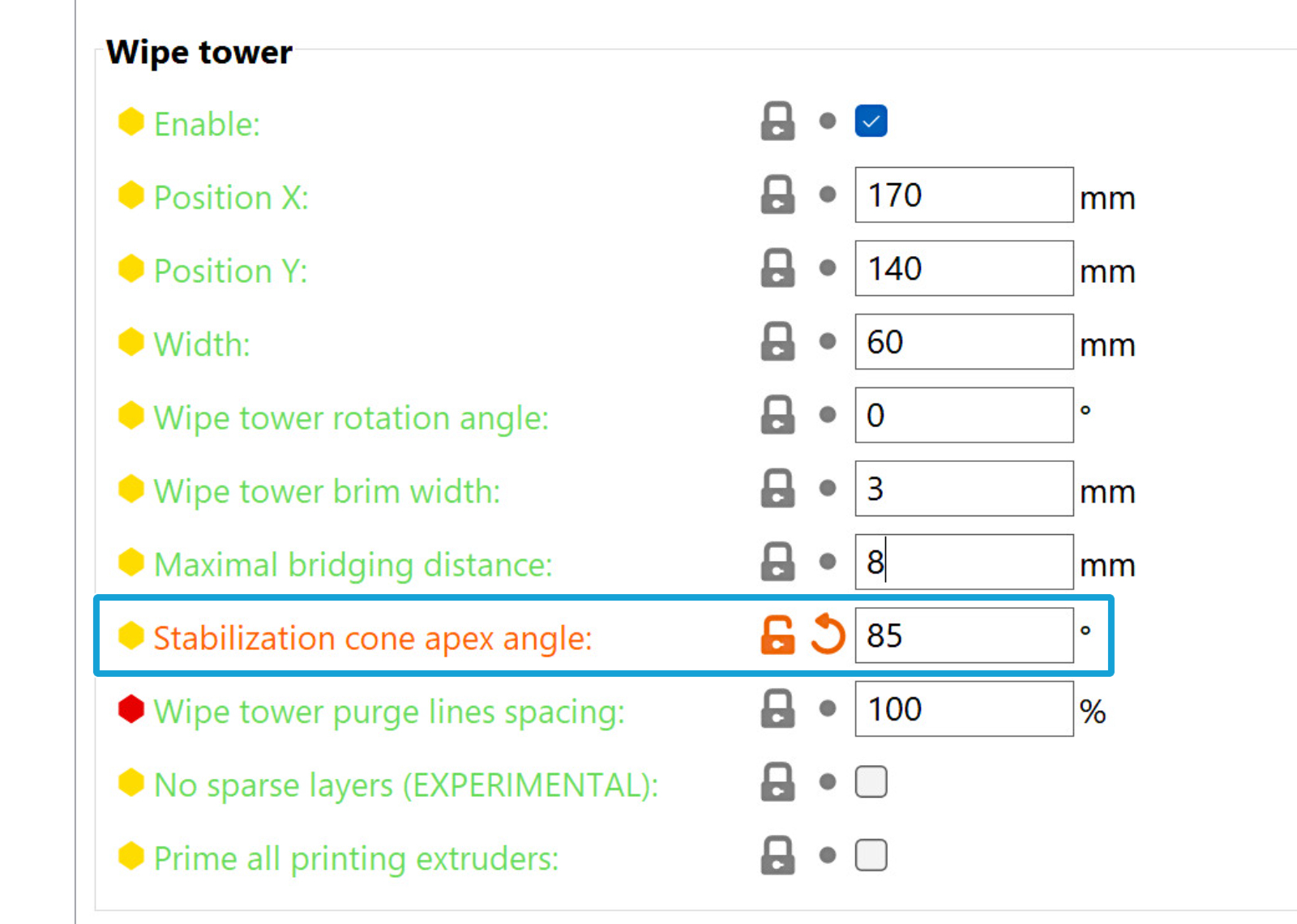
Um die Stabilität und die Bodenfläche des Prime Towers zu erhöhen, ist es möglich, eine konische Form hinzuzufügen, die mit der Form des Prime-Turms kombiniert werden kann. Der Apex-Winkel dieses Kegels kann unter Druckeinstellungen -> Mehrere Extruder zwischen 0 und 90 Grad eingestellt werden, wobei ein größerer Winkel bedeutet, dass die Kegelbasis größer und der Prime Tower stabiler ist.
PLA + PETG
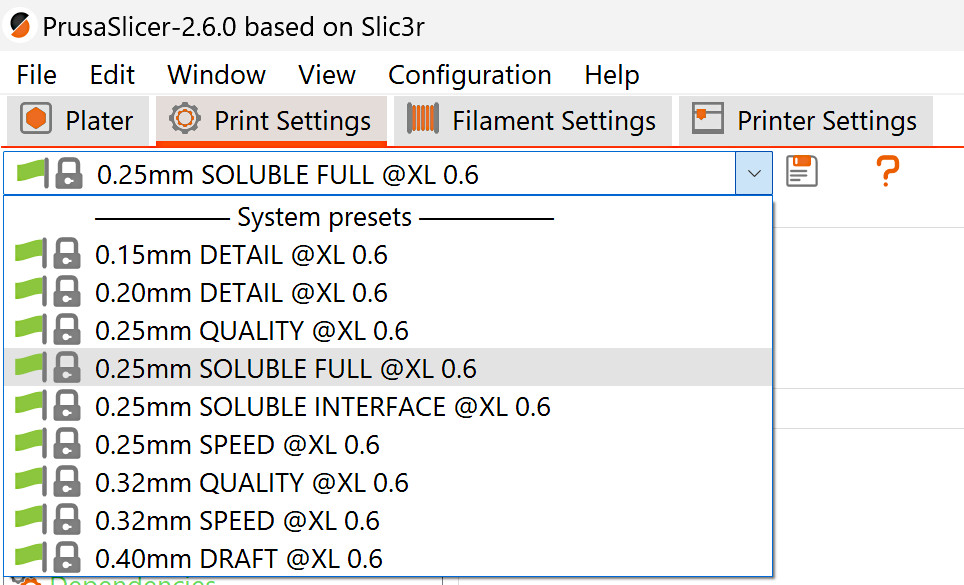
PETG wurde mit PLA-Stützen mit Erfolg getestet, ebenso wie PLA mit PETG-Stützen. Dazu muss die Druckeinstellung des PrusaSlicer auf Lösliches Material eingestellt sein.
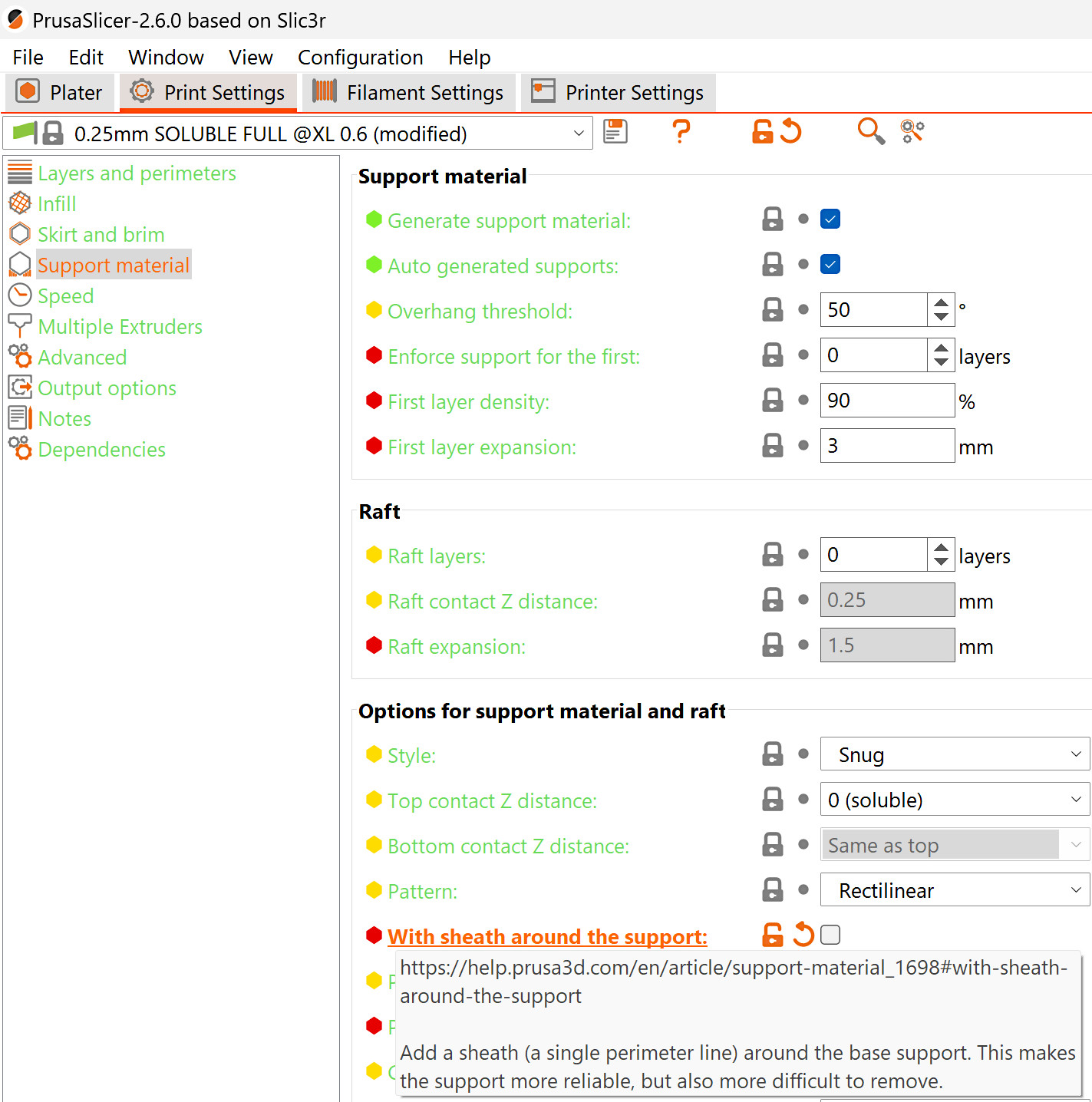
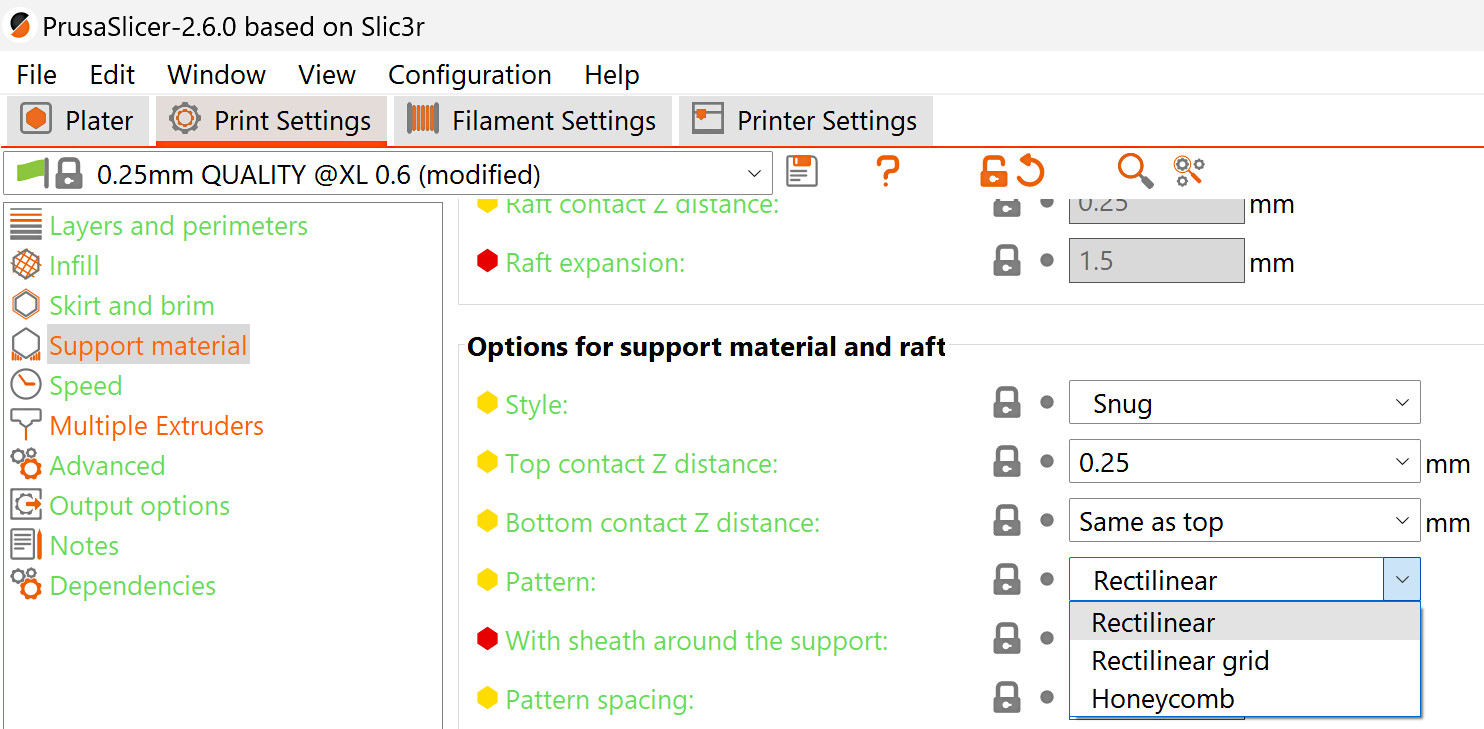
Standardmäßig wird eine feste Hülle (eine Perimeterwand) um die als löslich eingestellten Stützen erzeugt, was es sehr schwierig macht, sie zu entfernen. Wir empfehlen, diese Einstellung unter Druckeinstellungen -> Stützmaterial zu deaktivieren.
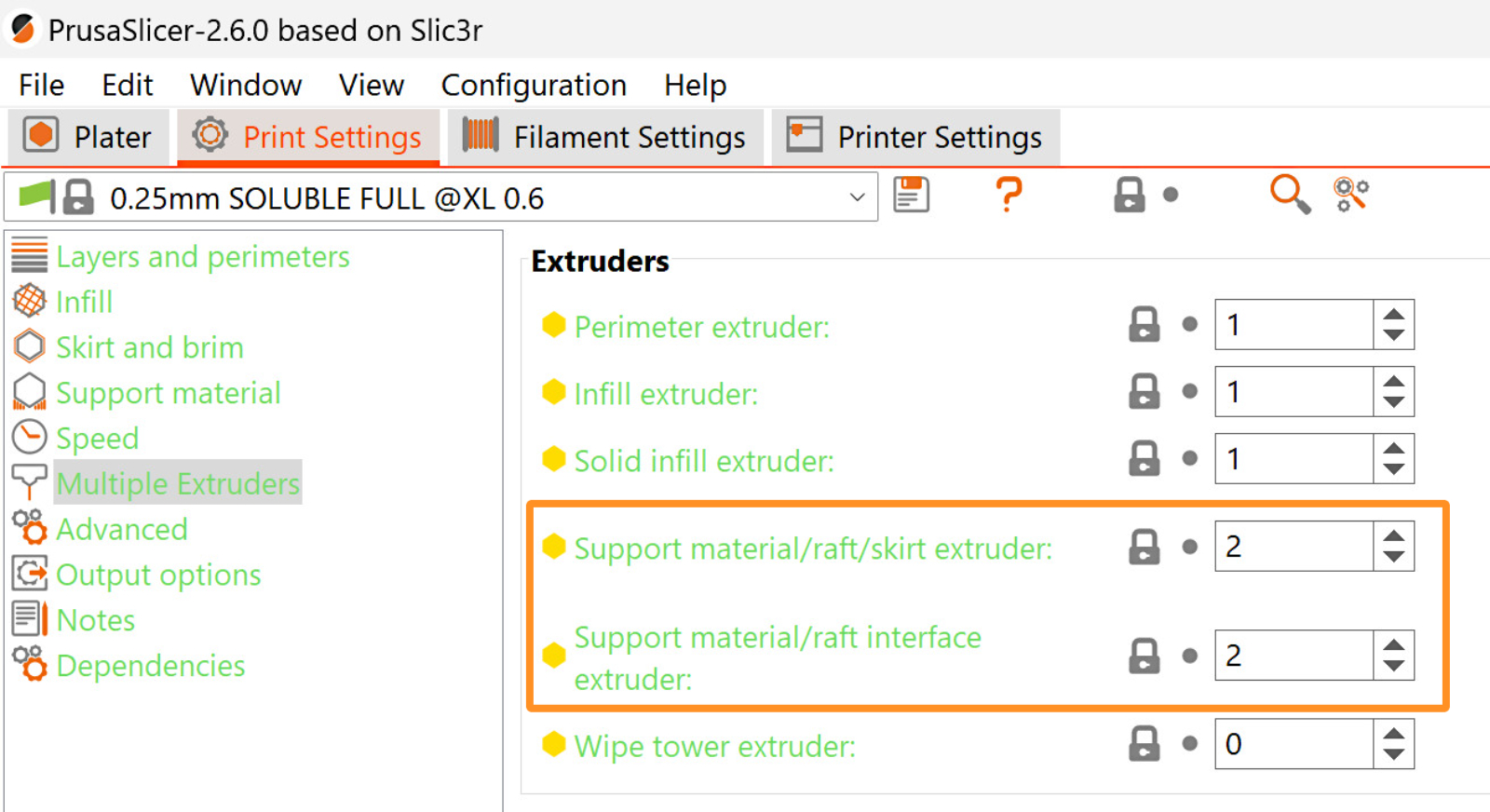
Standardmäßig ist das Trägermaterial auf den Extruder 2 eingestellt. Bei Bedarf können Sie dies ändern, indem Sie unter Druckeinstellungen -> Mehrere Extruder den Trägermaterial/Raft/Schürzen Extruder und den Trägermaterial/Raft/Schnittstellen Extruder auswählen.
Diese Funktion kann nur mit Organische Stützen verwendet werden, wenn ein Reinigungsturm verwendet wird. Wenn Sie den Stütz-Extruder durch einen anderen Stützstil als „Organisch“ ersetzen, wird der Reinigungsturm deaktiviert.
Flexibles Filament
Das flexible Filament erfordert aufgrund seiner Weichheit besondere Aufmerksamkeit beim Einlegen. Wenn Sie sich für ein flexibles Filament entscheiden, befolgen Sie die Anweisungen im folgenden Video:
Andere PrusaSlicer Einstellungen
Heizbett-Temperatur
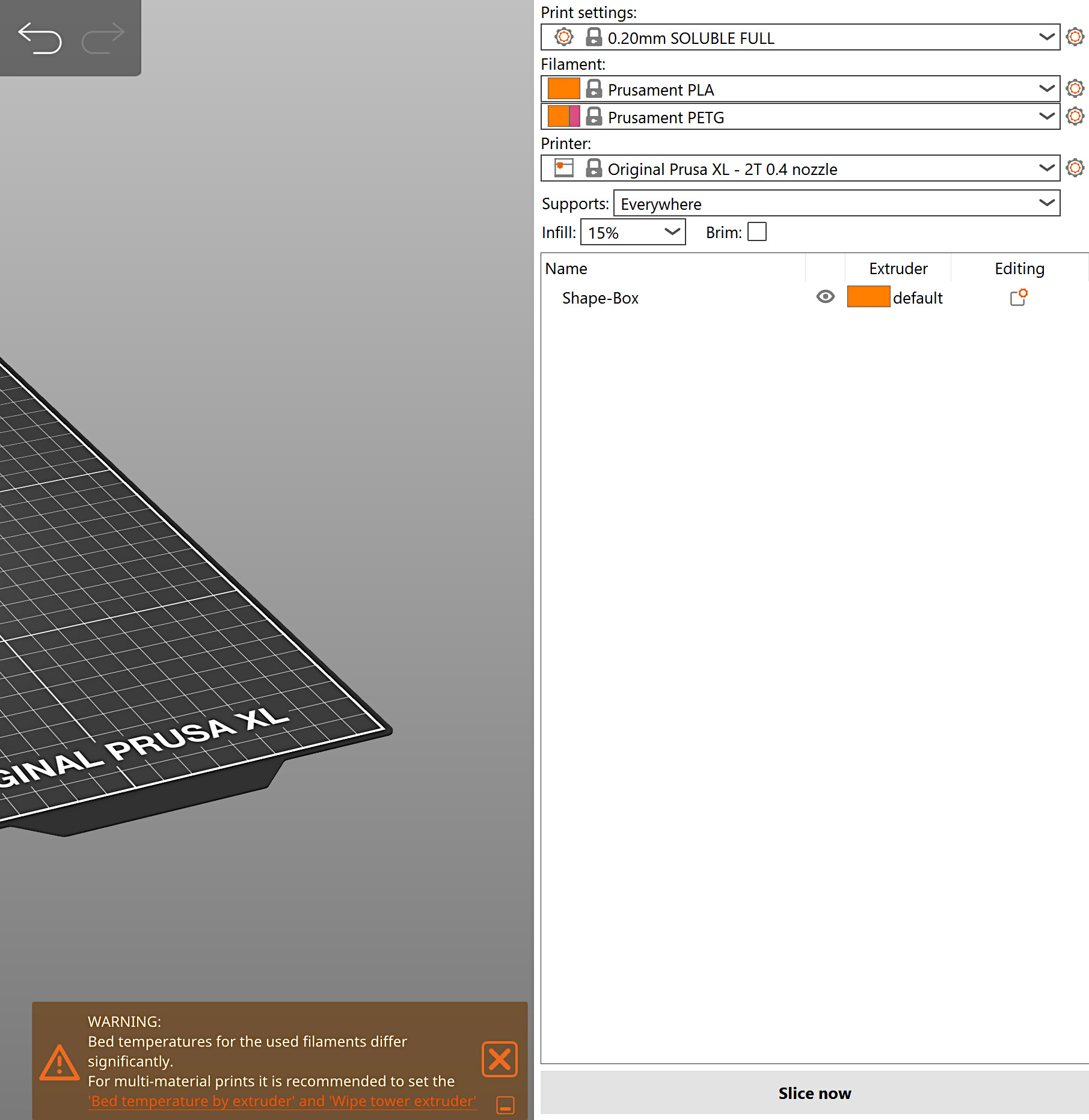
Im Standard basiert die Heizbett-Temperatur der ersten Schicht auf dem ersten gedruckten Material, ab der zweiten Schicht aufwärts auf dem ersten Filament, das in die zweite Schicht geladen wird. Abhängig von der Kombination der Filamente kann dies zu Problemen führen, z.B. zu mangelnder Haftung.
PrusaSlicer zeigt eine Warnung an, wenn die Temperaturen des Heizbetts erheblich abweichen.
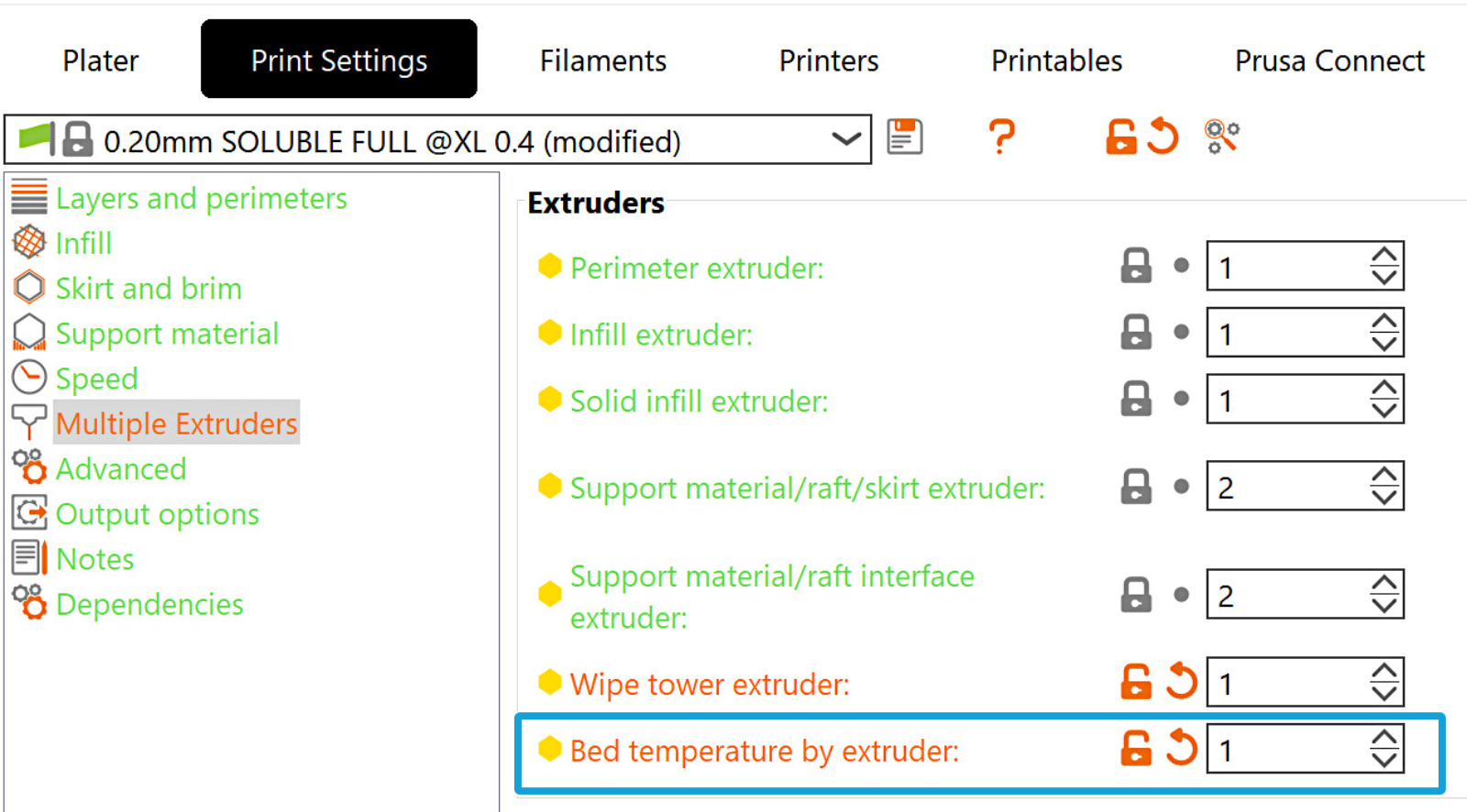
Um diese Einstellung zu ändern, navigieren Sie zu der Option in Druckeinstellungen -> Mehrere Extruder -> Extruder -> Betttemperatur nach Extruder.
Die Einstellung gibt den Extruder an, von dem die Betttemperatur genommen wird. Wenn Sie den Wert auf Null setzen, wird die Temperatur der ersten Schicht immer vom ersten druckenden Extruder übernommen, während die Betttemperatur aller anderen Schichten vom ersten Extruder übernommen wird, der die zweite Schicht druckt.
Nachlaufschutz
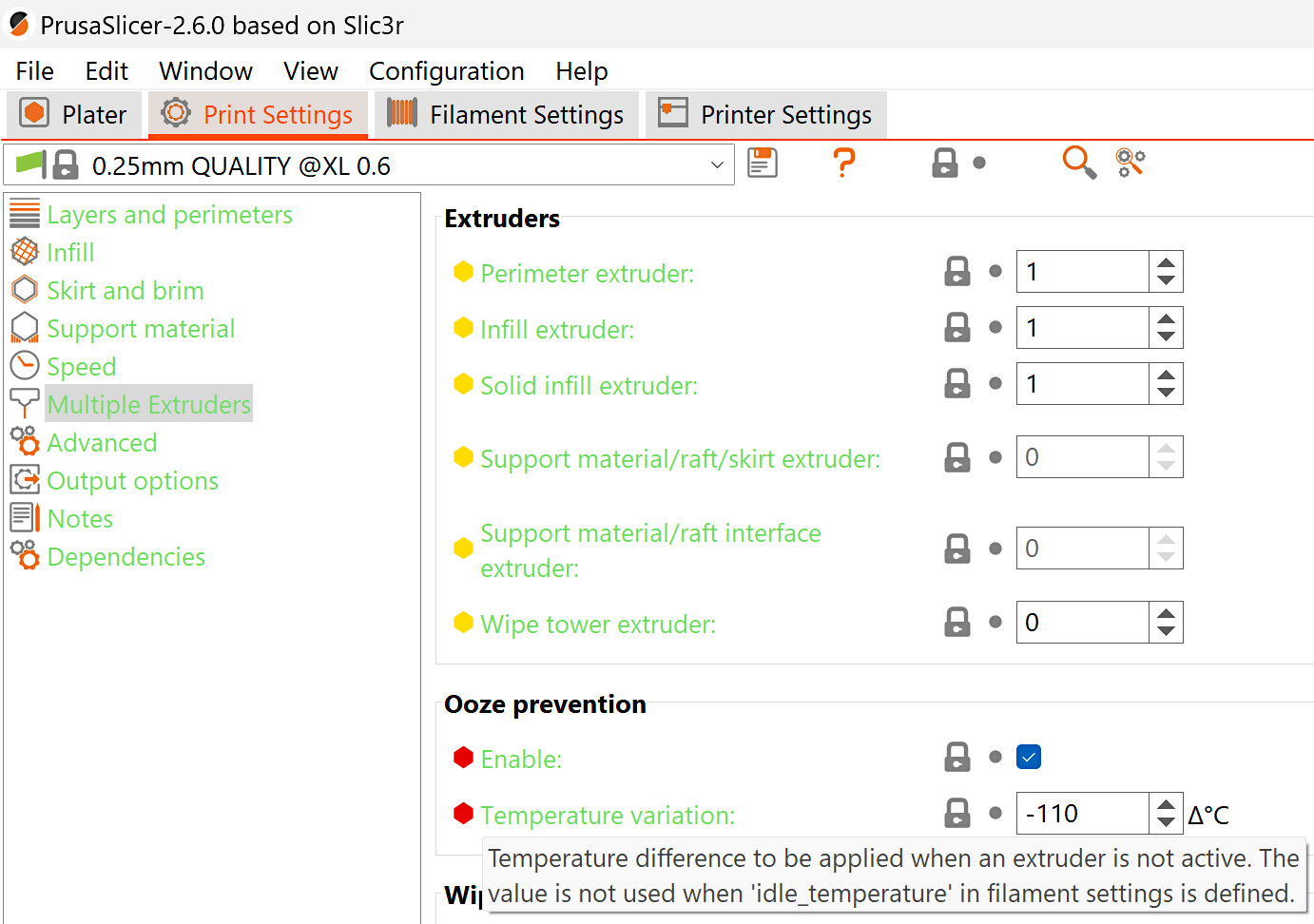
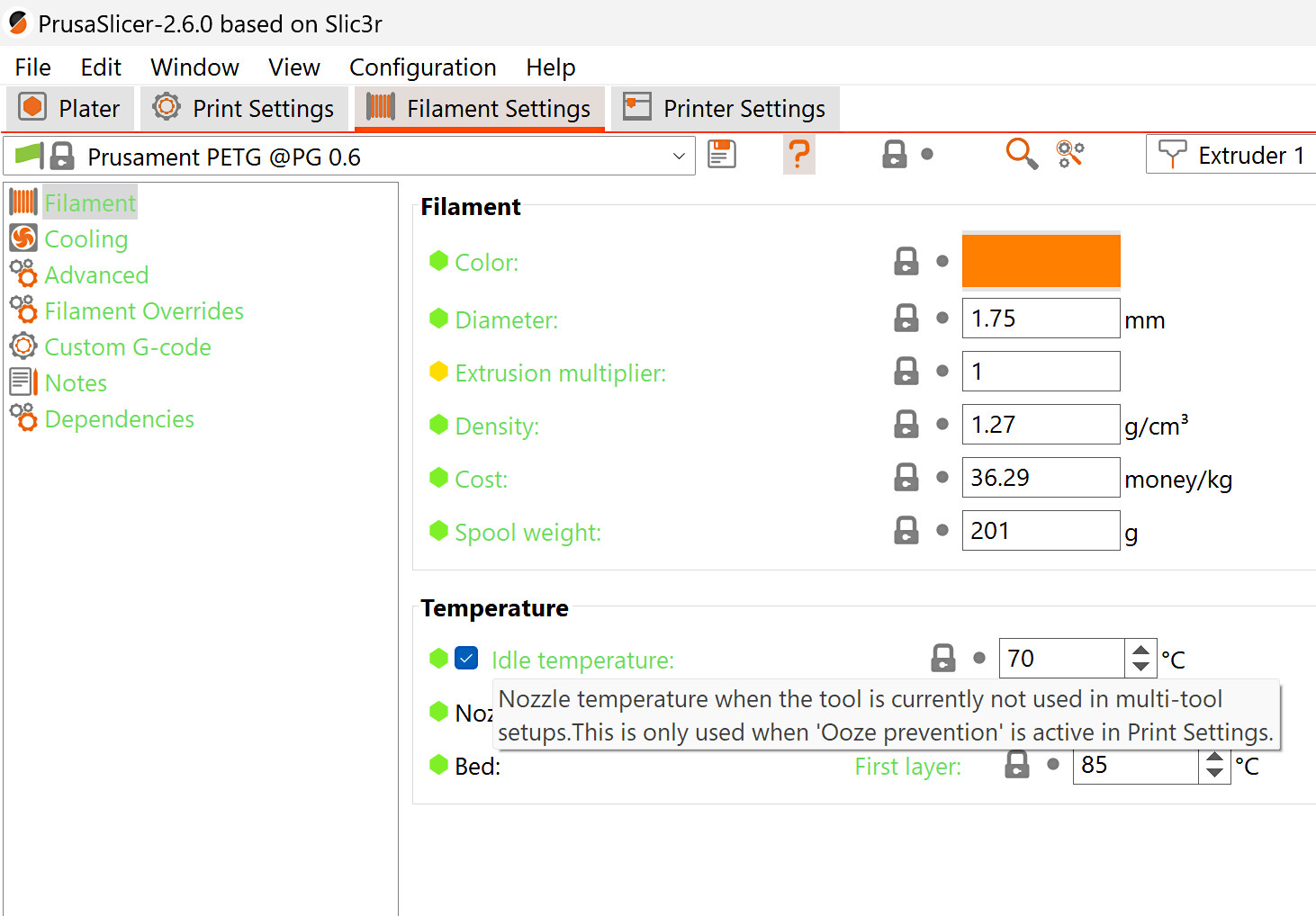
Lassen Sie in PrusaSlicer unter Druckeinstellungen -> Mehrere Extruder die Vermeiden von Nachsickern (Ooze) Funktion aktiviert. Dadurch kann die Leerlauftemperatur in Filamenteinstellungen -> Filament -> Leerlauftemperatur auf der besten Leerlauftemperatur für das jeweilige Filament bleiben. Die Temperatur in der Einstellung Leerlauftemperatur hat Vorrang vor der Temperaturveränderung in der Einstellung Vermeiden von Nachsickern (Ooze).
Wenn Vermeiden von Nachsickern (Ooze) deaktiviert ist, bleiben alle Extruder während des gesamten Druckvorgangs auf ihrer Drucktemperatur. Dies führt zu erheblichem Sickern, Materialdegradation in der Schmelzzone und möglicherweise zum Verstopfen der Düsen.
 |  |
Erwägungen zu Stützstilen
Wenn Sie Nahtlos-Stützen verwenden, überprüfen Sie im geslicten Objekt, ob Teile des Stützmaterials sehr hoch und dünn sind, da diese in der Mitte des Drucks fallen oder brechen könnten. Wenn Sie diese in Ihrem geslicten Objekt bemerken, empfehlen wir Ihnen, das Muster der Stütze zu ändern und/oder den Stil der Stütze auf Gitternetz zu ändern.
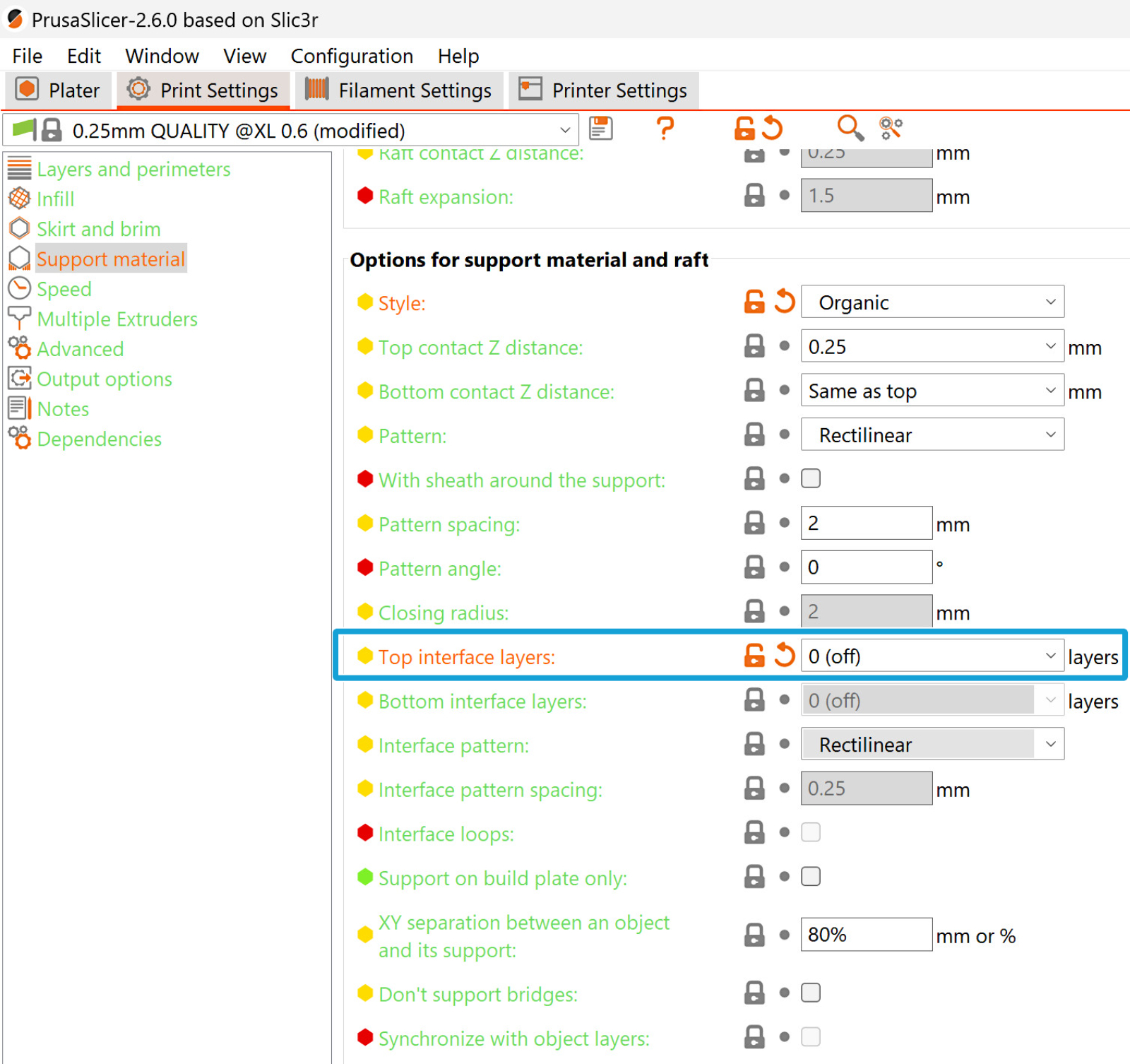
Bei der Verwendung von organischen Stützen sollten Sie keine Schnittstellenschichten verwenden, da diese sonst nicht druckbare Artefakte erzeugen.