Das Drucken mit verschiedenen Düsendurchmessern ist ein experimenteller Workflow, da verschiedene Einstellungen in den Profilen angepasst werden müssen und einige Düsenkombinationen inkompatibel sein können, was möglicherweise zu erfolglosen Drucken führt. Wir möchten diese Option jedoch für erfahrene Benutzer und Entwickler öffnen. Wir freuen uns darauf, Ihr Feedback zu sammeln, um diese Funktion zu verbessern und weiterzuentwickeln.
Da es sich um einen schwierigen Prozess handelt, wird in diesem Artikel anhand eines Beispiels Schritt für Schritt erklärt, wie Sie mit verschiedenen Düsendurchmessern drucken können. Wir haben verwendet:
- Drucker: XL 5T - Verwendung von 2 Werkzeugen
- Verwendete Düsen: Werkzeug 1: 0,25 mm, Werkzeug 2: 0,6 mm
- Verwendung: Düse 0,25 mm für Perimeter und Stützstruktur, Düse 0,6 mm für Objekt-Infill
- Stützen: Organische Stützen

Vor dem Start
Wechseln Sie die Düsen an Ihrem XL anhand des Handbuchs Auswechseln der Prusa-Düse (XL Multikopf). Um einen erfolgreichen Druck zu erzielen, empfiehlt es sich, eine Werkzeug-Offset-Kalibrierung durchzuführen, die Sie im Druckermenü unter Steuerung -> Kalibrierungen & Tests finden.
Handhabung von Profilen
Wählen Sie das richtige Profil
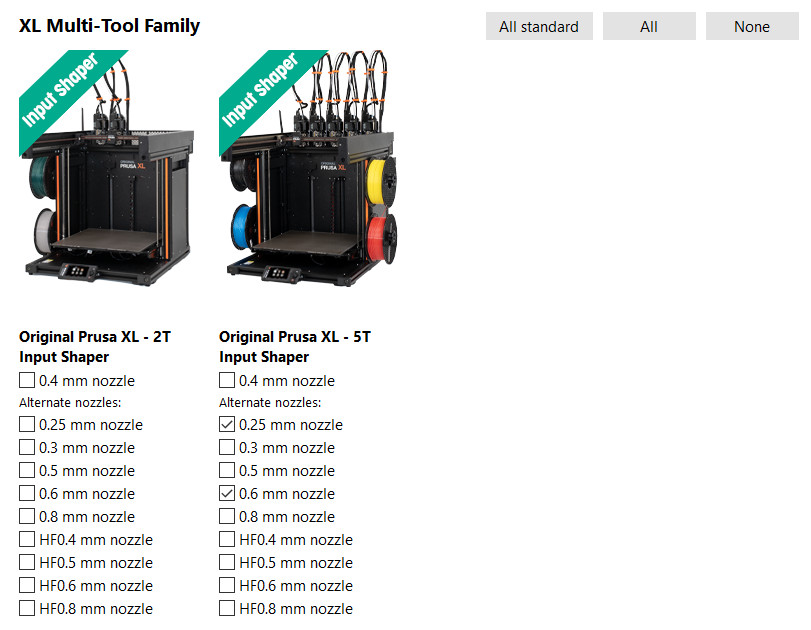
Um zwischen den verfügbaren Profilen zu wechseln, gehen Sie zum Assistenten (Konfiguration -> Konfigurationsassistent -> Prusa Research) und wählen Sie die Drucker mit den Düsen, die Sie verwenden möchten. Im Beispiel unten sind die verwendeten 0,25 mm und 0,6 mm Düsen ausgewählt.
Änderungen an den Druckeinstellungen
Infill kombinieren
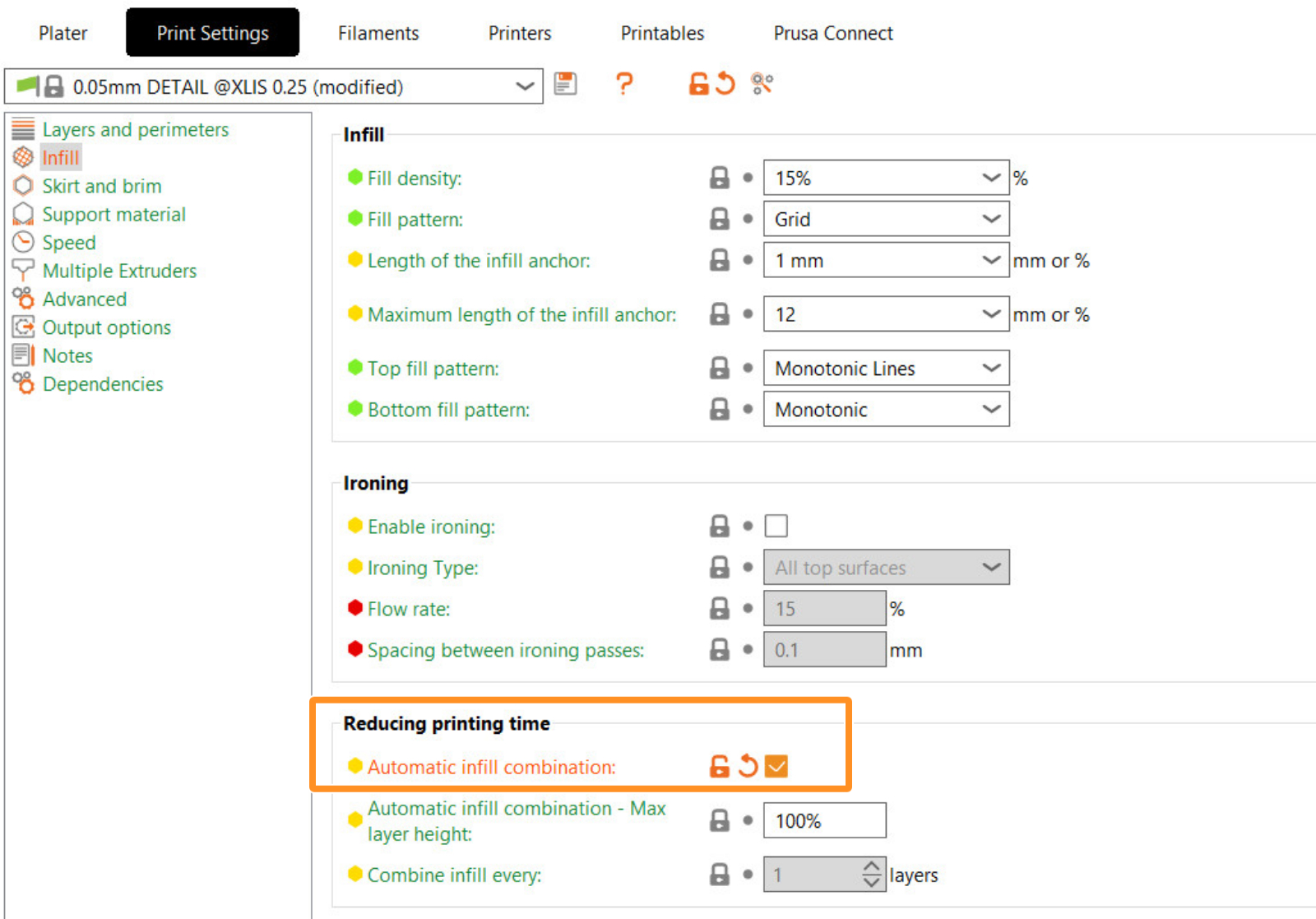
Für einige Anwendungsfälle kann es beim Drucken mit unterschiedlichen Düsendurchmessern sinnvoll sein, Infill in jeder n-ten Schicht zu drucken, typischerweise wenn der Infill mit einer größeren Düse gedruckt wird. Um diese Szenarien abzudecken, können Sie dies manuell einrichten (infill_every_layers) oder zur automatischen Infill-Kombination wechseln (Druckeinstellungen -> Infill -> Automatische Infill-Kombination).
Unterlagen aktivieren
Aktivieren Sie die Stützen unter Druckeinstellungen -> Stützmaterial -> Stützmaterial generieren. Wählen Sie unter Stil die Option Organisch.
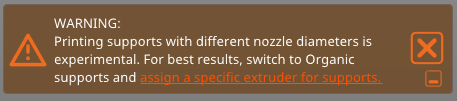
Wenn Sie mit verschiedenen Düsen drucken, ist die Kompatibilität der Stützen mit dem Reinigungsturm und die Möglichkeit, den Extruder für das Stützmaterial auszuwählen, entscheidend. Wir empfehlen daher dringend die Verwendung von organischen Stützen. Organische Stützen synchronisieren die Schichten mit dem Objekt, was die Sache sehr vereinfacht. So können Sie den Extruder für das Trägermaterial auswählen und gleichzeitig den Reinigungsturm aktiv haben.
Zuweisung von Extrudern
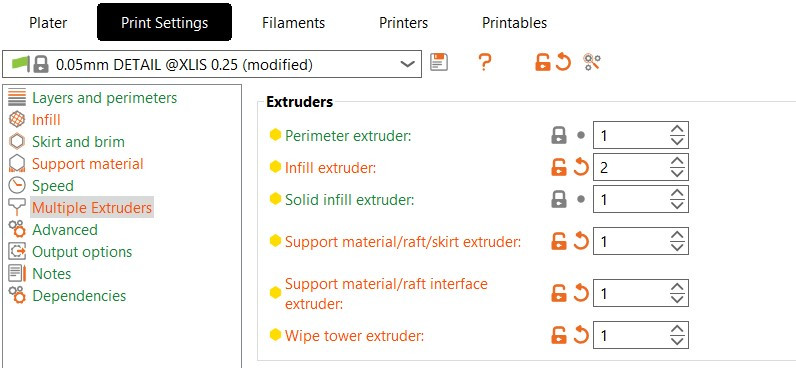
Um Extruder bestimmten Features des gedruckten Modells projektübergreifend zuzuweisen, gehen Sie zu Druckeinstellungen -> Mehrere Extruder -> Extruder und weisen Sie die Extrudernummern entsprechend Ihrem Anwendungsfall zu. Für unser Beispiel verwenden wir:
- Der Perimeter-Extruder ist auf Extruder 1 eingestellt, um eine detaillierte Oberfläche des Modells zu erhalten.
- Der Infill-Extruder ist auf Extruder 2 eingestellt, weil ich möchte, dass das Infill grob ist.
- Der Extruder für Stützmaterial/Raft/Schürze ist auf Extruder 1 eingestellt.
- Der Extruder für Stützmaterial/Raft/Schnittstelle ist auf Extruder 1 eingestellt.
- Der Extruder für den Reinigungsturm ist auf Extruder 1 eingestellt.
Dieses Setup stellt sicher, dass die Stützen mit einem einzigen Extruder gedruckt werden. Speziell für Stützen wird eine einzige Extrusionsbreite für die gesamte Struktur ausgewählt, deren Breite auf dem minimalen Düsendurchmesser basiert. Wenn Sie die Extrusionsbreite auf Null belassen, könnten alle Extruder auf Stützen drucken und es könnte zu einer Unterextrusion mit größeren Düsen kommen.
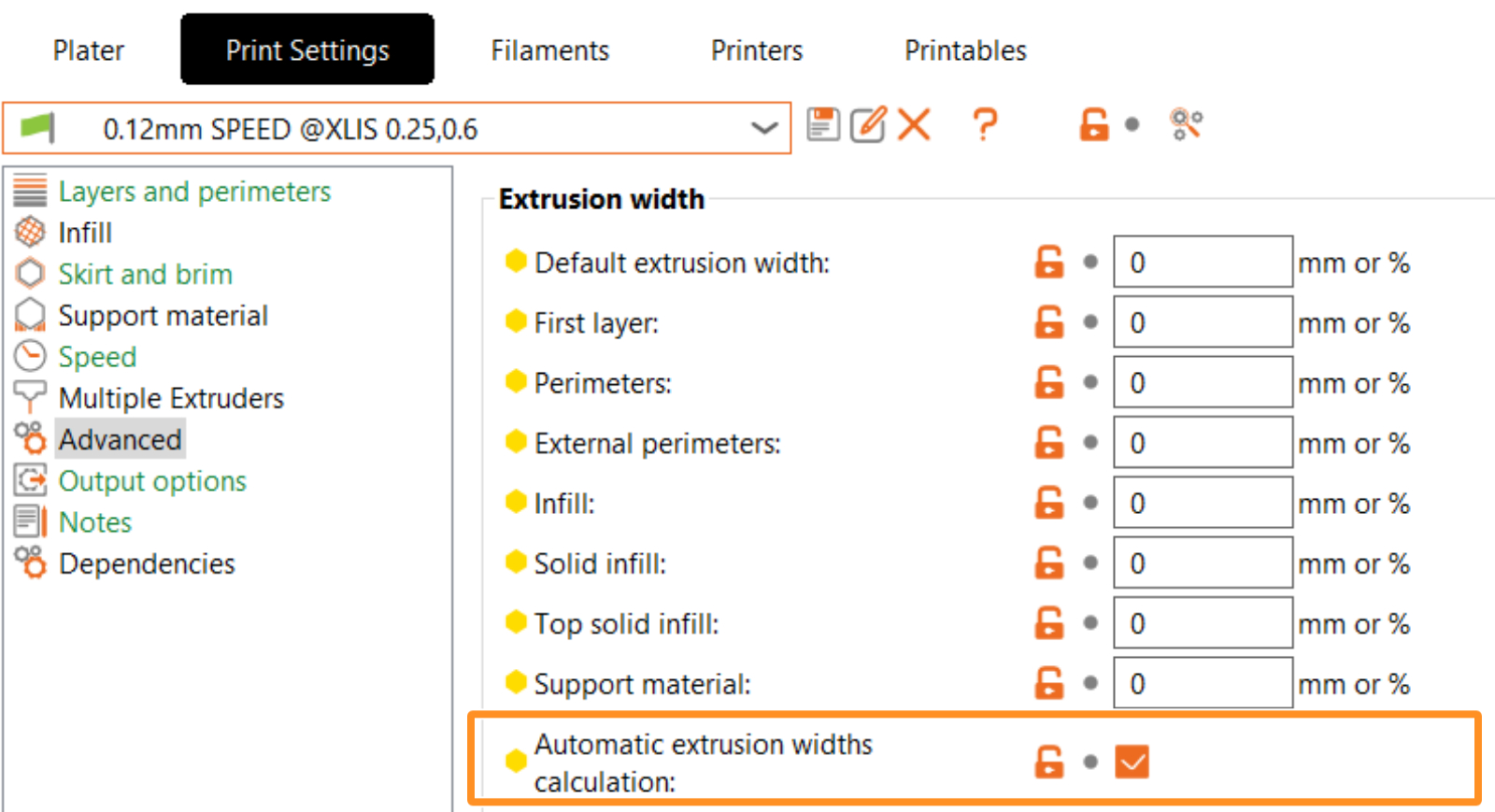
Extrusionsbreiten
Um bei der Verwendung unterschiedlicher Düsendurchmesser für bestimmte Merkmale des Modells die richtige Extrusionsbreite zu erzielen, bieten wir eine automatische Berechnung der Extrusionsbreite an (Druckeinstellungen -> Erweitert -> Automatische Berechnung der Extrusionsbreiten). Wenn diese Option aktiviert ist, wird ein Fenster mit der Warnung angezeigt, dass die Extrusionsbreiten automatisch auf Null gesetzt werden und das System sie auf der Grundlage der aktuell verwendeten Düsendurchmesser berechnet.
Bedingungen für kompatible Drucker verwalten
Dieser Schritt ist optional, aber es ist möglich, die Druckbedingungen des Standardprofils zu bearbeiten, um eine flexiblere Handhabung des Druckprofils zu ermöglichen. So können Sie die Einstellungen mit allen XL-Druckern (Druckerprofilen) gemeinsam nutzen. Gehen Sie dazu auf Druckeinstellungen - Abhängigkeiten -> Bedingung Kompatible Drucker. Wir haben sie von „printer_notes=~/.*XLIS.*/ und nozzle_diameter[0]==0.25“ in „printer_notes=~/.*XLIS.*/“ geändert.
Beachten Sie, dass Profile für verschiedene Düsendurchmesser unterschiedliche Parameter haben können. Wenn Sie dieses Profil für einen anderen Zweck verwenden möchten, achten Sie darauf, dass sich die Parameter Ihres benutzerdefinierten Profils von denen des Standardprofils unterscheiden. Zum Beispiel können Parameter wie Geschwindigkeit und Beschleunigung entscheidend sein, aber auch andere Einstellungen können variieren.
Danach können Sie das Druckeinstellungsprofil sichern. Es wird dann als Benutzervoreinstellung angezeigt.
Hinweis zum Reinigungsturm
Basierend auf grundlegenden Tests kann der Reinigungsturm das Drucken mit verschiedenen Düsendurchmessern bewältigen, aber wir können nicht für einen erfolgreichen Druck mit allen möglichen Kombinationen von Einstellungen garantieren. Aus diesem Grund bleibt die Warnung aktiv.
Änderungen der Druckereinstellungen
Um Ihre benutzerdefinierte Düsendurchmesser-Hardware zu konfigurieren, gehen Sie auf die Registerkarte Drucker - Extruder #. Stellen Sie bei den entsprechenden Extrudern den Düsendurchmesser ein. Wir empfehlen außerdem, die minimale und maximale Schichthöhe für die entsprechenden Extruder zu ändern. Dadurch wird der Bereich der kompatiblen Druckprofile auf der Grundlage der minimalen und maximalen Werte für die Schichthöhe eingeschränkt. Wir haben den Extruder 1 mit der gewählten 0,25 mm Düse belassen und den Extruder 2 auf 0,6 mm geändert.
 |  |
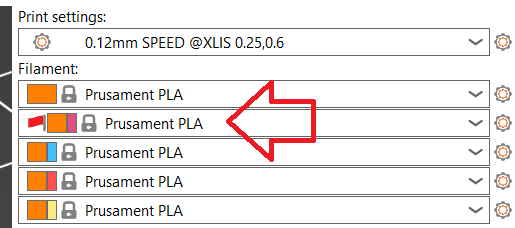
Inkompatible Filament-Profile
Wenn Sie Änderungen an den Druckerprofilen vornehmen, insbesondere aufgrund eines Düsenwechsels, werden inkompatible Filament-Profile mit einer roten Flagge angezeigt. Es ist wichtig, dass Sie Profile ohne rote Flaggen auswählen, um die ordnungsgemäße Funktionalität zu gewährleisten.