Original Prusa XLマルチツールでは、同じプリント内で異なる材料を組み合わせることが可能です。プリントを成功させるために、以下の側面と考慮事項を念頭に置く必要があります。
予備的な情報
エクストルーダーがパーキングされると、そのエクストルーダーに取り付けられたノズルは冷却されます。
プリントせずに高温状態が続くと、ロードされたフィラメントが劣化し、メルトゾーンの圧力が上昇する可能性があります。エクストルーダーがアイドル状態の間、ノズルを冷却することでこのプロセスを抑制し、特に長時間のドッキング時に効果的です。
ノズル温度が高い時はいつでも、フィラメントに吸収された水分はどこかから逃げ出す必要があります。これは一般的にノズル内の圧力上昇につながり、典型的に**ウージング**を引き起こします。ウージングしたフィラメントは**プライムタワー**に堆積し、ブロブを形成する可能性があります。
これらの悪影響を制限するには、フィラメントを乾燥させておくことが重要です。一部のフィラメント設定を微調整する必要があるかもしれません。また、すべてのツールでノズルシールが正しい位置に設定されていることが不可欠です。これらの影響の程度は、特定のフィラメント材料にも依存します。
フレキシブルフィラメントを使用する場合は、Original Prusa XLにフレキシブルフィラメントを装填する方法についての動画ガイドをチェックしてください。
プライムタワー設定
ワイプタワーでの最小パージ
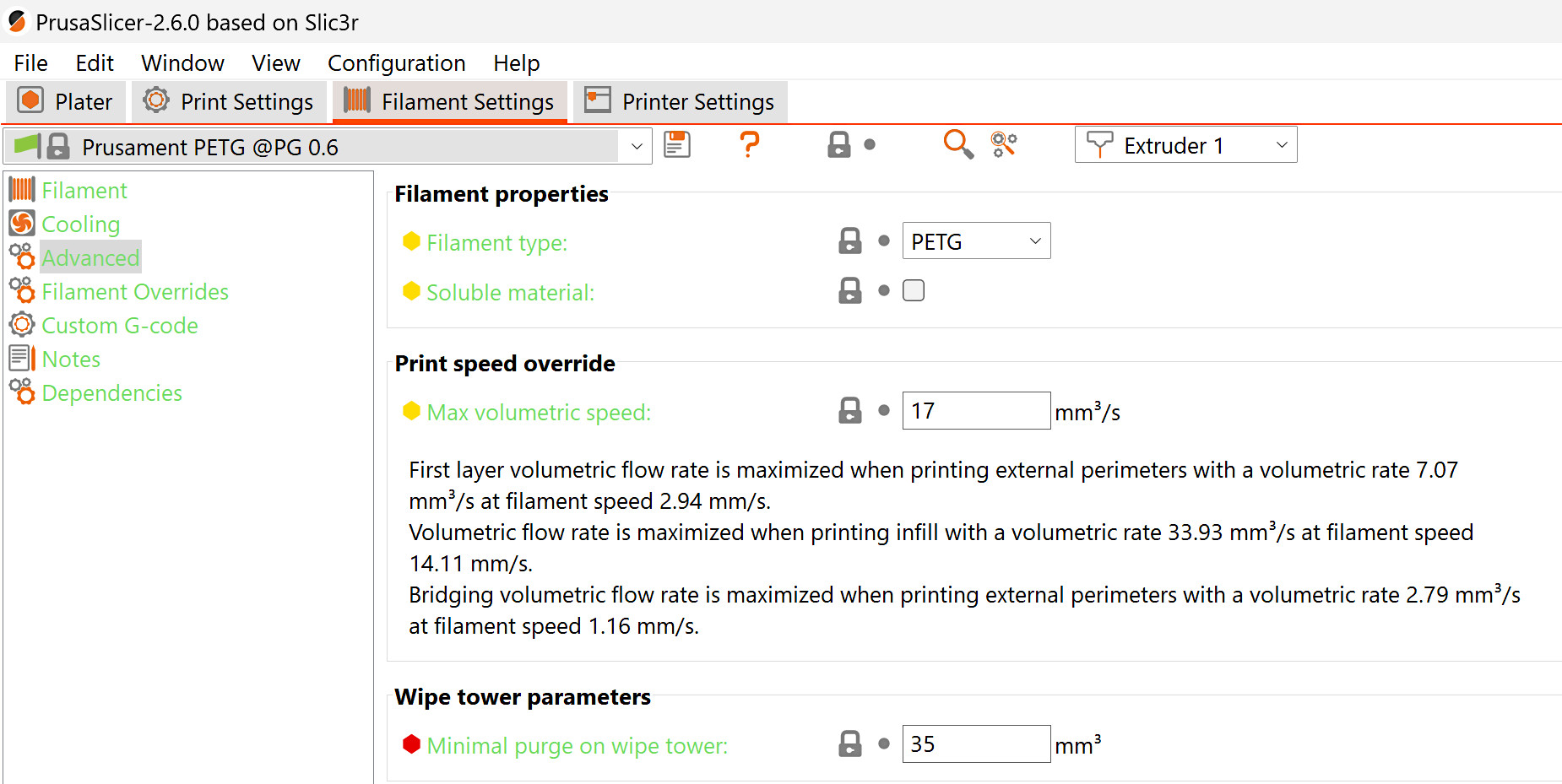
**ワイプタワーでの最小パージ**は、プライムタワーにプライムする最小材料量を設定します。その値はフィラメント設定 -> 詳細で調整できます。ツールがピックアップされる際に発生するウージングは材料損失を引き起こします。この量を増やすことで、プリント開始時のアンダーエクストルージョンの可能性を減らすことができます。
PLAプリントの場合、この設定のデフォルト値および推奨値は15mm³です。他の材料の場合、デフォルト値は35mm³です。PLAと他の材料を組み合わせたプリントの場合、各エクストルーダーの値を35mm³に設定することをお勧めします。
TPUは高い水分吸収性のため、ストリンギングが発生しやすいです。**ワイプタワーでの最小パージ**を35mm³に設定してテストされていますが、ストリンギングやウージングの問題が発生した場合、この値をさらに増やすことをお勧めします。70mm³まで増やすこともあります。TPEは良い代替フレキシブル材料で、一般的にTPUよりも水分吸収が少ないですが、ベッドへの接着性が悪いことに注意してください。
TPEまたはTPUの上に硬質フィラメントをプリントする場合、下のTPEまたはTPU層が上にプリントされる硬質フィラメントによって動かされる可能性があります。これも**ワイプタワーでの最小パージ**を増やすことで対処できます。
ワイプタワーエクストルーダー
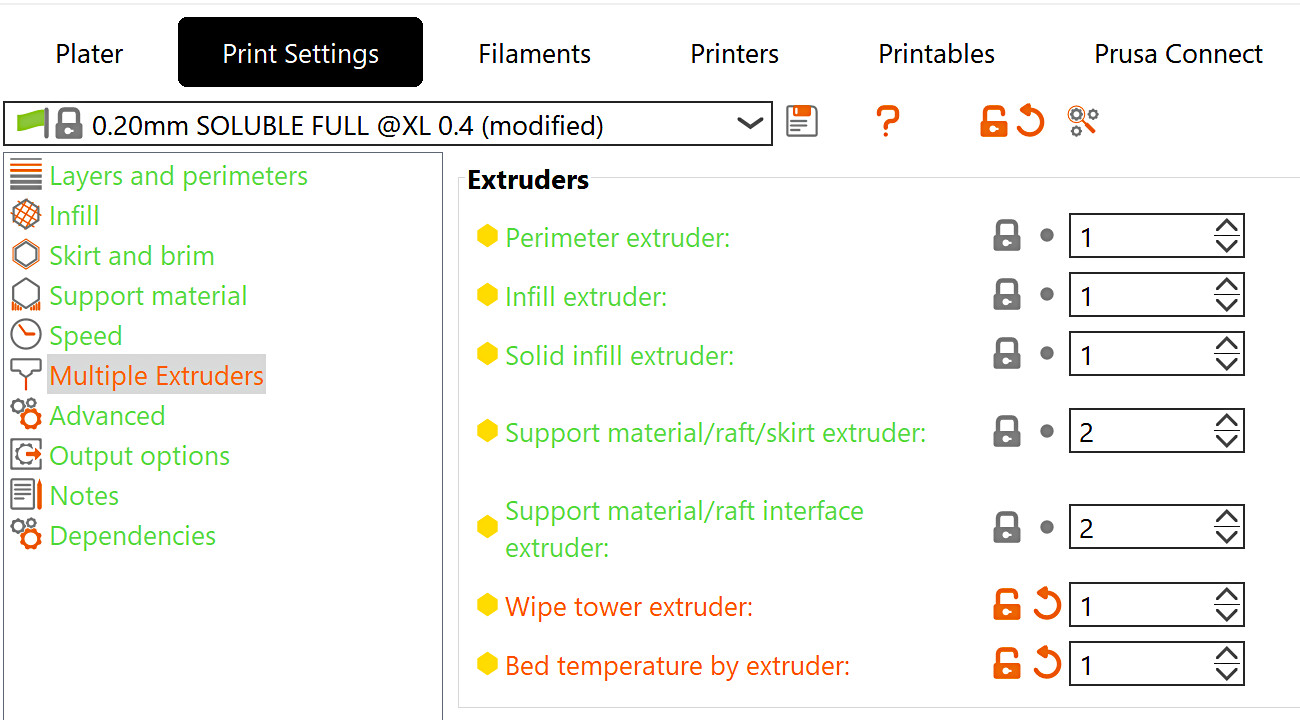
プライムタワーでは、フィラメントが互いに接着しない可能性があります。これによりタワーが崩壊し、プリント中のクラッシュを引き起こす可能性があります。これを防ぐために、プリント設定 -> 複数エクストルーダー -> ワイプタワーエクストルーダーに移動し、プライムタワー用のエクストルーダーを選択します。これにより、特定のフィラメントを持つエクストルーダーの1つがプリントで使用されていなくても、すべてのタワー層で作用し、タワーをより安定させます。値を0のままにすると、利用可能なツール(その層で最後に使用されたもの)を使用します。これは時間を節約しますが、複数の種類の材料でプリントする場合、プライムタワーの信頼性が低下します。
安定化コーン頂角
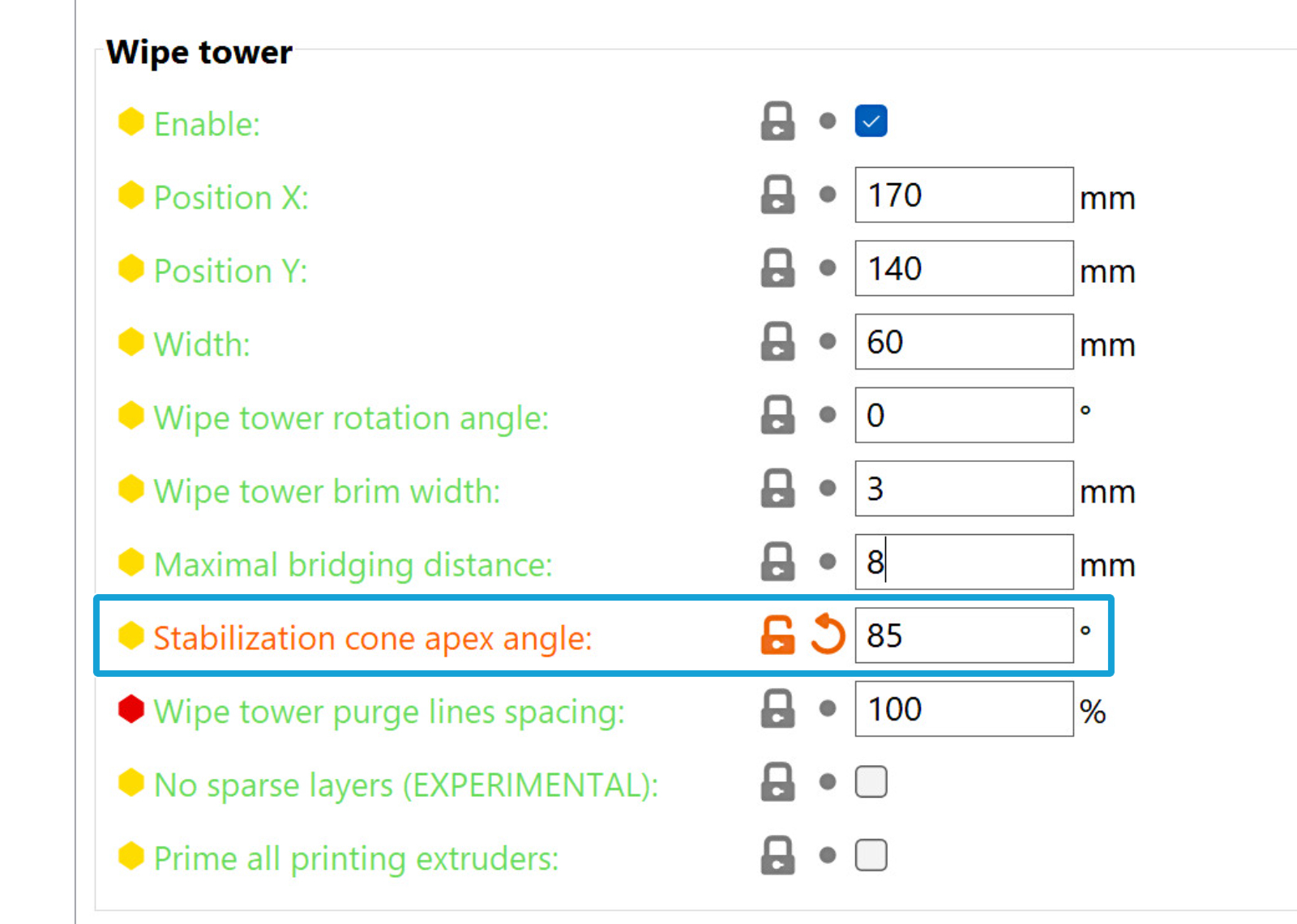
プライムタワーの安定性と底面積を増やすために、プライムタワーの形状と組み合わせる円錐形を追加することができます。このコーンの頂角はプリント設定 -> 複数エクストルーダーで0度から90度の間で設定でき、角度が大きいほどコーンの底面が大きくなり、プライムタワーがより安定します。
PLA + PETG
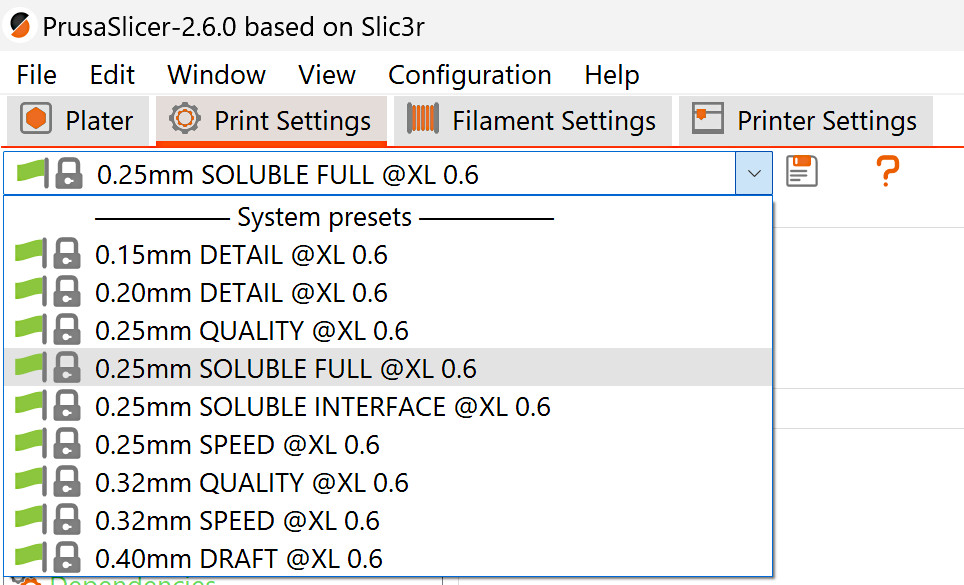
PETGはPLAサポートで、またPLAはPETGサポートで成功的にテストされています。そのためには、PrusaSlicerのプリント設定を**可溶性フル**にする必要があります。
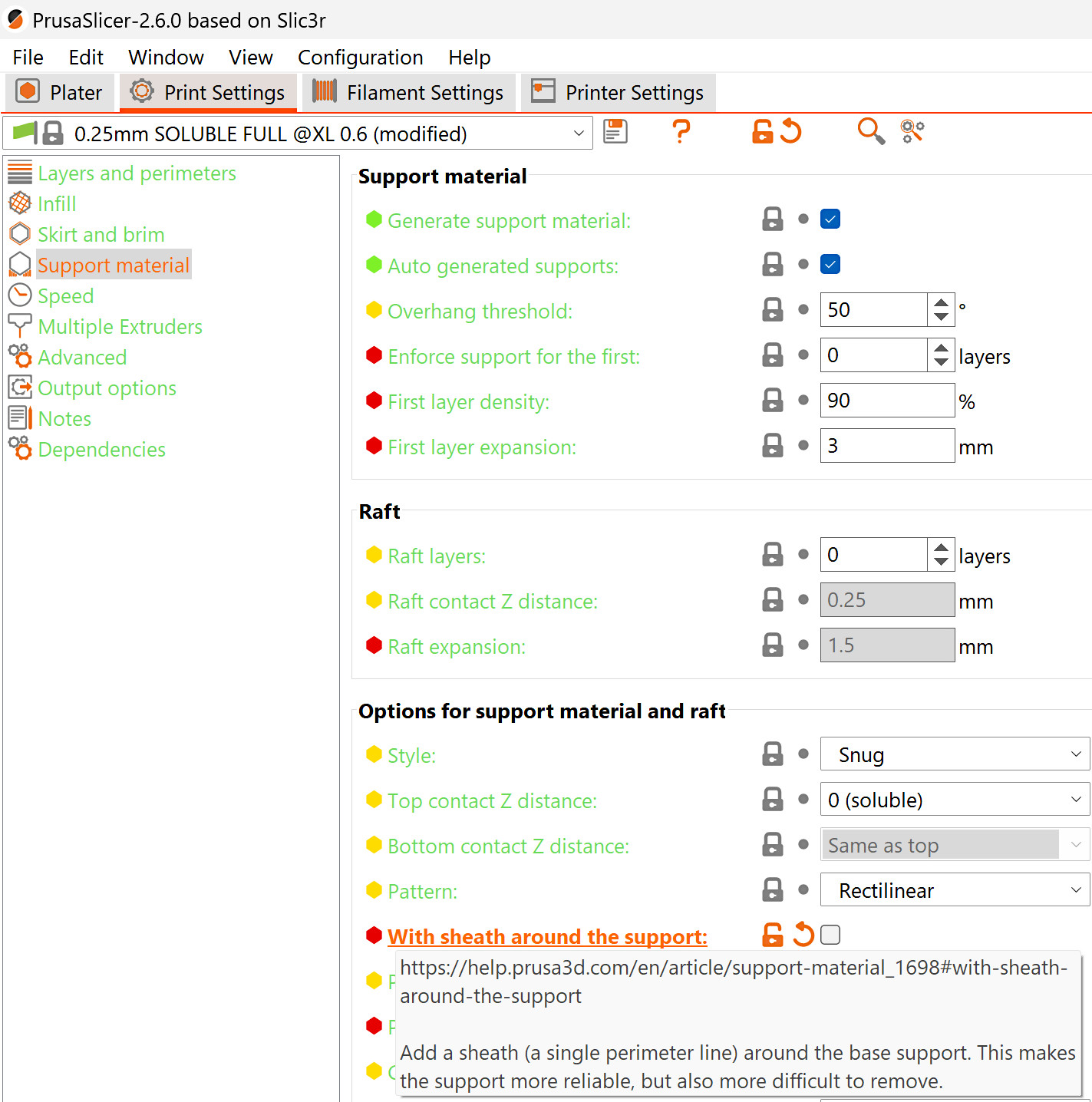
デフォルトでは、可溶性として設定されたサポートの周りに**ソリッドシース**(1周の壁)が生成され、それらを取り除くのが非常に困難になります。プリント設定 -> サポート材でこの設定の選択を解除することをお勧めします。
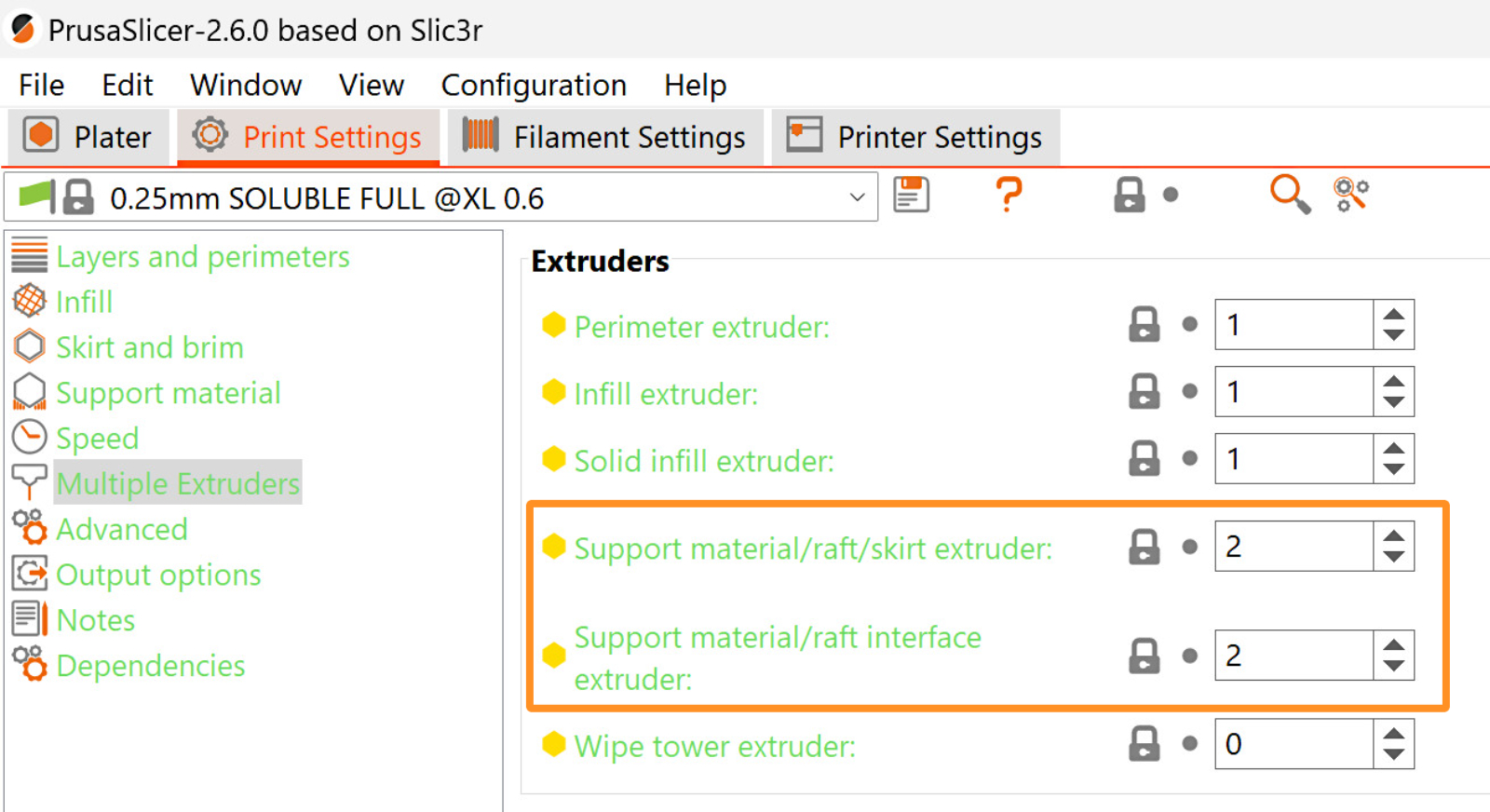
デフォルトでは、サポート材はエクストルーダー2に設定されています。必要に応じて、プリント設定 -> 複数エクストルーダーで**サポート材/ラフト/スカートエクストルーダー**と**サポート材/ラフト/インターフェースエクストルーダー**を選択して変更できます。
この機能は、オーガニックサポートスタイルを使用する場合にのみ使用できます。オーガニック以外のサポートスタイルでサポートエクストルーダーを変更すると、ワイプタワーが無効になります。
フレキシブルフィラメント
柔らかさのため、フレキシブルフィラメントは装填時に特別な注意が必要です。フレキシブルフィラメントを使用する場合は、以下の動画の指示に従ってください:
その他のPrusaSlicer設定
ヒートベッド温度
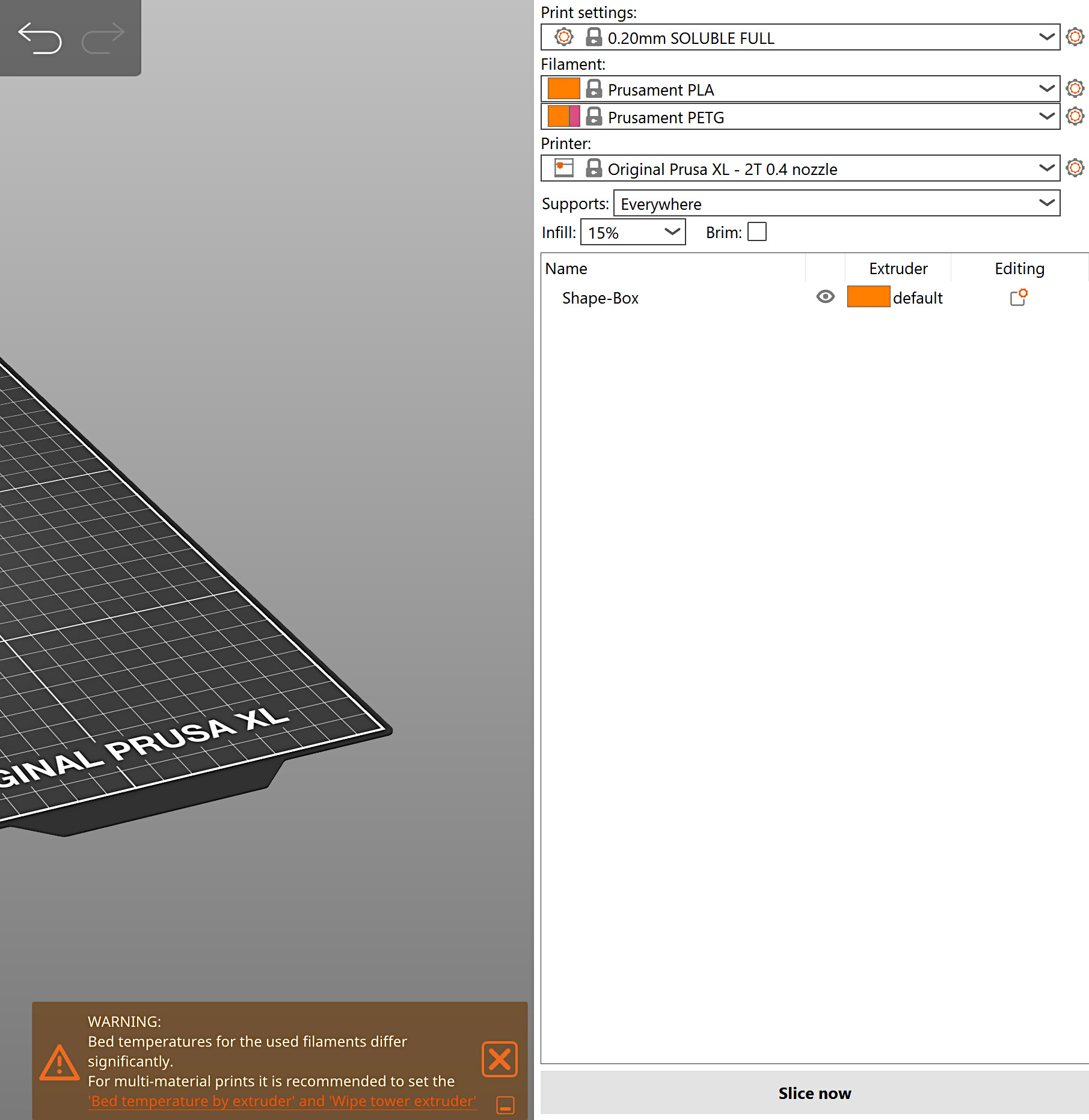
初期設定では、1層目のヒートベッド温度は、最初にロードされた材料に基づいて設定されます。2層目以降は、2層目に装填される最初のフィラメントに基づいています。フィラメントの組み合わせによっては、接着不足などの問題が発生する可能性があります。
PrusaSlicerは、ヒートベッド温度が大きく異なる場合に警告を表示します。
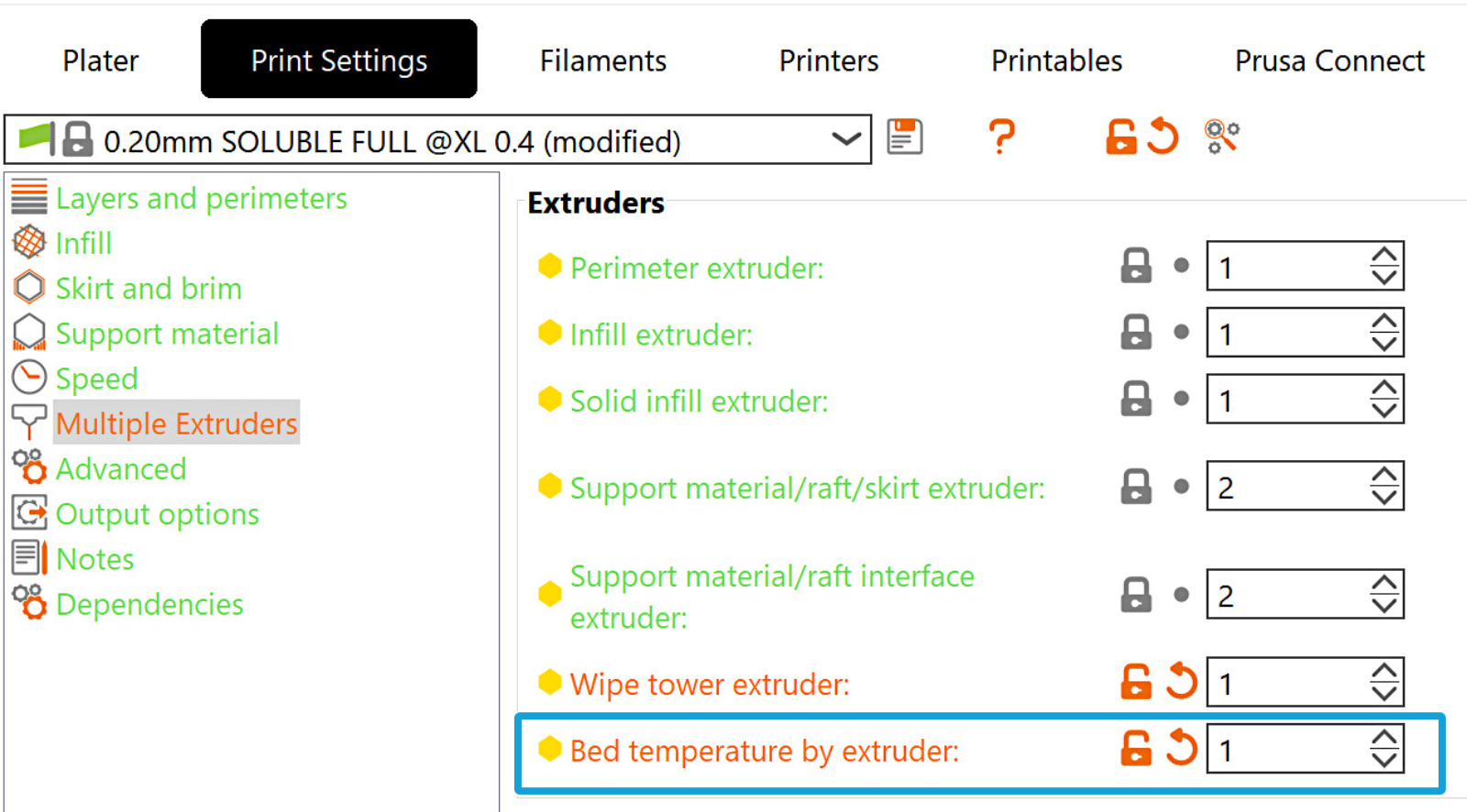
この設定を変更するには、「Print Settings → Multiple Extruders → Extruders → Bed temperature by extruder」 に移動します。
この設定では、どのエクストルーダーのベッド温度を使用するかを指定します。値を「0」に設定すると、デフォルトのロジックが適用され、1層目のベッド温度は最初に印刷を開始するエクストルーダーに基づいて設定され、2層目以降のベッド温度は、2層目を最初に印刷するエクストルーダーに基づいて設定されます。
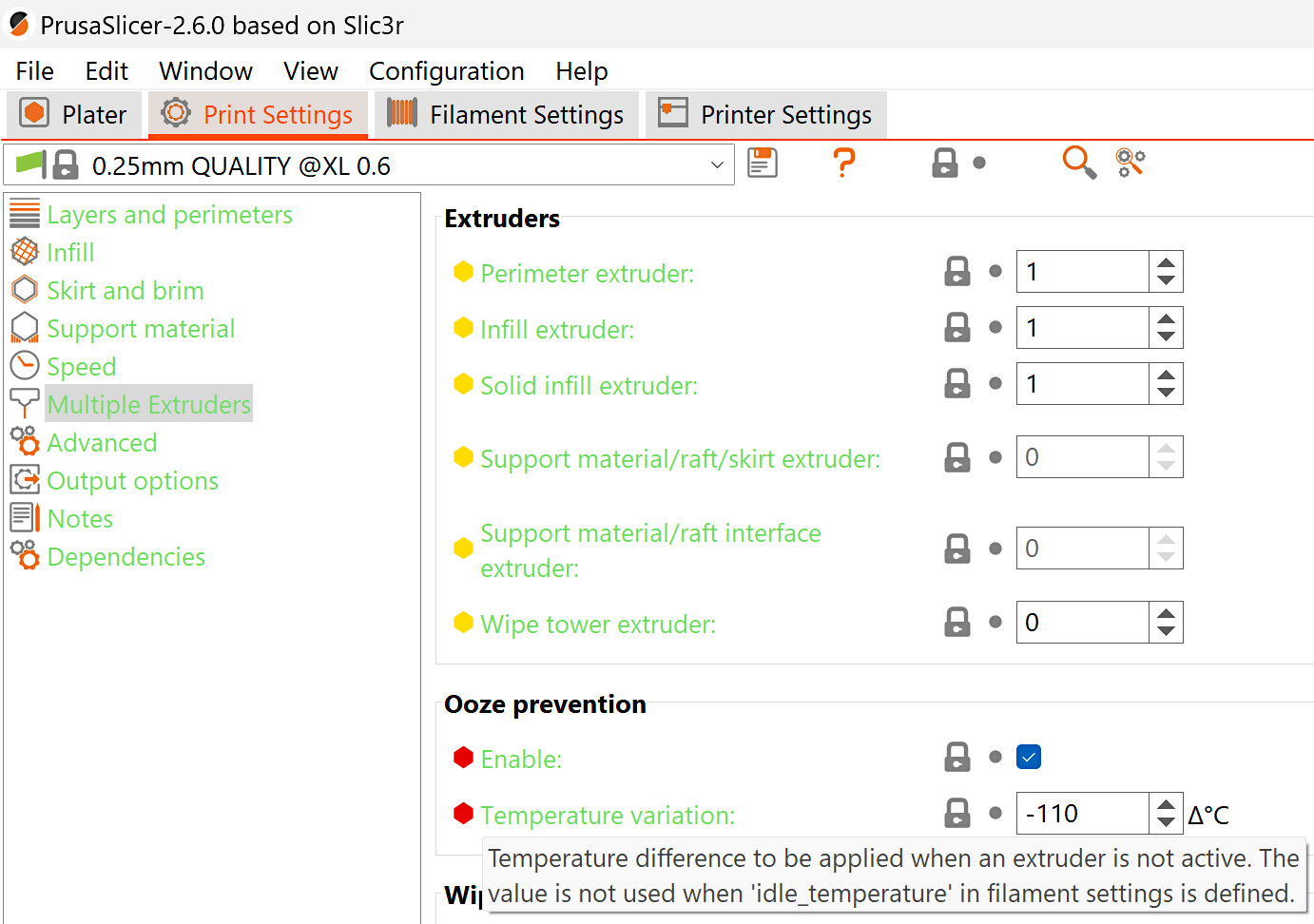
ウージング防止
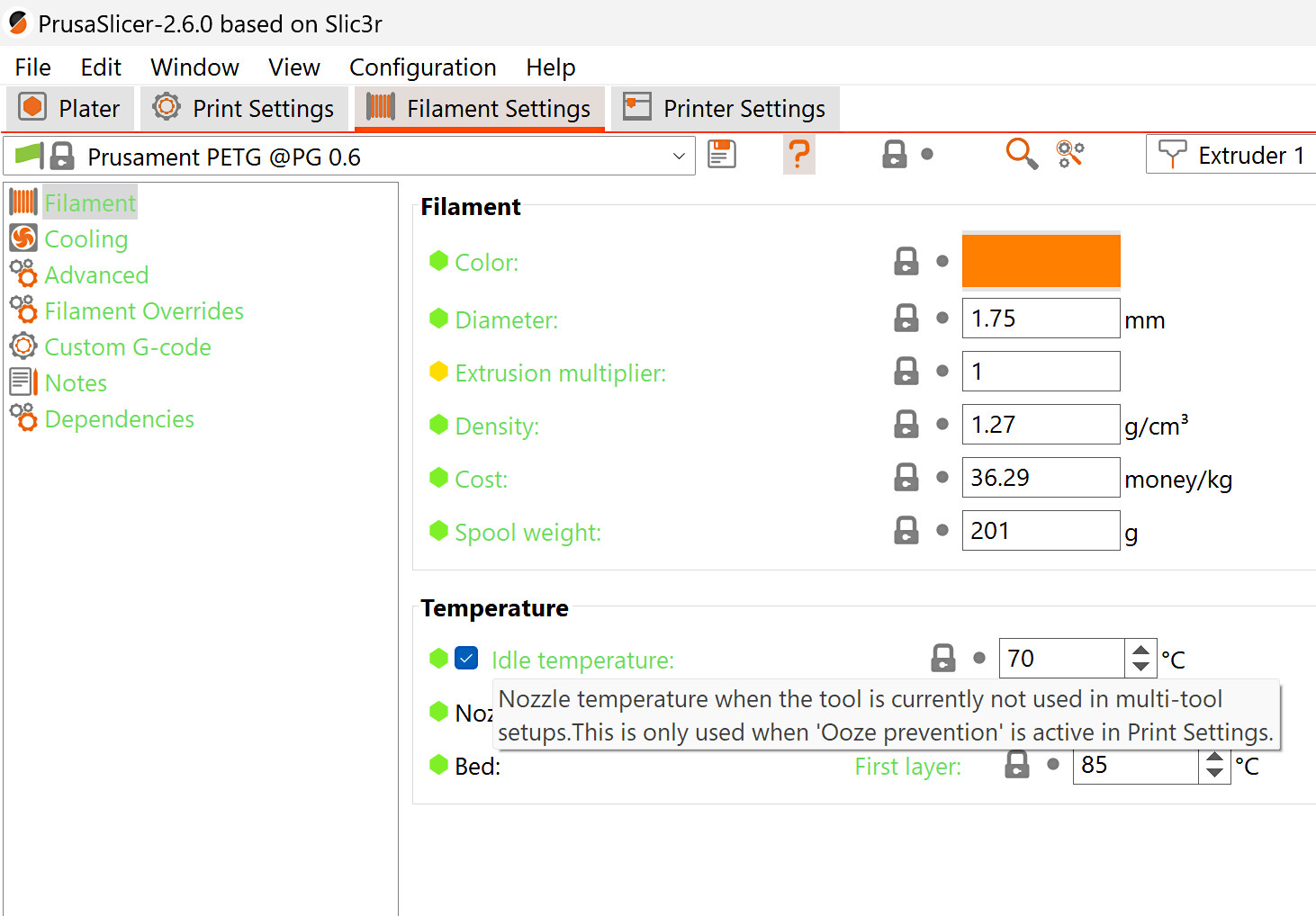
PrusaSlicerでは、プリント設定 -> 複数エクストルーダーで、ウージング防止を有効のままにしてください。これにより、フィラメント設定 -> フィラメント -> アイドル温度のアイドル温度が、特定のフィラメントに最適なアイドル温度を維持することができます。アイドル温度設定の温度は、オーズ防止設定の温度変動よりも優先されます。
ウージング防止が無効になっている場合、すべてのエクストルーダーはプリント中ずっとプリント温度を維持します。これは、著しいオーズ、メルトゾーンでの材料劣化、そしておそらくノズルの詰まりにつながります。
 |  |
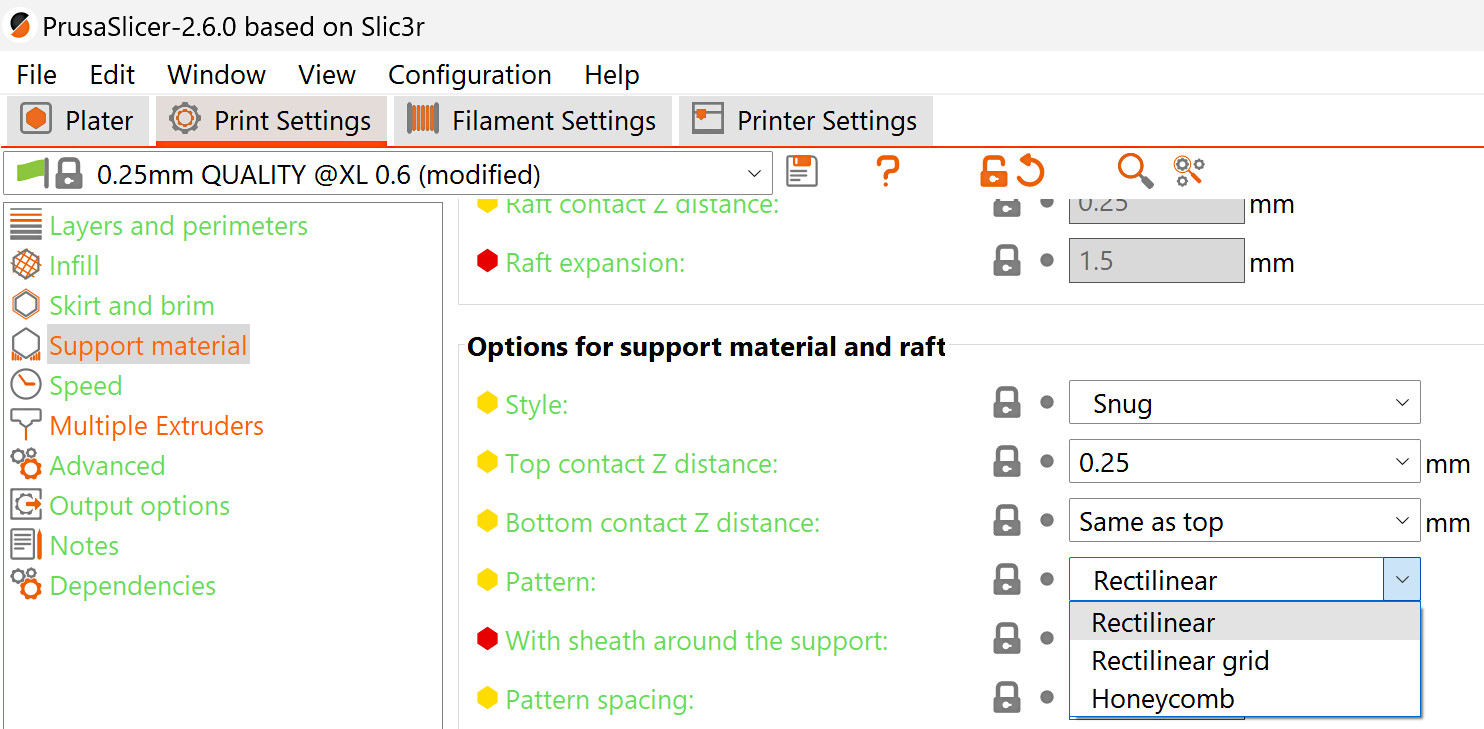
サポートスタイルに関する考慮事項
スナッグサポートを使用する場合、スライスされたオブジェクトでサポート材の一部が非常に高く細くなっていないか確認してください。これらはプリントの途中で倒れたり壊れたりする可能性があります。スライスされたオブジェクトでそれらに気づいた場合、サポートのパターンを変更するか、サポートスタイルをグリッドに変更することをお勧めします。
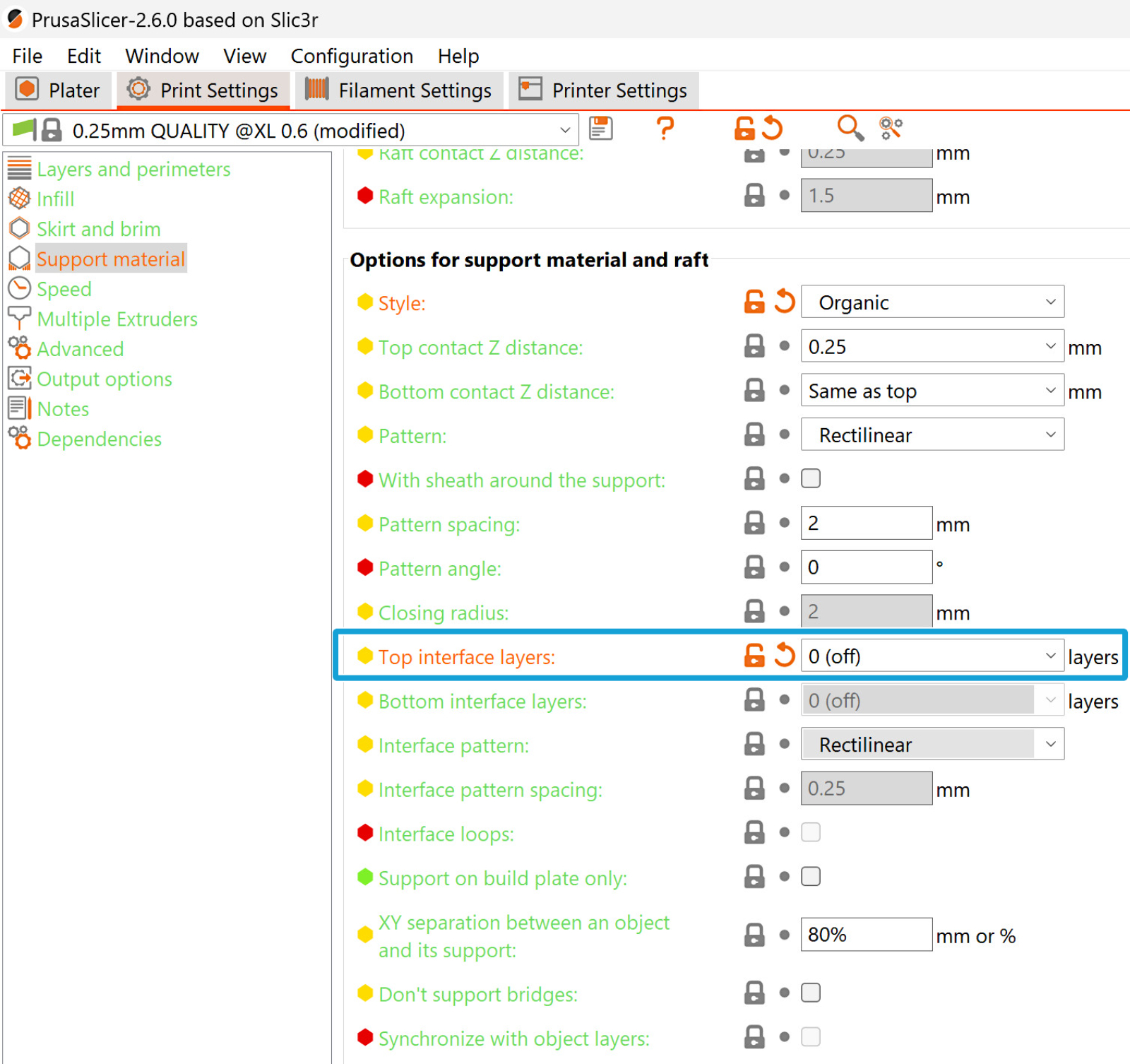
オーガニックサポートを使用する場合、インターフェースレイヤーを使用しないでください。プリントできないアーティファクトが生成されてしまいます。