コールドプルテクニックを使用すると、プリンターのノズルとホットエンドに詰まったり焦げ付いたりした材料をクリーニングできます。また、通常のメンテナンス時にホットエンドをクリーニングするのにも使用できます。ファームウェア6.0.0以降のMK4/SとMK3.9/S、およびファームウェア6.1.3以降のXLでは、プリンターが自動的にこのプロセスを実行します。
コールドプルは、ノズルが部分的にのみ詰まっており、まだフィラメントが押し出されている場合に行うべきです。ノズルが完全に詰まっている場合は、MK4/MK3.9またはXLの詰まったホットエンドの記事を確認してください。
私たちのテストでは、PLAがコールドプルに最適であることがわかりました。他のフィラメントはPLAほど先端を保持せず、破れたり溶けすぎたりします。ただし、ホットエンドのクリーニング専用に作られたフィラメントもあります。
自動コールドプルこの手順を行う際には、少なくとも30cmのPLAを用意してください。マルチツールXLでは、希望のツールを選択します。LCDメニュー -> コントロール -> ツールの選択/パーク -> ツール#を選択に進みます。
次に、LCDメニュー -> コントロール -> コールドプルに進みます。
MK4/SとMK3.9では、現在のフィラメントをアンロードする(PLA以外のフィラメントがロードされている場合に推奨)、PLAフィラメントをロードする、ロードされたフィラメントで続行する(ロードされたフィラメントがPLAの場合のみ使用)というオプションが表示されます。
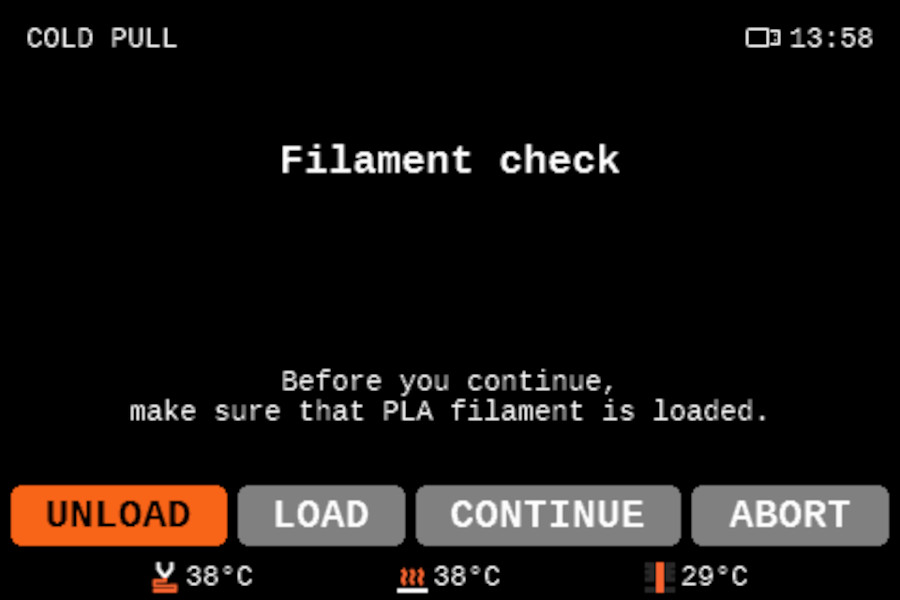 MK4/S、MK3.9/Sのディスプレイスクリーンショット
MK4/S、MK3.9/Sのディスプレイスクリーンショット
XLでは、フィラメントを直接Nextruderにロードする必要があります。そのため、続行する前にフィラメントをアンロードしてください。その後、フィッティングの青い部分を押し下げ、PTFEチューブをツールヘッドから引き抜きます。その後、PLAフィラメントを直接Nextruderにロードします。
 |  |
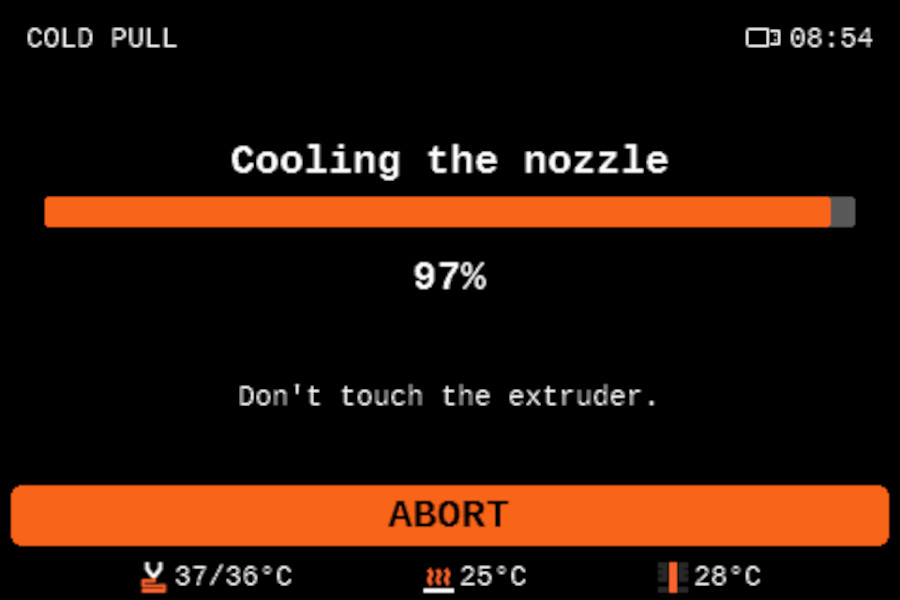
ノズルが加熱されている場合、プリンターは36ºCに冷えるまで待機します。その後、プリンターを80ºCまで加熱します。その後、プリンターはその温度で自動的にフィラメントをアンロードします。
 |  |
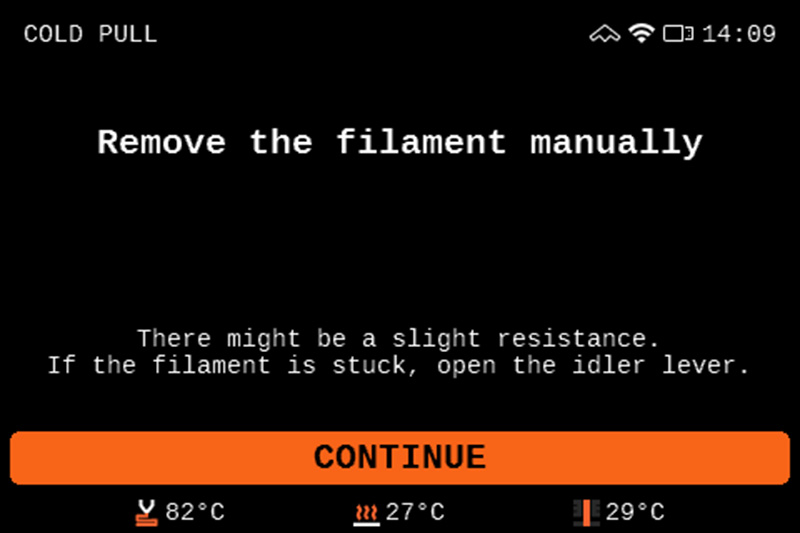
手順を完了するには、フィラメントを手で取り除き、上方向に引っ張ります。フィラメントが詰まっている場合は、わずかな抵抗があるかもしれません。その場合はアイドラーレバーを開けてください。
手動コールドプル(XL、MK4/MK3.9 ファームウェア5.1.3以前)
準備手順(XL)
- マルチツールXLでは、希望のツールを選択します。LCDメニュー -> コントロール -> ツールの選択/パーク -> ツール#を選択に進みます。
- Nextruderの上にあるフィッティングを一時的に取り外します。
手順(XLファームウェア6.1.3以前、MK4/MK3.9ファームウェア5.1.3以前)
- エクストルーダーにPLAフィラメントの一片をロードし、エクストルーダーの上から挿入します。プリンターが材料の選択を促すので、PLAを選択し、ロード手順を完了します。
- アイドラースイベルを開きます。
- LCDメニュー -> コントロール -> 温度 -> ノズル温度に進み、温度を270°Cに設定します。
- 270°Cに達したら、PLAフィラメントをノズルから出始めるまで押し込みます。
- LCDメニュー -> コントロール -> 温度 -> クールダウンを押すか、リセットボタンを押して加熱を停止します。
- 温度が低下しフィラメントが溶けて出てこなくなるまで(PLAの場合は約170°C)、手動でフィラメントを押し下げ続けます。コールドプルを成功させるには、ノズルが満たされている必要があります。
- 後で引っ張る際に邪魔にならないよう、ノズルから押し出された材料を取り除きます。
- 温度が100°Cに達したらすぐに、フィラメントをプライヤーでつかみ、ゆっくりと、しかし確実にエクストルーダーから引き抜きます。フィラメントが内部で切れる可能性があるので、まっすぐ上に引っ張り、横に引っ張らないようにしてください。もう一方の手でエクストルーダーを持ちます。
- フィラメントがエクストルーダーから完全に引き出されるまで止めないでください。
- アイドラーとアイドラースイベルを閉じます。
引き出されたフィラメントの先端には、以前使用していた材料の残りや、ノズル内に沈殿していた焦げた汚れが見える場合があります(左の写真)。フィラメントがきれいになるまで、この手順を何度か繰り返す必要があるかもしれません。
右の写真は、きれいにコールドプルされたフィラメントがどのように見えるべきかを示しています。ノズルの刻印があることが重要です。これにより、ノズルが満たされ、中に何も残っていないことを確認できます。また、以前使用していたものと色が混ざっていなかったり、濃い跡がついていないことも重要です。
 |  |