La orientación de las piezas es crucial en la impresión (M) SLA. Influye mucho en la calidad de impresión resultante y, en el caso de la SL1, que endurece toda la capa a la
vez, afecta directamente el tiempo de impresión.
Es posible que hayas notado que las impresiones SLA a menudo se colocan en un ángulo de 45 grados. Hay varias razones para esto:
- Las grandes superficies horizontales planas requieren mucha fuerza para separarse del fondo del tanque cuando la capa se endurece (necesitarían más
soportes) - Las piezas inclinadas cubren un área más grande, por lo que los soportes debajo de ellas se extienden de manera más uniforme
- Mejor suavizado
Por lo general, dejar que las piezas crezcan gradualmente bajo un ángulo es la forma más segura de lograr impresiones atractivas. Dicho esto, algunas piezas se pueden colocar directamente en la plataforma de impresión para lograr mejores resultados.
En la mayoría de los casos, la pieza tendrá más de una orientación correcta. Esto sucede generalmente con joyas o varias estatuas. La regla general aquí es tratar de rotar la pieza de una manera que minimice el número de puntos donde la pieza comenzaría
en el aire. A estos puntos los llamamos islas. Estas áreas no se pueden imprimir sin soportes, y dado que generalmente es mejor evitar usar soportes, siempre debes intentar encontrar una mejor orientación.
Tienes 3 herramientas disponibles para modificar la orientación de los objetos:
- La herramienta Rotar (R)
- Colocar en la herramienta de cara (F)
- Herramienta de optimización de orientación
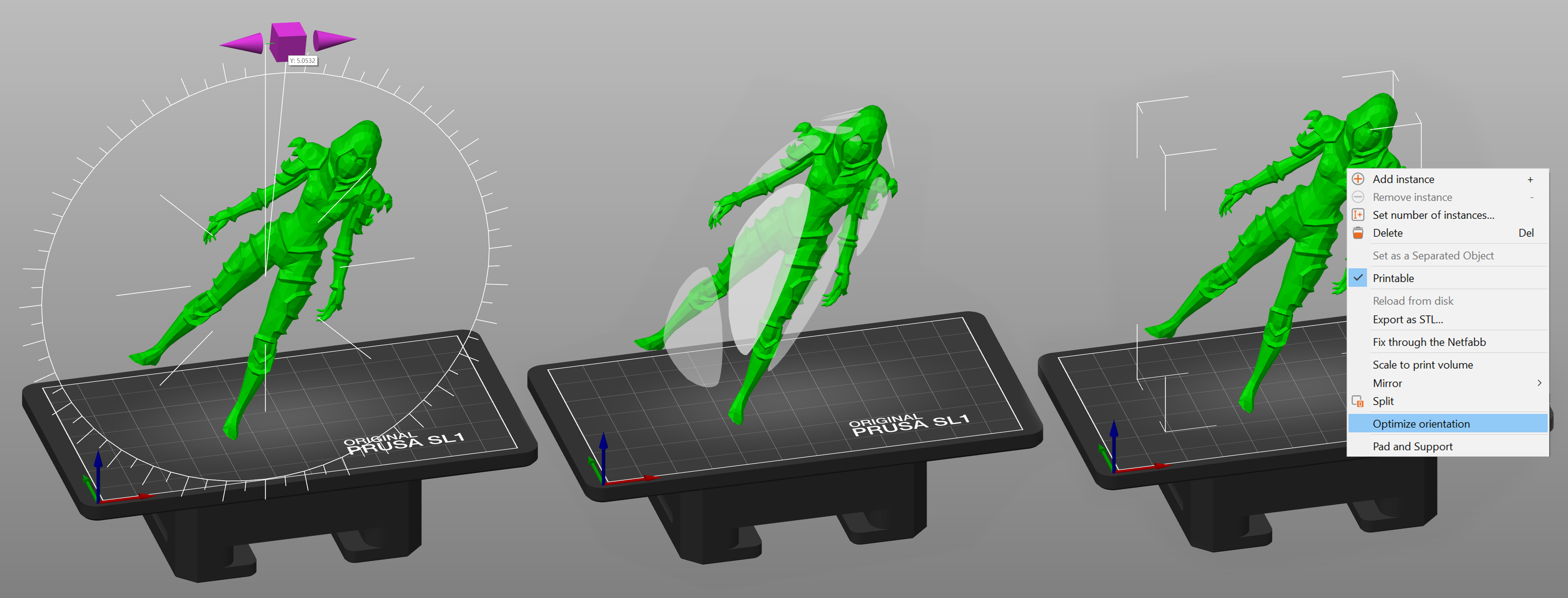 La herramienta Rotar (izquierda), la herramienta Colocar en la cara (centro) y la herramienta Optimizar orientación (derecha)
La herramienta Rotar (izquierda), la herramienta Colocar en la cara (centro) y la herramienta Optimizar orientación (derecha)
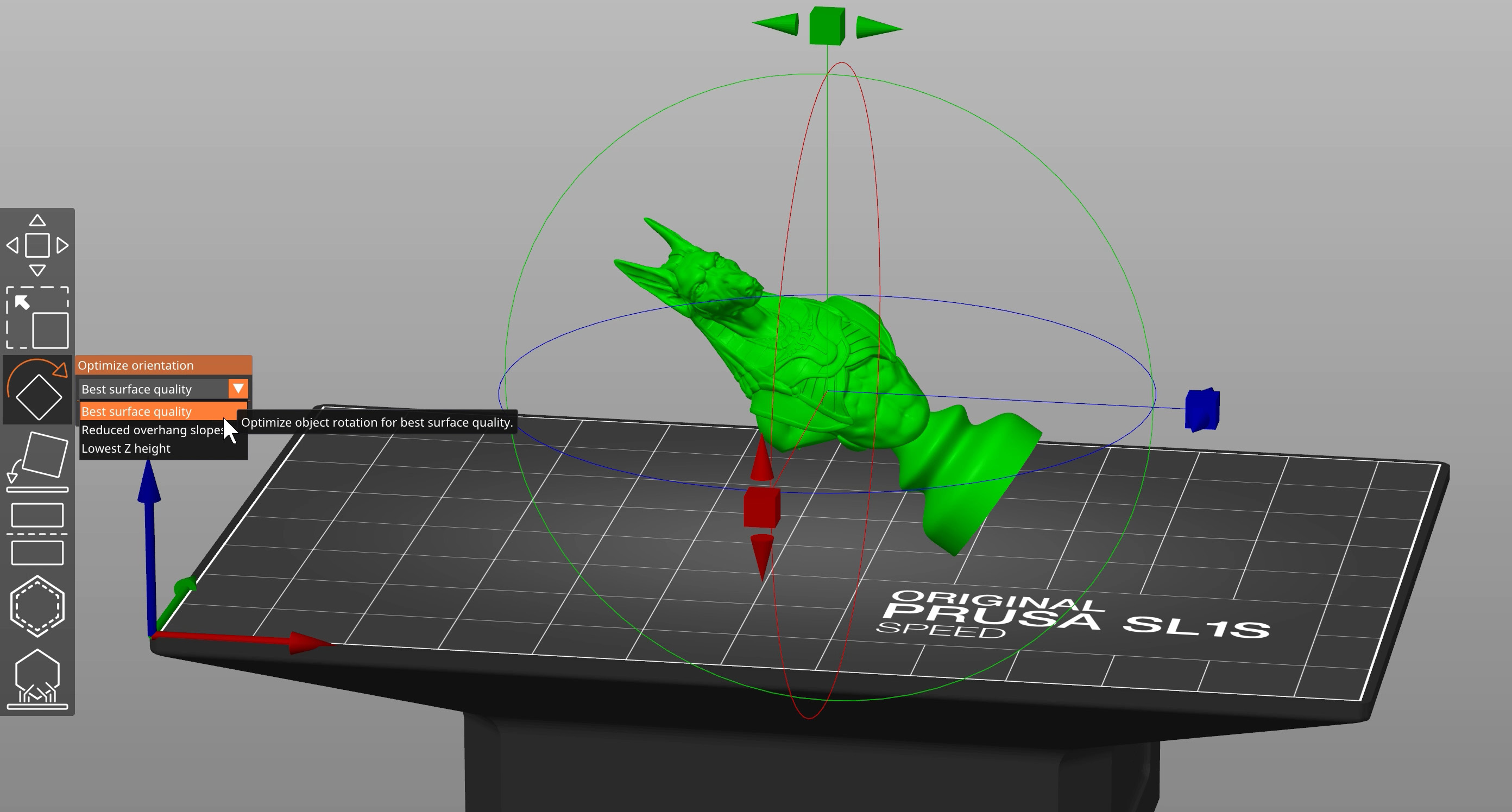
Optimizar la herramienta de orientación
Cuando tienes un modelo seleccionado y utilizas la herramienta Rotar, puedes elegir entre 3 algoritmos diferentes de auto-orientación:
- La mejor calidad de superficie
- Pendientes de voladizo reducidas (apoyos mínimos)
- Altura Z más baja (tiempo de impresión más bajo)
Tiempo de impresión
Los tiempos de impresión de la SL1 y de la SL1S Speed se definen mediante una simple multiplicación: el número de capas × (tiempo de exposición + tiempo de inclinación). No importa cuántas piezas (ni su complejidad) haya en la plataforma de impresión, los tiempos de exposición son constantes durante toda la impresión, con la excepción de las primeras diez capas, que tardan un poco más en terminar.
En otras palabras, imprimir una pieza alta tomará menos tiempo si la colocas plana sobre la plataforma de impresión.
En cuanto al tiempo, no importa si colocas una sola pieza en la plataforma, o una docena . El tiempo de impresión siempre será el número de capas multiplicado por el tiempo de exposición de una sola capa.